
0%(1)0% found this document useful (1 vote)
179K views67 pagesSupply Chain Management Overview
Motoarc is an electronics, aerospace, electrical machinery, semiconductor company. It has manufacturing plants in 17 states and 12 foreign countries, and it employs 284,000 people worldwide. Motoarc recently reorganized all the materials management functions under a vice-president.
Uploaded by
apoorvbabelCopyright
© Attribution Non-Commercial (BY-NC)
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PDF, TXT or read online on Scribd
0%(1)0% found this document useful (1 vote)
179K views67 pagesSupply Chain Management Overview
Motoarc is an electronics, aerospace, electrical machinery, semiconductor company. It has manufacturing plants in 17 states and 12 foreign countries, and it employs 284,000 people worldwide. Motoarc recently reorganized all the materials management functions under a vice-president.
Uploaded by
apoorvbabelCopyright
© Attribution Non-Commercial (BY-NC)
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PDF, TXT or read online on Scribd
Introduction
Supply Chain Management Purchasing
Importance of Purchasing Today Mission of Purchasing
What Purchasing Managers Do Purchasing Departments in Organizations Purchasing Processes
Buyers and Their Duties
Make-or-Buy Analysis
Ethics in Buying
Purchasing: The International Frontier
Logistics
Production Control: Movement of Materials within Factories
Shipments to and from Factories Innovations in Logistics
Warehousing
. Warehousing Operations
Methods of Inventory Accounting Contemporary Developments in Warehousing
424
Expediting
Benchmarking the Performance of Materials Managers
Third-Party Logistics Management Providers
E-Business and Supply Chain Management Wrap-Up: What World-Class Companies Do Review and Discussion Questions
Internet Assignments
Field Projects in Materials Management Problems
Cases
Primo Clothing Manufacturing Acme Manufacturing
Endnote
Selected Bibliography
Supply Chain Management
425
CENTRALIZED SUPPLY CHAIN MANAGEMENT AT MOlOARC
Motoarc is an electronics, aerospace, electrical machinery, semiconductor, and computer products company. Its annual sales are $16.7 billion, it has manufacturing plants in 17 states and 12 foreign countries, and it employs 284,000 people worldwide. While Motoarc's operations had expanded, its pur:chasing, warehousing, and shipping functions had lagged behind its other business units in effectiveness. Although a JIT system had been installed, problems with materials remained because no one seemed to be accountable when difficulties arose. For example, a recent order from a supplier arrived late at Motoarc's Indianapolis plant. Purchasing blamed the warehouse and shipping. The warehouse blamed production control. Production control blamed warehousing and purchasing. Shipping claimed that the motor carrier lost the order for several days in Chicago, thus delaying delivery. Each function pointed an accusing finger at the other functions. Because of such difficulties, Motoarc has recently reorganized all the materials management functions under a .vice-president of supply chain management, who is responsible for all purchasing, logistics, warehousing, and expediting of materials in .011 divisions. Now the buck stops at the desk of the Vice-president of supply chain management when any difficulties related to materials arise in any division of the company.
\.
I
!. I
I
i'
I
! j !
As the preceding account illustrates, some companies today have reorganized their materials management functions under a top-level executive who is responsible for all activities related to the flow of materials through the company. Such organizational changes focus management's attention on this function and underscore the importance of managing the flow of materials.
Materials are any commodities used directly or indirectly in producing a product or service, such as raw materials, component parts, assemblies, and supplies. Management of materials in most companies is crucial to their success because the cost of buying, storing, moving, and shipping materials accounts for over half of a product's cost. Productivity basically means driving down the cost of doing business, and doing the job of materials management better is increasingly seen as the key to higher productivity ill many U.S. firms today. Operations managers are working hard to develop better ways of managing materials so that on-time deliveries, quality, and costs can be improved so that their companies can survive in an increasingly competitive world ..
In this chapter we will first study supply chain management, including purchasing, logistics, warehousing, and related issues. We will then examine e-business and the impacts that e-business is having on supply chain management.
SUPPLY CHAIN MANAGEMENT
Consider how materials might flow from a company's suppliers, through the company's operations, and then on to its customers. An increasingly popular perspective today is to view the flow of materials from suppliers all the way to consumers as a system to be managed. This perspective is commonly referred to as supply chain management.
426
Chapter 11 Supply Chain Management and E-Business
In its broadest sense, a <.;upph "h;lf~' refers to the way that materials flow through different organizations, starting with basic raw materials and ending with finished products delivered to the ultimate consumer. For example, consider the steel used in an automobile door. A mining company first excavates dirt containing iron are, and then extracts only the iron are from the dirt. The iron are is then sold to a steel mill, where it is processed with other materials to form large steel ingots. The steel ingots are sold to another steel company, where they are heated, rolled into long, thin sheets, and annealed. These rolls of sheet metal are then sold to an automotive supplier that specializes in making doors. The sheet metal is cut and stamped, and used' with other materials to make a completed car door. The door is then sold to the automobile manufacturer, where itis assembled with other components to produce a completed automobile. The automobile is then sold to a car dealership, which performs some final preparation work" such as adding pinstripes to the sides of the car. Finally, the ultimate consumer purchases the car from the dealership, the last link in the supply chain. Figure 11.1 illustrates this complete supply chain. Notice that the supply chain includes both manufacturing companies and a service company, the car dealership.
Supply chains can form complex networks involving many companies and materials. A raw material can be used in many different finished products produced by nu-
, merous companies, and a finished product is usually made from many different raw materials from numerous suppliers, Coordination of all companies involved in a supply chain, including effective communication, is crucial to providing high-quality finished products in a timely manner at the lowest cost possible. From an operations management perspective for a particular company that is in the middle of a supply chain, only a portion of the supply chain is of particular interest and must be managed carefully by the company. So for most companies, the most relevant aspects of supply chain management involve all management functions related to the flow of materials from the company's direct suppliers to its direct customers, including purchasing, warehousing, inspection, production, materials handling, and shipping and distribution. Figure 11.2 illustrates the supply chain management activities in a manufacturing plant.
Studying material flows-the acquisition, storage, movement, and processing of raw materials, components, assemblies, and supplies-is a good way to understand manufacturing. Also, services such as retailing, warehousing, and transportation companies can be viewed as systems of material flows. In these systems, all organizational functions are critically affected by the planning and control of the materials system.
Materials management and logistics management are two alternative names sometimes used to refer to supply chain management within a single company. Figure 11.3 illustrates how the supply chain management function fits into many organizations today. Some organizations have centralized their diverse materials management functions under one department headed by a materials manager, supply chain manager, or vice-president of materials. This executive position coordinates all the activities of supply chain management and bears total responsibility for the continuous supply of materials of low cost and specified quality when and where operating departments and customers require them. The responsibility of the materials manager is immense, a reality underscored by their typically high salaries, which rank with those of the highest
industry positions. .
Four important activities in materials management, or supply chain management, are purchasing, logistics, warehousing, and expediting. These activities form the framework for studying the nature and scope of materials management.
Purchasing
427
Supply Chain for Steel in on Automobile Door
Company 4
Company 5
Company 6
Company I
Company 1
Company 3
Hue Door
Hake automobile
Final preparation
Car
Final consumer
Drive car
PURCHASING
---------------------
Purchasing departments buy the raw materials, purchased parts, machinery, supplies, and all other goods and services used in production systems-from paper clips to steel to computers.
------------ __ ._------ - ----_-_. ------------
428
Chapter 11 Supply Chain Management and E-Business
Supply Chain Management in Manufacturing
Note: Physical materials flow __,.
Infonnation flow - - ....
Importance of Purchasing Today
Several factors are increasing the importance of purchasing today: the tremendous impact. of material costs on profits, the increasing prominence of automated manufacturing, the growth of business-to-business Internet transactions, and increasing global competition.
On the average, about 60 percent of manufacturers' sales dollars are paid to suppliers for purchased materials. For example, automobile manufacturers spend about 60 percent of their revenues on material purchases, farm-implement manufacturers spend
Organization Chart Showing Supply Chain Management
President
V.P. of Supply.Chain Management
Purchasing
429
,
, .
about 65 percent, food processors spend about 70 percent, and oil refineries spend about 80 percent. And these percentages are going up.
As the automation of manufacturing continues, two developments enhance the importance of purchasing. First, it has been estimated that labor costs represent only about 10 to 15 percent of production costs in many mass production industries today. Some observers estimate that labor costs will decline to about 5 percent of production costs in the near future. It is thought, therefore, that in some industries material costs will become the central focus in the control of production costs. Second, automation requires rigid control of design, delivery schedules, and quality of purchased materials. In this setting, purchasing must establish and maintain vendor relations to ensure that materials of the right design and of perfect quality are delivered in the right quantities at the right times. Purchasing could be a key organization function affecting the 'success of automated manufacturing.
As the Internet continues to develop and grow, business-to-business (B2B) transactions over the Internet between companies have become increasingly popular. This .' development is having dramatic impacts on the purchasing function in companies. Purchasing personnel can now search for sources of materials, purchase materials, request bids for materials, and participate in on-line auctions for materials by using the Internet. A number of material buying and selling auction-style web sites have recently been implemented for different industries. One result of this technological advance is that purchasers now have more information at their fingertips about material cost and availability more quickly than ever before, Purchase orders can be submitted to supplier Web sites and the status of orders can be checked via the Internet, reducing the purchasing department's operating costs and speeding up the purchase lead time.
With the increase in global competition for world markets, all manufacturers are working hard to reduce production costs. One of the most lucrative areas for this effort is in reducing materials costs. As the scope of business has expanded to global proportions, so the purchase of materials has moved to the world stage. Increasingly, materials are bought worldwide, transported to domestic and offshore manufacturing sites, and then shipped to markets throughout the world. This stretched-out supply chain has become necessary to offset increased competition for scarce materials. But the increased scope of supply has created an environment where materials are more subject to uncertain supply. This has also increased the importance of purchasing functions today.
Across the totality of our country's economy, the amount of annual expenditures for purchased materials is indeed staggering. Yet purchasing department employees represent less than I percent of the total employees of organizations. Can you think of a more influential group of employees whose performance is so critical to organizational success?
Mission of Purchasing
The purchasing department is a key player in the achievement of a company's strategic objectives. It can affect fast delivery of products/services, on-time deliveries, production costs, and product/service quality, all of which are key elements in operations strategy. The mission of purchasing is to sense the competitive priorities necessary for each major product/service (low production costs.fast and on-time deliveries, high-quality productslservices, and flexibility) and to develop purchasing plans for each major product/service that are consistent with operations strategies. One material, for example, may go into a product whose operations strategy ca11s for high volume, produceto-stock production, and low production costs. For such a material, purchasing must emphasize developing suppliers that can produce the material at very low cost and in large quantities. On the other hand, another material may go into a product whose operations strategy calls for low volume, fast deliveries, high quality, and produce-to-order
T
430
Chapter I 1 Supply Chain Management and E·Business
production. For this material, purchasing must emphasize fast response times by suppliers. very high quality, and dependable shipping schedules.
What Purchasing Managers Do
. Purchasing engages in these activities as it buys materials:
1. Maintain a database of available suppliers. This database includes information about the kinds of products that suppliers produce or are capable of producing, information about the quality of their products, and information about their costs or prices. A~ important aspect of maintaining this database is the need to run periodic supplier surveys. These surveys may include actual plant tours to assess the supplier's ability to meet on-time delivery, quantity, quality, and cost requirements.
2. Select suppliers to supply each material. This selection will ordinarily be based on several criteria. Price is important, of course, but quality, quantity, and promptness of deliveries may be of equal or greater importance.
3. Negotiate supply contracts with suppliers. This activity pins down the specific conditions that suppliers must adhere to as the materials are supplied. Such things as price, payment of freight charges, delivery schedule, quality standards, product specifications or performance standards, and payment terms are usually included in these contracts.
4. Act as the interface between the company and its suppliers. When production, engineering, accounting, production control, or quality control needs to communicate with a supplier, such communications must ordinarily go through purchasing. Similarly, all suppliers communicate with the company through purchasing.
Purchasing engages in these activities in most organizations, but the location of the purchasing department in organizations varies widely.
Purchasing Departments in Organizations
The manager of purchasing or the purchasing agent may report to the president, vice-president of materials, vice-president of operations, plant manager, materials manager, or anyone in between. It is difficult to generalize about where purchasing will be assigned in the organization, except to say that its reporting level is generally directly related to the importance of its mission. In other words, if purchasing is critical to an organization's success, then we would expect to see the purchasing department report to a vice-president of materials, vice-president of operations, or even to the president. At General Motors, the vice-president of global purchasing reports to the CEO.
Organizations tend to go through cycles of decentralization and centralization, and purchasing has been caught up in these cycles. The tendency toward centralization of purchasing today is probably encouraged by the advances both in communication among plants and divisions of companies and in the information-processing capabilities of computers. Among the advantages of centralization are:
Buying in larger quantities, which can mean better prices.
More clout with suppliers when materials are scarce, orders are delayed, or other supply difficulties are encountered. This clout translates into greater supply continuity.
• Larger purchasing departments that can afford greater specialization of employees. For example, one buyer may specialize in buying only copper. This can lead to greater purchasing competence and lower material costs.
Combining small orders and thereby reducing duplication of orders, which can reduce costs.
hmcflons can be vital in keeping quality and costs low in production
Purchasing
431
• Reduction of transportation costs by combining orders and shipping larger quan-
tities. 41
• Better overall control and consistency of financial transactions.
Regardless of its organizational location, purchasing follows certain buying , processes to acquire materials.
Purchasing Processes
Figure 11.4 illustrates the process ofacquiring materials in production systems. The figure emphasizes the interaction of the production departments, purchasing department, "and suppliers. Some variation of these procedures exists among organizations and among different types of goods.
Basic Purchasing Instruments
The daily stock-in-trade of purchasing departments consists of material specifications, purchase requisitions, requests for quotation, and purchase orders. These instruments are fundamental to purchasing processes.
For every good to be purchased, the purchasing department must have a detailed description of that material. This detailed description is called a material specification. These instruments can include such descriptions as engineering drawings, chemical analyses, physical characteristics, and other details depending on the nature of the material. A material specification originates with the department requesting the material in its operations. Material specifications are the fundamental means of communicating what materials production wants purchasing to buy and what purchasing authorizes suppliers to supply.
Purchase requisitions originate with the departments that will use the materials.
They authorize purchasing to buy the goods or services. The requisitions usually in- -, elude identification of what is to be purchased, amount to be purchased, requested delivery date or schedule, account to which the purchase cost is to be charged, where the purchased goods or services are to be delivered, and approval by the manager charged with authority to approve the purchase.
- 432
~---------------------- --_._-------------_-
'if ,
I I
Chapter 11 Supply Chain Management and E-Business
Process of Acquiring Material Inputs
H{'q'_h ~.,:~ j,)l' ,p;oiaihm are prepared by purchasing departments and sent to suppliers that are believed to be capable of meeting the cost, quality, and schedule requirements of the requesting departments. These instruments invite prospective suppliers to bid or quote on the goods or services. These forms usually include material specification, quantity of purchase, delivery date or schedule desired, where goods or services are to be delivered, and date that supplier selection will be completed. Requests for quotation usually request the following from each prospective supplier: price per unit and total price, information on whether the supplier pays the freight charges, cash discounts and other terms of payment, delivery date or schedule, and any special conditions of the supplier.
Purchase orders are the most important purchasing instruments. They are the basis of the suppliers' authority to produce the goods or services, and they represent the buyers' obligation to pay for the items. A legal commitment by the buyer is present when a purchase order is issued in response to a quotation from a supplier. When a
Purchasing
433
purchase order is issued in the absence ot"a request 'for a quotation, a legal commitment exists when a supplier acknowledges acceptance of the purchase order. These forms are usually designed to conform to the standards developed by the National Association of Purchasing Managers and the Division of Simplified Practice, National Bureau of Standards. Purchase order forms usually include purchase order number, quantity of the goods or services, material specifications, date and location for delivery, shipping and billing instructions, price per unit and total price, cash discount or other terms of payment, and any special terms of the purchase.
These instruments-specifications, requisitions, requests for quotation, and purchase orders-form the framework for buying goods or services.
Buyers and Their Duties
Buyers, as the name implies, do the buying in purchasing departments. They are typically specialized according to commodities. For.example, one buyer may buy all fer- , rous metals, another may buy all nonferrous metals, and yet another may buy all machinery and tools. This specialization allows buyers to become experts at purchasing their particular commodities. To be effective, buyers must know both the manufacturing processes of their own companies and those of their supplier companies. This is typically possible only through specialization according to commodities. Buyers must know "their markets-the going prices of commodities and their availability. Additionally. they must be cost and value conscious, strong negotiators whoconstantlypush for the lowest prices possible with their suppliers. Knowledge of the laws that govern their areas of responsibility in purchasing is also a must. Contract law; misrepresentation and fraud, infringement of patent rights, damage claims against suppliers, and shipping regulations are only a few of the areas where laws and regulations must be understood by buyers. Buyers process purchase requisitions and requests for quotation, make supplier selections, place purchase orders, and follow up on purchase orders. Additionally, they negotiate prices and conditions of sale on open purchase orders, blanket purchase orders, adjustments to purchase orders, and all other purchasing contracts.
Make-or-Buy Analysis
Not all requisitions for raw materials and parts that are received in purchasing departments are automatically ordered from suppliers. Production departments can often make parts in-house at lower cost, of higher quality, and with faster deliveries than would be possible in buying them from suppliers. On the other hand, because suppliers may specialize in certain types of production, some parts can be bought from these suppliers at lower cost, higher quality, and faster delivery times than would be possible if the company made them in-house. Buyers in purchasing departments, with assistance from production departments, routinely perform make-or-buy analyses for the raw materials and parts that go into existing products. In these instances. they must decide between the alternatives of making a part in-house or buying the parts from outside suppliers. Example 11.1 illustrates a make-or-buy analysis in which an operations manager must decide between two different in-house production processes and buying the part from a supplier. This example serves only one purpose-to determine if the purchase cost of the part from a supplier is less than the production cost if the part were made inhouse. In practice, such analyses must be accompanied by other considerations. For instance, which alternative offers the best combination of part cost, product quality, and on-time deliveries? Additionally, there are strategic issues involved in outsourcing. For example, what degree of vertical integration is desirable, and should distinctive competencies be outsourced?
434
Chapter II Supply Chain Management and E-Business
. Example 11. Q A Make-or-Buy DCCiS~;' ~=~_= -==- . __ " __ ~~~"'.
Drasco is a medium-size manufacturer of oil field pumps. The finn has developed a new model of its high-pressure, secondary-recovery purge pump with improved performance, Bonnie Nelson, manager of process engineering, is trying to decide whether Drasco should make or buy the electronically controlled input valve for the new pump. Her engineers have developed the following estimates:
Make Make
(Process A) (Process B) Buy.
Annual volume 10,000 units 10,000 units 10,000 units
Fixed cost/year $100,000 $300,000
Variable cost/unit $75 $70 $80 a. Should Drasco make the valve using Process A, make the valve using Process B, or buy the valve?
b. At what annual volume should Drasco switch from buying to making the valve using Process A?
c. At what annual volume should Drasco switch from Process A to Process B?
a. Develop the annual cost of each alternative:
Total annual costs = Fixed costs + Volume (variable cost) Process A = $100,000 + 10,000 ($75) = $850,000 Process B = $300,000 + 10,000 ($70) = $1,000,000
Buy = $0 + 10,000 ($80) = $800,000
If the annual volume is estimated to be stable at 10,000 units, Drasco should buy the valve.
b. At what annual volume should Drasco switch from buying to making the valve using Process A (Q = volume)?
Total annual cost using Process A = Total annual cost of buying $100.000 + Q($75) = Q($80)
$5Q = $100,000
Q = 20,000 units
Drasco should switch when annual volume is greater than 20,000 units.
c. At what annual volume should Drasco switch from Process A to Process B (Q = annual volume, TC = total annual costs)'?
TeA = TCn
$100,000 + Q($75) = $300,000 + Q($70) $5Q = $200,000
Q = 40,000 units
Drasco should switch when annual volume is greater than 40,000 units.
Ethics in Buying
A nagging problem within purchasing departments is the question of ethics in buying. Salespersons deluge buyers with offers of free lunches, free liquor, free tickets to professional ball games, free evenings on the town, free weekends at resorts, and occasionally even free summer homes in the Sierras. These attempts at offering gifts to buyers raise the question of how much is too much. At what point do gifts to buyers become unethical or even illegal? Buyers hold great power, sometimes even over the economic life or death of salespersons and their organizations. Furthermore, buyers are not always compensated equitably with their responsibilities. All the ingredients are present for temptation.
Some companies have laid down strict codes of conduct for buyers. Absolutely no gifts to buyers, no more than three bottles of liquor at Christmas, no gifts costing more than $25 per buyer per year from anyone source, and no single gift exceeding $25 are examples of such rules of conduct. Policies covering gifts to company employees, whether they are buyers or not, certainly seem advisable. But perhaps more important, is frequent communication within purchasing departments regarding what constitutes ethical behavior. The real won)' here is that buyers may feel obligated to salespersons ' who have given them gifts and may not act in the best interests of their own organizations. Business Snapshot I 1.1 illustrates that this is a knotty problem that can start out small and grow to huge proportions. There is no solution other than diligence in keeping open the channels of communication and staying on top of problems to head off undesirable trends befor~ the- problems become in-eversible. Generally, most COlDpanies strive to eliminate kickbacks, out-and-out bribes, and excessive gifts, which are carefully defined. Another good practice is the use of internal audits to ensure continuing organizational control of the purchasing function.
Allegations of Improper Behavior by Buyers
The New York Telephone Company disclosed that it had con- , ducted an internal investigation inlo the purchasing practices of its construction department. As a result of the investigation, criminal charges were brought against some employees, several employees were dismissed, and some employees received lesser penalties. Employees were charged with:
1. In exchange for cash and gifts, allowing suppliers to
store tools and park vehicles on company property and, awarding contracts to suppli'ers without bidding.
2. Accepting gifts such as liquor or gift certificates during the holiday season.
3. Bid rigging, accepting bribes, theft and tax evasion, and accepting large sums of cash from five companies in exchange for awarding them overpriced controcts. a
And at Penney's, a top buyer has confessed that he accepted between $800,000 and $1.5 million in bribes and kickbacks from suppliers between 1988 and 1992,b
While charges such as these are subject to due process, organizational vigilance is necessary to avoid the kinds of unethical and illegal practices. alleged in this disclosure.
:,\ -, urll'.~.).
·'Ar.J.;ulcd [,011, "28 WOlkel5 Deport hb·" York rdephor",," New [{lIk Tune«, f'JClV8",lJc, 16 19f)O. C3, and "Inquily Caused 15 10 Deparl 01 New' York Tf'lephone • New Y(llk TlFnt!s, h!ovcmlmr 2, 1990, C,1.
h"l:xf'enney'~, Rep Admits to Bribery' :;(1111"'10,111<.' bp,t'5SNpW5. Decernbs 113, 1'1')/1, 'lil
436
..
I
Chapter 11 S,upply Chain Management and E-Business
purchasing function and remain alert to the legal ramifications of purchasing decisions.
9, Encourage all segments of society to participate by demonstrating support for small, disadvantaged, and minority-owned businesses.
10. Discourage purchasing's involvement in employersponsored programs of personal purchases that are not business related.
11. Enhance the proficiency and stature of the purchasing profession by acquiring and maintaining current technical knowledge and the highest standards of ethical behavior.
12. Conduct international purchasing in accordance with the laws, customs, end practices of foreign countries, consisfent with United States laws, your organization policies, and these Ethical Standards and Guidelines.
that would create a conflict between personal interests and the interests of the employer.
4. Refrain from soliciting or accepting money, loans, credits, or prejudiclol discounts, and the acceptance of gifts, entertainment, favors, or services from present or potential suppliers that might influence, or appear to influence, purchasing decisions.
5. Handle confidential or proprietary information belonging to employers or suppliers with due care and proper consideration of ethical and legal ramifications and governmental regulations.
6. Promote positive supplier relationships through courtesy and impartiality in all phases of the purchasing cycle.
7. Refrain from reciprocal agreements that restrain competition.
8. Know and obey the letter and spirit of laws governing the
Guidelines for Ethical Behavior in Purchasing
Source: • http://ww>v.napm.org. Reprinted with permission from the publisher, ihe Nalional Association of Purchasing Management, Principles & Standards of Purchasing Practice, approved November 1992.
The National Association for Purchasing Managers (NAPM) has developed a set of three principles and 12 standards to help guide ethical behavior in purchasing. These are the principles: .
1. Loyalty to your organization
2. Justice to those with whom
you deal
3. Faith in your profession
From these principles are derived the NAPM standards of purchasing practice (domestic and inter-
. national).
1. Avoid the intent and appearance of unethical or compromising practice in relationships, actions, and communications.
. 2. Demonstrate loyalty to the ernployer by diligently following the lawful instructions of the employer, using reasonable care .ond only authority granted.
3. Refrain from any private business or professional qclivity
Other unethical, illegal, or questionable buying activities include taking advantage of obvious clerical or computational errors in quotations, fixing prices, collusion among bidders, playing favorites among suppliers in awarding orders, failing to respect personal obligations, and upgrading product samples with the intention of supplying lowergrade products. To help guide purchasing employees toward ethical behavior, the National Association for Purchasing Managers (NAPM) offers a set of principles and standards of purchasing practice, as listed in Business Snapshot 11.2.
Purchasing: The International Frontier
Increasingly, purchasing materials means shopping for materials in international markets. For example, U.S. manufacturers in the electronics/computer industry buy materials from all over the world. This means that purchasing agents must engage in negotiations with companies in other countries. The laws of foreign countries,
Logistics
437
currency exchange rates, cultural differences, and a host of other factors affect these purchases. Additionally, purchasing agents and other personnel routinely travel to foreign countries in the process of selecting vendors and awarding supply contracts. Because these purchases are complex and because much is riding on the success of these activities, organizations must select, develop, and reward purchasing personnel accordingly.
These and other developments make the field of purchasing a challenging one for professional managers to consider for future jobs.
Once the materials are bought, materials managers must then decide the least expensive and most effective method of shipping those materials to their organizations. Similarly, how to ship finished goods to customers is a critical question. These issues 'are central to the important materials management activity of logistics .
. _--,...__,.-'_'----_. ,- -~ _. ..
Although it is sometimes defined more broadly, logistics usually refers to the management of the movement ofmaterialswithin the factory, the shipment of incoming materials from suppliers, and the shipment of outgoing products to customers.
Production Control: Movement of. Materials within Factories
Production control includes such functions as assigning delivery due dates to orders, master production scheduling, shop-floor planning and control, and detailed production scheduling. While these and related topics are essential elements of materials management, they are discussed in some detail in later chapters of this text and thus are not discussed here. Production control also includes the movement of materials within . factories, which consists of the following .activities:
1. Removing materials from incoming vehicles and placing them on the receiving
dock.
2. Moving materials from the receiving dock to inspection.
3. Moving materials from inspection to the warehouse and storing them until needed.
4. Retrieving materials-from the warehouse and delivering them to production operations when needed.
5. Moving materials among production operations,
6. Moving finished - products from final assembly and storing them in the finishedgoods warehouse.
7. Retrieving finished goods from the finished-goods warehouse and delivering them to packaging and shipping.
8. Moving packaged finished goods to the shipping dock.
9. Loading finished goods into outgoing vehicles at th~ shipping dock.
The transportation of materials in services includes the type of movements described in Nos. 1-5 above, but usually not the type of movements 'described in Nos. 6-9. Materials are transported with all types of equipment from hand baskets to hand trucks to belt conveyors to forklift trucks to robotic carriers known as automated guided vehicle systems (AGVS).
The management of the movement of materials within the.factory may involve decisions about how to route batches of materials among departments. All of these move': ments of materials nre coordinated by production control and are critical to effective operations management.
---- .. _._----------
---_._ ._---------------- ....
438
Chapter 11 Supply Chain Management and E-Business
Shipments to and from Factories' ~
Traffic departments in organizations routinely examine shipping schedules and select shipping methods, timetables, and ways of expediting deliveries. The shipping costs to today's organizations represent such a huge proportion of costs that manufacturing plants, warehouses, and other' facilities are often located with one overriding thought in mind: minimize incoming arid outgoing shipping costs, In spite of these efforts, shipping costs alone can account for 50 percent or more of the sales price of some manufactured items,
The enormity of these expenditures has 'caused organizations to staff traffic departments with professional managers and operations analysts who continually search for better shipping techniques. Additionally, many companies have entered the transportation business (sometimes' called vertical backward and forward Integration) to reduce their freight bills.
Traffic management is a specialized field requiring intensive technical training in the Department of Transportation (DOT) and the Interstate Commerce Commission (ICC) regulations and freight rates. This patchwork of regs and rates forms the complex constraints with which logistics experts must work in attacking shipping costs. They must know the ins and outs of this complicated and changing field.
Distribution Management
Distribution, sometimes called physical distribution, is the shipment of finished goods through the distribution system to customers. A distribution system is the network of shipping and receiving points starting with the factory. and ending with the customers. Shipments of goods through distribution systems mayor may not be under the direct control of a materials manager. In some companies, ·the responsibility for managing the distribution system lies with the marketing function.
Distribution Requirements Planning
Distribution requirements planning (DRP) is the planning for the replenishment of regional warehouse inventories by using MRP-type logic to translate regional warehouse requirements into main-distribution-center requirements, which are then translated into gross requirements in the master production schedule: at the factory. Example 11.2 illustrates the logic of distribution requirements planning.
In Example 11.2, scheduledreceipts represent orders that have previously been placed and are expected to arrive in a given week, These units can be used to fill future demand. The planned receipt of shipments row of the table represents orders that have not yet been placed but are planned in the future. Projected ending inventory is computed from the projected ending inventory in the previous week plus planned receipt of shipments and scheduled receipts in the current week minus forecasted demand in the current week.
Distribution Requirements Planning (DRP)
A company has two regional warehouses that receive products from a main distribution center at the factory. The DRP time-phased order point records below illustrate how the planned order releases to the factory from the center are determined for a particular product. The planned order releases to the factory become the gross requirements in the master production schedule (MPS)
of the factory. ~
Logistics
Regional Warehouse #1
Lead time for shipping products from the main distribution center at the factory to Warehouse #1 is one week, the standard shipping quantity is 50 units, and the safety stock is 10 units.
Week
-1 1 2 3 4 5
Forecasted demand (units) 30 40 30 40 40
Scheduled receipts 50
Projected ending inventory 60 80 40 10 30
Planned receipt of shipments 50
Planned orders for shipments Regional Warehouse #2
Lead time for shipping products from the main distribution center at the factory to Warehouse tf2 is tWQ weeks, the standard shipping quantity is 60 units, and the safety stock is 15 units. 0
Week
-1 1 2 3 04 5
70 80 50 °60 50
60
110 100 20 30 30 40
.
~~60
..
(60~ 6-0-- 60--°--- Forecasted demand (units) Scheduled receipts
Projected ending inventory Planned receipt of shipments Planned orders for shipments
Main Distribution Center at the Factory
Lead time for final assembly of products and moving them into the main distribution center is one week, the standard production lot size is 200 units, and the safety stock is 40 units.
Week
-1 1 2 3 4 5
Gross requirements (units) 60 60 110 50
Scheduled receipts I
Projected ending inventory 110 50 190 80 230 230
Planned receipt of orders ~200 200
200~
Planned order releases to factory 200 439
Distrfbutiou resource planning extends distribution requirements planning so that the key resources of warehouse space, number of workers, cash, and shipping vehicles are provided in the right quantities and when needed to satisfy customers' demands.
Using Linear Programming to Analyze Shipping Decisions
Example 11.3 illustrates how to determine the monthly plan for shipping °a product from several factories to several warehouses. The objective of the example is to minimize monthly shipping costs subject to the monthly plant capacities and the monthly requirements of the warehouses. Examples 4, 5, and 6 in the appendix on the CD accompanying this book illustrate how such transportation problems can be solved manually by using the transportation method of linear programming.
"6
I
-~ .
440
Chapter 11 Supply Chain Management and E-Business
Minimizing Shipping Costs ot Stor Computer Company
Star Computer Company produces personal computers at three factories and ships its products to five regional warehouses. The company wants to develop a plan for shipping products from its factories to its warehouses such that the monthly shipping costs are minimized. The shipping cost per computer is:
... Warehouse
Factory Wichita Dallas EI Paso Denver Houston
, Tulsa $31 $39 $43 $41 $46
Austin 49 21 33 52 26
Denver 29 39 36 15 63 The factories have these monthly capacities of computers: Tulsa, 50,000; Austin, 60,000; and Denver, 40,000. The warehouses need at least these amounts of computers per month: Wichita, 30,000; Dallas, 40,000; El Paso, 20,000; Denver, 30,000; and Houston, 20,000. Use the POM Software Library that·accompanies this book to solve this transportation problem.
a. How many computers should Star ship from each factory to each warehouse to minimize' monthly shipping costs?
b. What will the total monthly Shipping cost be if the shipping plan is followed?
a. Using the POM Software Library, we find that these monthly shipments should be made:
Warehouse
Factory Wichita Dallas Et Paso Denver Houston
Tulsa 30,000 0 10,000 0 0
Austin 0 40,000 0 0 20,000
Denver 0 0 10,000 30,000 0
b. The total monthly shipping cost will be $3,530,000. Innovations in Logistics
New developments are continually affecting logistics. Piggyback rail shipments, truck trailers on ships, and other unique shipping methods are examples of hybrids that have resulted in great freight savings. Lighter-weight shipping containers, unitized loads, drop shipping, in-transit rates, consolidated shipments, deregulation of the trucking and airfreight industries, and fluctuating fuel costs are examples of developments that are affecting logistics today, and new ones are arising every day. Business Snapshot 11.3 discusses some interesting new concepts in shipping. With the prevalence of computers 'in today's organizations, up-to-the-minute information is available on the status of each shipment. Additionally, in complicated distribution problems, the computer can be used to plan better networks of shipping methods. Business Snapshot 11.4 discusses one computer software product that is helping companies with supply chain management.
Warehousing
The Internet has had an enormous impact on the way companies buy motor freight services, and the trucking industry has been moving quickly to offer a wide range of web-supported options and value-added services to buyers,
, American Freightways, based
in Harrison, Arkansas, recently re- . designed its web site with input from its customers. One of its customers, Alro Specialty Metals of Tulsa, Oklahoma, now uses the
, site to look at inbound shipments 24 'hours in advance so its receiving department knows what is en route. Alro also uses the web site to generate reports that show. freight expenses.
Trucking on the Web
. UPS was one of the first logistics companies to offer tracking services using Palm VII organizers and other wireless devices. UPS customers have rwo-woy, interactive occess to UPS services from virtually any wireless device.
Keith Baddeley, traffic manager for Congoleum Corporation, a flooring products company headquartered in Mercerville, New Jersey, used to spend 30 minutes on the telephone giving New Penn Motor Express Inc. his pickup list. With New Penn's new web site, Baddeley now can accomplish the same task in half the time. Baddeley also uses the web site to receive on-line proofs of delivery, to look at the status of previously
picked-up shipments, and to see that New Penn has made the required delivery appointments.
Many transportation Internet portals and exchanges have been recently developed that allow customers to post shipments that need to be delivered or to find transportation companies that will deliver a particular shipment. Two such web sites that .offer a variety of services to users are http:// www.transportation.com and http://www.gologistics.com.
As the Internet continues to develop and more and more companies become involved in e-business, transportation services will continue to evolve on-line.
Source: WOOd, Woller. "Trucking on the Web: Matching Demand with Supply: Inbound Logi5liCS, September 2000, 30-42.
441
Integral to logistics are methods of warehousing materials and products once they are received from suppliers and before they are shipped to customers.
~ WAREHOUSING
Warehousing is the management of materials while they are in storage. It includes storing, dispersing, ordering, and accounting for all materials and finished goods from the beginning to the end of the production process. Warehousing facilities may range from small stockrooms to large, highly mechanized storage facilities.
Warehousing Operations
Warehousing deals with materials that directly support operations. The first problems that must be addressed are when to place an order for each material and how much to order. Orders are placed and shipments eventually appear in the receiving department, usually by either truck trailers or railroad cars.
Materials are routinely unloaded from delivery vehicles and held in temporary storage areas unti1 quality control has tested them, confirmed their acceptability for use in operations, and released them. Materials-handling equipment such as forklift trucks, conveyors, straddle trucks, and pump-forced pipelines are used to place the materials
it' I'
•
442
Chapter 11 Supply Chain Management and E-Business
mand fulfillment, financial and operations planning, and customerrelationship management.
A typical $1 billion-a-year manufacturer carrying $250 million in inventory can comfortably cut inventory to less than $100 million with better supply chain management, according to Mr. Sidhu. The savings come from reduced borrowing, lower storage costs, and reduced risk of damage or obsolescence. Companies can then reinvest much of the money in product development or building efficiencies. Gene Ramirez, an analyst at Southwest Securities in Dallas who follows i2, said, "The software offers companies a phenomenal return on their investment."
As the winner of Information Week magazine's 1999 Product of the Year award, i2 Technologies' Rhythm software owns 13 percent of the market for supply chain management software with more than 800 customer companies worldwide, including Compaq, Dell Computer, Ford, General Motors, Coca-Cola, Black and Decker, IBM, and Texas Instruments. The soflware helps companies to better manage inventories and manufacturing capacities by using simulation models instead of the rules of thumb that have traditionally been appliep to managing plants. The Rhythm software also includes applications for product life-cycle management, supply planning, demand planning, de-
Top-Selling Supply Chain Management Software
Sources: Goldstein, Alan. "Assembling WiFolth: i2 Founder's foctory Sohwore Fills High'Demond Niche: 001105 Morning News, October 6, 1997, 1 D, AD; Gilbert, Merle. "i2 Technologies' Rhy:hm: Information Week, December 20, 1999, 56; and :II: http://www.i2.com.
Running a modern factory requires complex decisions based on hundreds of variables. Prices for raw material may be in flux, Customer 'demand may shift from one product line to another.
In the late 1980s, a young Dallas engineer named Scniiv Sidhu saw a business opportunity in the scientific observation that even ihe smartest people can only juggle as many as nine variables when making decisions. With that in mind, he developed computer software for shop-floor managers based on artificial intelligence and advanced simulation models. Founded in 1988, i2 Technologies, Inc., deve~ ops software for factories to. manage the delivery of components and the shlpment of products,
into '" H 'il"h'ii~~is im l'i"1!nf~. This inventory is stored on pallets (a small base frame, on which bags and boxes of material are stacked), in high stacks, in storage tanks, or other means of holding raw materials.
In some firms, such as chemical-processing plants, bulk materials are used as needed by operations departments without asking warehousing. In other facilities, however. a stock requisition is prepared by production control and forwarded to warehousing, requesting that materials be delivered to specific locations within production departments. In production systems that use process layouts, where material moves intermittently through the facilities, in-process inventories are usually maintained, These partially completed products that are between processes are located at various designated locations throughout the production system.
Warehousing mayor may not be responsible for accounting for these in-process inventories, managing their movement, receiving and disbursing them, and controlling what materials are put in and taken out. If the time that materials are in in-process inventory is short, production usually retains control. If the time delay is long, however, or if other prevailing reasons exist, such as safety, government regulation, and so on, warehousing takes charge and maintains storerooms at various points within the production system.
In systems that use product layouts, where material moves continuously through the facilities, storage of in-process inventories is rare, and therefore production maintains
"'nf",n",n"nl of inventory on many factors,
ng how Ivng materials are process in the productive
WarehOU";"6
443
control of the in-process materials until they become finished products. At that point, after the Ihateriais have been transformed into finished-goods inventory, they are relinquished to the finished-goods warehouse. -
The record keeping within warehousing requires a stock record for each item that is carried in inventories. The individual item is called a stock-keeping unit (SKU). Stock records are running accounts that show the on-hand balance, receipts, disbursements, and any other changes that actually affect the usable on-hand balance for each SKU. Additionally, stock records may show expected receipts, promises, or allocations of SKUs even though they are still in inventory. Computers have allowed managers to improve the accuracy of these records, post changes to records more frequently as they occur, and have on-hand balance information instantaneously.
Methods of Inventory Accounting
For hundreds of years inventory accounting was based on periodlc inventory accounting systems, or periodic updating of manual stock records, and physical inventory counts. Stock records were updated by periodicallytusually at the end of every workday) entering, by hand on cards filed in trays, the number of units added
to and taken from inventory. If one wanted to know the number of units"'on hand of
a particular material in inventory, one would go 10 the card tray, pull the material's stock record card. and see the inventory balance 'as of ' the last update. The accuracy of these systems depended on how often the stock records we're updated and on how often the information on the stock records was verified or corrected through physical inventory counts. The more frequent the correction and the updating of the stock records, tile more accurate was the, information on the stock records. The annual or "end-of-the-year" physical inven~ory counts, in which all materials in the warehouses -
444
Chapter 11 Supply Chain Management and E-Business
were physically counted, were traditional in many industries. Some companies today still use this type of inventory accounting because it is either more economical or the only feasible way to account for inventory.
Increasingly, however, firms are using perpetual inventory accounting systems in which stock records are maintained in computers. In such systems stock records, rather than being periodically updated, are updated at the time materials are received into or dispensed from inventory. The time lag between the last updating of the stock records and the time the records are accessed to determine the inventory balance is practically eliminated. These records are also subject to error, however, and they too must be verified or corrected. It is customary today to use cycle counting to maintain stock record accuracy in perpetual inventory accounting systems.
Cycle counting is an ongoing effort to physically count the number of units of each material in inventory, compare this number to the balance shown on stock records, and reconcile the difference. The twofold purpose of cycle counting is to correct the stock records and, more important, to identify shortcomings in all areas of the inventory system and initiate corrective actions. In cycle counting, when a material is counted is determined by a counting schedule for that material. A material may be counted when it reaches its reorder point, when a shipment of the material is received, or at a
particular time interval. . .
High-value, fast-moving materials tend to be counted more frequently. But how often we count an inventory item (monthly, quarterly, etc.) should depend on two factors: the history of the item's inaccuracies and the difficulties caused if an item's counts are inaccurate. An item that has a history of inaccurate counts and one that will cause big problems in production if counts are inaccurate should be counted more frequently. Fast-moving items that have inaccurate counts usually cause great difficulties in production because they appear in production schedules more often. And when they do appear, the inaccuracy can cause major changes in the master production schedules, expediting, split orders, panic shipment procedures, extra transportation and production costs, and confusion on the shop floor.
In cycle counting, a specially trained crew of workers counts some materials every working day, and stock records are verified or conected on an ongoing basis. The ultimate goal of cycle counting is to reduce the inaccuracy of stock records to a very small percentage. Since it is estimated that MRP (material requirements planning) systems require stock records that are accurate to within ±0.5 percent, cycle counting is an important part of MRP systems. Example 11.4 illustrates a common situation associated with cycle counting.
Number of Cycle-Counting Personnel Required
A company wants to improve the accuracy of the stock records used in its MRP system. A consultant has recommended that all Class A (critical) materials be counted an average of 24 times per year, all Class B (important) materials be counted an average of 6 times per year, and all Class C (noncritical) materials be counted an average of 2 times per year. The consultant estimates that an experienced and well-trained cycle counter can count an average of 20 materials a day. A company works 260 days per year, and it has determined that it has 1,000 A materials, 3,000 B materials, and 6,000 C materials. How many workers would be required to perform cycle counting?
Warehousing
445
Class of Number of Number of Counts per Total Counts
Materials Materials per Class Material per Year per Year
A 1,000 24 24,000
B 3,000 6 18,000
C 6,000 2 12,000
Total 54,000 Total counts per year , Number of materials counted per day = -------=--~--;-Number of workdays per year
=
54,000
260 = 207.7
Number of materials counted per day Number of counters required = -------~-----=--.:.........
Number of materials per day per counter
207.7
= -- = lOA, or 11 counters
20 •
,.
Contemporary Developments in WareholJsing New developments are continuously modifying the management of warehousing systems. Advances in computing systems are allowing on-line instantaneous recordkeeping transactions. The use of bar-coding systems is increasingly common as companies try to minimize data entry errors in inventory records. The automatic registering of products and prices at grocery stores is an example of these developments. Inventories are automatically adjusted as groceries are bought. Managers can remotely query the computing system and obtain instantaneous inventory balances. Motorola •. Honeywell, Westinghouse, and other companies already have similar on-line systems for keeping stock records for all SKUs. Ralston Purina and W~stinghouse have almost totally removed the human element from the physical movement and storage of materials at some of their newer locations. These automated storage and retrieval systems (ASRS) remove materials from raw-materials inventory, make up batches of complete material orders, and deliver them to the appropriate points within the pro-: duction system, all without being touched by human hands. Other automated systems similarly assemble shipping orders and move them to shipping areas. These and other developments promise to make warehousing even more effective in the future in meeting the quantity and scheduling needs of customers and operations departments.
In spite ofthe advances made in computing systems, the establishment of materials inanager positions, and centralization of materials management functions for .greater control, occasional mistakes stiIJ occur. Materials are not where they should be when they are needed, a stockout occurs, or a stockout is anticipated. When these or similar situations arise, and they do in all systems, materials must be expedited. '
446
. EXPEDITING
Chapter 11 Supply Chain Management and E-Business
_._-----_ .. _-_._----_._----_._----_.-----. __ .-_ .... - ... _.- ... - _._---_ .. - --------~ ... ------------- ...
Expediting is the focusing of one or more persons' attention on a particular order or batch of materials for the purpose of speeding up the order through all or part of the entire supply chain. De-expediting means slowing down an order. Expediting or deexpediting is necessary usually because unforeseen events have caused an order for materials or products to be late or early. Examples of some of these events are:
A customer increased the quantity of products ordered. The expanded order quantity now exceeds finished-goods inventory, and additional products must be quickly produced ..
A supplier fails to ship an order for materials when promised. Emergency shipping procedures must be employed in order to get the parts in-house in time to avoid a stockout or disruption of the production processes.
Parts being processed in heat-treat have encountered technical difficulties. The batch must be quickly transferred ahead of other materials if the annealing process
is not to be delayed. .
After a special order for an electric generator has been started in production, the customer calls and wants to delay the shipment for three weeks. The work in process should be slowed and rescheduled so that the product is completed when' the customer wants it shipped.
Expediting most often is necessary because of the uncertainties present in productionsystems; customer demand, material delivery times, and in-house processing times are but a few of these uncertainties. Materials management must be flexible enough to accommodate these uncertainties by reacting quickly whenthe unexpected happens. Expediting is periodically performed by all materials management employees, and this activity helps make supply chains flexible.
Some managers and their 9rganizations routinely operate by crisis management.
Every activity is expedited. Thi~ approach to management is an excuse for poor planning, poor procedures, and poor management in general. When expediting becomes the dominant activity in materials management, something is wrong. Everyone and every production system makes mistakes, and these mistakes can create the need for expediting when materials managers, buyers, warehousing managers, logistics personnel, or others in the supply chain foul up. But expediting should be the exception to the rule, not the rule.
Expediting completes the materials cycle Shat proceeds from acquisition of materials to the delivery of finished goods into customers' hands. The means to change procedures, override policy, make telephone calls and collect past favors, devise quick solutions as they occur, and other tactics of expediting are some of the important ways that managers make materials systems work effectively and get the right quantity of the right material to the right place at the right time.
BE~CHMA,~KING THE PERFORMANCE OF MATERIALS MANAGERS
Given the importance of materials management today, how do organizations measure how well materials managers are doing their jobs? Table 11.1 ranks several criteria, in order of their importance, that companies have traditionally used to evaluate materials managers. These criteria have been important, and will undoubtedly remain important, but the move toward global markets, time-based competition, and total quality man-
(>
Third-Party Logistics Management Providers
Traditional Ranking of Performance Criteria in Materials Management
Rank Performance Criteria
The level and value of in-house inventories
2 The percentage of orders that are delivered to customers on time
3 The number and severity of stockouts in in-house inventories
. 4 The annual costs of materials purchased from suppliers
5 The annual costs of transportation for materials from suppliers and for products to customers
6 The annual costs of operating warehouses
7 The number of customer complaints about poor service
8 Other factors such as profitability and manufacturing costs
·.Materials Management Performance in World-Class Companies
Performance Criteria
All World-Class
Companies Companies
34 5
5.4 2.2
3.3% 0.8%
3 weeks 0.4 week
6 weeks 2.4 minutes
33% 2%
1.5% 0.0001%
400 4 Number of suppliers for each purchasing agent
Number of purchasing agents per $100 million of purchases Cost of purchasing as a percentage of purchases
Time required to perform an evaluation of a supplier
Time required to place an order with suppliers
Percentage of late deliveries
Percentage of defects
Number of material stockouts per year
Source: Business Week, November 30, 1992, 72.
agement in U.S. companies has caused other important criteria to surface. Table 11.2 lists other factors being used by companies today to evaluate their materials manage-
-ment function. .
THIRD-PARTY LOGISTICS MANAGEMENT PROVIDERS
447
A growing trend among world-class companies today is the reliance on third-party logistics manag~ment providers. As they try to focus more on their core competencies,' many companies are outsourcing certain business functions such as warehousing and distribution. Companies such as Caliber Logistics (now FedEx Logistics) and United Parcel Service offer a variety of logistics services and expertise to other companies. As . one example, Dell Computer Corporation recently contracted with FedEx Logistics to
operate its finished-goods warehouse and distribution system near Austin, Texas.
A number of benefits can be realized from using third-party logistics management firms. These firms can. provide state-of-the-art logistics information systems, lower negotiated prices for transportation carriers and warehouse space, and highly trained logistics personnel, .They can also' help design a 'logisti}:s system that is most" effective
for a particular company. .
448
Chapter 11 Supply Chain Management and E-Business
E-BUSINESSAND SUPPLY CHAIN MANAGEMENT
•
•
As the Internet has grown and evolved, more and more companies have become involved in e-business, E-business refers to using the Internet to conduct or facilitate business transactions, such as sales, purchasing. communication, inventory management,'1:~tomer service, submitting orders. and checking the status of orders. Examples of e-"'6usiness also include selling directly to consumers via a web site and on-line
. auctions of products and services. E-business transactions among companies are referred to as business-to-business (B2B) transactions or e-commerce. As the Internet continues to evolve, more e-business applications will undoubtedly be developed.
. In the last few years, e-business has had a significant impact on supply chain management activities. Business Snapshot 11.3 described examples of how the trucking industry is using the Internet to provide new services for transportation customers. Many other industries are also being impacted bye-business. A study published by Boston Consulting Group in January 2000 projected that Internet-based e-commerce among businesses will grow from $92 billion in 1999 to $2.0 trillion in 2003.1 Today, Internetbased e-commerce is steadily replacing Electronic Data Interchange (ED1) systems
-, that were popular in the 1980s and 19'90s. EDl systems allow two companies to electronically conduct business transactions with each other, but they require special computer software and hardware and are typically much more expensive.
One of the most important impacts of the Internet and e-business in supply chain management is the. availability of instantaneous information. Managers can immediately obtain information such as pricing, location of materials, status of shipments, and availability of parts throughout the supply chain. This access to information, along with e-mail, allows companies to closely coordinate their materials management activities with other companies in the supply chain, thereby avoiding many problems and creating a very efficient supply chain. This efficiency helps to reduce the operating costs of all companies in the supply chain.
A number of on-line auctions or exchange web sites have been developed in the last few years that are useful to supply chain managers. Some of these are for specific industries, such as hHp:llwwwosteelauction.com for the steel industry. Others are more general, such as hHp:llwwwoverticalnet.com for all types of industrial equipment and hHp:llwww.transportation.com for transportation equipment. Another example is the Automotive Network Exchange (ANX). ANX was originally developed by DaimlerChrysler. Ford Motor Company, and General Motors Corporation to streamline automotive industry supplier communication efficiency. The goal for ANX was to develop a secure, high-performance, and highly reliable e-business system that members can use to exchange the large volumes of design data their computer-assisted design and manufacturing systems generate. According to high-ranking officials at DaimlerChrysler, Ford. and GM, the ANX will be the crucial communication format for most engineering, purchasing, shipping, manufacturing, and materials handling functions. More of these on-line auction and exchange services will certainly be developed in the near future.
Enterprise resource planning (ERP) software systems such as SAP, PeopleSojt, and Baan, which became popular in the late 1990s, have recently incorporated features that facilitate e-business and coordination among companies. For example, SAP, the leading ERP software company, has created the web site hHp:/lwww.mysap.com as a platform for companies to conduct e-business and to "better coordinate their activities together. The mySAP web site offers companies a variety of services and tools to make their supply chain management activities and intercompany coordination easier.
E-Business and Supply Chain Management
449
Another way that e-business is affecting supply chain management results from companies selling directly to consumers over the Internet. Many companies that have sold their products through traditional marketing channels such as retail stores and distributors have also started selling directly to consumers on their web sites. This new marketing channel requires different approaches for getting products to customers. Instead of shipping large quantities of products to warehouses or retail stores using common trucking carriers, these companies now must also ship individual products directly to custorrrers' homes. Selling directly to customers impacts the companies' finished .. goods warehousing policies, transportation systems, distribution networks, packaging systems, and materials handling systems. Package carriers such as FedEx and UPS have experienced a, substantial increase in the number of packages they deliver for companies due to the growth of e-business.
Esbusiness and other information technologies have made for exciting times for supply chain managers. And the continuing advancement of these "technologies will make for even more exciting times in the future.
, , .. ' ,'!.~ ': , :
WHAT WORI,D-CLASS COMPANIES DO •
World-class companies see supply chain management as a key element in capturing increased shares of world markets. They have given the executives in charge expanded and new responsibilities. These supply chain managers plan and control all the activities related to materials that move from suppliers, through the production processes, and to customers. The authority for the materials system residing in a single organizational function provides focus and avoids the former situation in which everyone blamed everyone else when difficulties related to materials developed. Whether or not worldclass companies centralize materials management, the way that materials are managed has changed.
World-class companies are forming partnerships with suppliers to quickly produce products of near-perfect quality precisely when needed and with little inventory. Providing suppliers with information about when customer orders are needed and training them in quality control and rnanufacturing techniques are becoming more common. Suppliers are selected and developed with a longterm view toward improving product quality, fast deliveries, and responsiveness to customers' needs. Although price is important, being able to deliver enough materials when needed, producing materi-
. als of exceptional quality. and being trustworthy and cooperative are even more important. Longterm, multiyear contracts are used to guarantee suppliers security and to provide incentives .for developing trust and cooperation.
Nearby suppliers are preferred. Even if suppliers are located at great distances, they are often clustered together for combined shipments or are able to devise" other innovative ways to deliver materials on a just-in-time basis. This may take some imagination because of great geographic distances, but the payoff is found in shorter and more dependable lead times and in reduced inventories. All materials in the. system are geared to be. produced and arrive just when needed, by production so that products can be delivered just when needed by customers.
World-class companies use computers extensively to determine the most efficient routes for trucks, to find the best way to load and unload trucks, and to provide close communications between drivers and central offices. This use of computers not only holds down costs, but. of at least equal importance, it enables management to know where each order in the entire system is and when it is expected to arrive at 'its destination. Worldclass companies use computer models to develop
450
Chapter 11 Supply Chain Management and E-Business
shipping plans for manufacturing and service operations. Of particular value is linear programming. With this technique, shipping costs among many sources and many destinations can be minimized by developing shipping plans that require the least amount of travel.
'="
Increasingly, some world-class.companies are
starting to rely on third-party logistics management
firms as they outsource some of their business functions to become more focused on their core competencies.
World-class companies are also conducting B2B transactions with other companies via the Internet. This use of e-business helps to drive down costs, shorten procurement lead times, and improve communication throughout the supply chain.
__"~_r_ .. , .,.... "":' .. _. __ '" .....,..._ .............. ..-.r ~ __ ._ ... '_ ... ~_ .. -c
J'%;lREVIEW AND , DISC:USSION' QUESTIONS'·,>
t-_\-,:Y;",,~:< ,~--,-",-,-_,,"-,-, ""'"., _....."'---'- • ....:..;.;;"""""""'"'-'.~-.;..;_ .. -'"' ;.~~_'.-,_. - .. __ "- .::;....,_: .. _._',-':"~~~_--w,~-....-_,_~...;..;,..". . .,.;._,b,,o_~ __ .. ~~..:........,, .-'"" ..
1. Define these terms: material, supply chain, supply chain management.
2. What is the mission of purchasing? What factors are making purchasing more important today? Explain. In what activities does purchasing engage?
3. Define these terms: material specification, purchase requisition, request for quotation, purchase order. .
4. Define make-or-buy analysis.
5. What practices of purchasing departments are considered unethical? How can companies prevent or control unethical purchasing practices?
6. List a few guidelines for ethical behavior in purchasing.
7. Define these terms: logistics, distribution management, distribution requirements planning.
8. List the activities included in logistics within a factory .
.....,,----.-----.~------.- .. -"
tVINTERNET'ASSIG;NMENTS
;.!i -." _- ,."." . . '. _. _ .. ' ',"
9. Define these terms: warehousing, raw-materials inventory, stock requisition, in-process inventory, stock record, stock-keeping unit.
10. Describe two methodsof inventory accounting. Define cycle counting and explain its purpose. What factors would justify counting a material more frequently?
1.1. Why do firms occasionally have to expedite orders for materials? Does expediting occur only when materials managers foul up?
12. What are the most important criteria used in evaluating materials managers?
13. What benefits can be realized from using third-party logistics management finns? '
14. Define e-business. How is e-business helping supply chain managers?
1. UPS Worldwide Logistics provides third-party logistics management services to companies. Visit the web site of UPS at http://www.ups.com and find the web pages for UPS Woridwide Logistics. Describe some of the services that are offered.
2. Varsity Logistics (http://www.varsitynet.com) offers software products to 'help companies better manage their logistics. Visit and explore the company's web site, and describe some of the software products offered.
3. i2 Technologies (http://www.i2.com) is a provider of planning and scheduling software for global supply 'chain management. Visit and explore i2's web site, and describe some of the features of its software.
4. Search the Internet for a warehousing company. Describe its facilities and the warehousing services it offers.
5. Search the Internet for a railroad company that offers freight transportation. Describe its facilities and the freight services it offers.
6. Search the Internet for a business-to-business auction or exchange. Describe the types of services offered and the types of products for auction or exchange.
Problems
451
. FIELD PROJECTS IN MATERIALS MANAGEMENT
l . Make an appointment with a materials manager, an inventory manager, or a supply chain manager from one of these types of organizations:
a. Manufacturing d. Trucking
b--. Hospital e. Warehousing
c. Retailing
Interview this manager, and describe in detail the three most important materials problems that plague his or her organization ..
2. From any organization, interview one of these employees:
a. Purchasing agent d. Warehousing manager
b. Purchasing buyer e. Expediter
c. Traffic or logistics manager
Describe as completely as possible this person's duties as he or she perceives them.
3. Interview a purchasing buyer from any organization. Determine the buyer's idea of what is and what is not ethical buying behavior in regard to gifts. Do you agree or disagree with his or her point of view? Why?
4. From any organization; interview one of these employees:
a. Purchasing agent c. Warehouse manager
b. Traffic or logistics manager d. Expediter
What new developments are expected to have an important effect on the performance of this employee's duties within the next five years? How will the person's duties be affected by these developments?
5. Investigate any manufacturing organization, and gather information about its materials system. Prepare a flowchart similar to Figure 11.2, but with more details, that depicts the organization's materials system.
6. Investigate any firm to determine how the materials management' function fits into its organization. Prepare an organization chart similar to Figure 11.3 for the firm.
PROBLEMS
7. Spectragen Inc. is planning for production of a new product, and one necessary production process is to anneal the primary metal part. Because Spectragen doer not currently have the annealing equipment, it can either purchase the equipment and anneal the parts itself or outsource this annealing process to a local subcontractor. Spectragen's purchasing department has developed the following estimates:
Anneal In-House
Outsource Annealing
Number of parts per year Fixed cost per year Variable cost per part
25,000 $85,000 $32
25,000 o $38
452
Chapter II Supply Chain Management and E-Business
If product quality and delivery performance are about the. same for the make-orbuy alternatives, should Spectragen purchase the annealing equipment or outsource the annealing process?
8. Susan Gilbert, a purchasing agent for Wisconsin Plastics Inc. (WSI), is reviewing quotations from suppliers for a new plastic gear. Susan. plans to either place. anforder for 12,000 gears from a supplier with the least-cost quotation or recommehd that WSI purchase the necessary equipment and make the gear itself. Relevant data for this make-or-buy decision are found below. What should Susan recommend?
Make
Buy
Fixed cost of equipment Variable cost per part
$60,000 $16
o $20
9. The materials manager for K-Flex Corporation is analyzing how to produce a new
, part that will be needed for the next few years. K-Flex has manufacturing plants in Taiwan, Singapore, and. India that could produce the part. The forecast calls for 20,000 units of the part each year. The materials manager has developed the following estimates for the three alternative locations:
Plant
Type of Cost
Annual Fixed Cost
Variable Cost per Unit
Taiwan
$130,000
Annual tooling Inspection and rework Shipping
Production costs.
4,500
$ 1.30 3.20 23.50
Singapore
$ 45,000
Annual tooling Inspection and rework Shipping
Production costs
9,500
$ 2.55 3.90 26.20
India
$ 65,000
Annual tooling Inspection and rework Shipping
Production costs
7,000
$ 1.90 2.90 25.10
a. Which plant would provide the least cost?
b. How many units of the part would have to be produced and sold for each of the plants to be the least-cost alternative?
10. Neil Brockley, the purchasing manager at Agrifoods Processing Company, must decide on a purchasing strategy for this year's processing of broccoli. The regional harvest season will not begin for five months, and Neil is faced with three alternative purchasing strategies. One strategy is for Agrifoods to wait until the harvest has begun before trying to purchase broccoli. Many small farmers wait until harvest time to sell their crops. Another strategy is to wait three months until most farmers have planted their broccoli fields. At that time Agrifoods could negotiate contracts with several medium-sized farmers to purchase their crops. The third pur~ chasing strategy is to immediately negotiate a contract with Northern California Growers Cooperative. Neil has estimated the following costs per pound and associated probabilities for each purchasing strategy:
I.
Cooperative
4:53
Probability Cost per Pound
0.20 0.45
0.25 0.60
0.35 0.75
0.20 0.95
0.25 0.55
0040 0.75
0.35 0.85
0040 0.70
0.60 0.75 Problems
Small fanners
Mid-sized fanners
a. Use a decision tree to analyze the decision alternatives. (Hint: Review Example 5.1.).
b. How should Agrifoods purchase broccoli? .
c. What will be the expected cost per pound for br~CQU if Agrifoods follows
your recommendation? .
d, What other factors should be considered in this purchasing decision?
11. Nevada Cryogenics (NC) wants to submit one proposal to the National Science .
Foundation for a research contract to investigate cryogenics applications in agriculture. NC is considering three alternative levels of requested funding to bid. NC estimates the probability o~ winning a research contract and the net value to the organization as follows:
Level of Probability of Winning Net Research
Funding Research Contract Contract Value
High 0.20 $750,000
Medium 0.50 375,000
Low 0.75 175,000 NC will lose $70,000 if it does not win a research contract. If a contract is. received, NC expects that it may be able to then develop a commercial product based on the research. TIle net value of a successful commercial product is expected to be $400,000, but NC would need to spend about $200,000 to develop a commercial product based on the research. An unsuccessful commercial product would have no return. If NC decides to develop a commercial product, the probability that it would be successful in the marketplace is estimated at 40 percent. NC would only consider deveioping a commercial product if a research contract is received,
a. Use a decision tree to analyze the decision alternatives. (Hint: Review Example 5.1.)
b. What courses of action would you recommend to Nevada Cryogenics?
c. What is the expected value to Nevada Cryogenics if it follows your recommendations?
d. What other factors should be considered in this purchasing decision?
12. A purchasing agent at Bell Computers must award a video card supply contract to either Matrix or Advanced Video Graphics (AVG), two large manufacturers of computer video cards. Bell plans to use a new approach to assembling its computers, so the video card supplier must be able to make frequent. small deliveries of video cards. After evaluating the two potential vendors, the purchasing agent has prepared this information:
-----------------~----~~-----
454 Chapter 11 Supply Chain Management and E-Business
Performance Factor Rating
Factor Weight Matrix AVG
Price 0.15 $68 $76
Delivery schedule 0.25 0.8 0.8
Schedule reliability 0.25 0.4 0.6
-:::, Video card quality 0.20 0.8 0.6
...- Video card features 0.15 0.5 0.9 Which vendor would you recommend? Why? (Hint: Look at Tables 5.5 and 6.4.)
What other factors would be important in such a decision? r:
13. Yoshinori Otake is a purchasing agent at Microxir, a manufacturer of microwave! convection oven units. MicroAir is about to change its production to a new approach, and Mr. Otake has been asked to reevaluate potential suppliers of a digital display module. After assessing the three potential vendors' likely performance on important factors, Mr. Otake has prepared the following information:
Performance Factor. Rating
Factor Weight Sumsing Parkasenic Hatchui
Price 0.20 $13.60 $14.30 $13.20
Delivery schedule 0.20 0.8 0.7 0.9
.
Schedule reliability 0.25 0.8 0.6 0.7
Quality 0.20 0.6 0.8 0.6
Production capacity 0.10 0.5 0.6 0.8
Responsiveness 0.05 0.6 0.7 0.5 Which vendor would you recommend? Why? (Hint: Look at Tables 5.5 and 6.4.) What other factors would be important in such a decision?
14. Products are shipped from a company's main distribution center (adjacent to the factory) to two regional warehouses. The DRP records below indicate the forecasted demand, scheduled receipts. and the last period's projected ending inventory (in units) for a single product. The planned order releases to the factory become the gross requirements in the master production schedule (MPS) of the factory.
a. Complete the DRP records below. .
b. From these records. what gross requirements will appear in the MPS at the factory?
Regional Warehouse #1
Lead time for shipping products from the main distribution center at the factory to Warehouse #1 is 1 week, the standard shipping quantity is 200 units, and the safety stock is 100 units.
Week
-1
1
·2 3
4
5
Forecasted demand Scheduled receipts
Projected ending inventory Planned receipt of shipments Planned orders for shipments
100 200
150 180
90
120
300
Problems
455
Regional Warehouse #2
Lead time for shipping products from the main distribution center at the factory to Warehouse #2 is 2 weeks. the standard shipping quantity is 300 units. and the safety stock is 200 units.
Week
-1
1
2 3
4
5
Forecasted demand Scheduled receipts
Projected ending inventory Planned receipt of shipments Planned orders for shipments
150 300
250 200
240
200
350
Main Distribution Center at the Factory
Lead time for final assembling of products ~nd moving them into the main distribution center is 1 week, the standard production lot size is 500 units, and the safety stock is 200 units,
Week
-1
1
2 3
4
5
Gross requirements (units) Scheduled receipts Projected ending inventory Planned receipt of orders
Planned order releases to factory
15. Products are shipped from a company's factory warehouse to two regional warehouses. The DRP records below indicate the forecasted demand, scheduled receipts, and the last period's ending inventory in units for a single product. The planned order releases to the factory become the gross requirements in the master production schedule (MPS) of the factory.
a. Complete the DRP records below.
b. From these records, what gross requirements will show up in the MPS at the factory?
500
250
Regional Warehouse A
Lead time for shiI;'ping products from the warehouse at the factory to Warehouse A is 2 weeks, the standard shipping quantity is 250 units, and the safety stock is 1 SO units.
Week
-1
1
2 3
4
5
Forecasted demand Scheduled receipts
Projected ending inventory Planned receipt of shipments Planned orders for shipments
130 250
190
280
ISO
310
230
456
Chapter 11 Supply Chain Management and E-Business
Regional Warehouse B
------------~ ----------------------
Lead time for shipping products from the warehouse at the factory to
Warehouse B is 1 week, the standard shipping quantity is 150 units, and the safety stock is 80 units.
Week
-1
1
5
2 3
4
..
Forecasted demand Scheduled receipts Projected.ending inventory Planned receipt of shipments Planned orders for shipments
180
210 150
140
150
180
]40
Warehouse at the Factory
Lead time for final assembly of products and moving them into the warehouse at the factory is I week, the standard production lot size is 500 units, and the safety stock is 150 units. ,
Week
-1
1
4
2 3
Forecasted demand
Scheduled receipts Projected ending inventory Planned receipt of shipments
Planned orders for shipments
16. Aproduct is shipped from a main distribution center to three regional warehouses and directly to customers. The DRP records below indicate the forecasted demand, scheduled receipts, and the last period's projected ending inventory.
a. Complete the DRP records below.
b. From these records, what gross requirements will show up in the MPS at the factory?
500
100
Warehouse A
Warehouse B
Week
4 -1 1 2 3 4
80 80 120 150 140
150
200 Week
-1 1 2 3
Forecasted demand 50 80 90
Scheduled receipts 100
Projected ending inventory 160
Planned receipt of shipments
Planned orders for shipments
Forecasted demand Scheduled receipts
Projected ending inventory Planned receipt of shipments Planned orders for shipments
Warehouse C
Week
-1 1 2 3 4
30 80 90 50
100
150 150 200 100 160
Direct Customer Sales
Week
-1 1 2 3, 4
5
Problems
457
Main Distribution Center
Week
-1
1 2
3
4
Gross requirements (units) Scheduled receipts Projected ending inventory Pl3llIled receipt of orders
.,.,
Planned order releases to factory
The standard order quantities, lead times, and safety stocks for the warehouses are shown below:
,
450
400
Order Lead ' Safety
Quantity Time Stock
(units) (weeks) (units)
Warehouse A 100 ] 100
Warehouse B 150 2 150
Warehouse C 100 1 100
Main distribution center 450 1 400 17. A company ships products from three factories to six warehouses. The shipping cost per product; monthly capacity of each factory, and monthly demand at each warehouse are:
Warehouse
Factory A B C D E F Capacity
$6.5 $4.2 $5.0 $1.9 $4.6 $7.1 25,000
2 3.8 2.8 5.1 6.8 3.5 4.0 40,000
3 4.6 4.4 4.1 3.5 6.4 . 5.2 20,000
Demand: 9,000 15,000 12,000 18,000 20,000 11,000 Use the POM Software, Library that accompanies this book to solve this transportation problem.
a. How many products should the company ship from each factory to each warehouse to minimize monthly shipping costs?
b. What will be the monthly shipping cost if the shipping plan is followed?
18. A company ships products from four factories to five warehouses. The shipping cast per product, monthly capacity of each factory, and monthly demand at each warehouse are:
Warehouse
Factory 1 2 3 4 5 Capacity
'it A $12 $19 $10 $15 $15 1.0,000
:; B 17 23 15 19 10 15,000
C 2i 20 14 12 11 8,000
D 13 17 11 22 16 7,000
Demand: 11,000 5,000 6,000 12,000 6,000 . Use the POM Software Library that accompanies this book to solve this transportation problem.
a.<J How many products should the company ship from each factory to each warehouse to minimize monthly shipping costs?
b. What will be the monthly shipping cost if the shipping plan is followed?
458
,CASES
Chapter 11 Supply Chain Management and E-Business
19. Use the POM Software Library that accompanies this hook to solve these trans. portation problems from Chapter 8:
a. LP-F
h. LP-J
c. Quality Pixels Inc. case
20.~A company is implementing a cycle-counting system. Class A items would he cOtl:nted monthly, Class B items would be counted quarterly, and Class C items would be counted annually. Sixty-five percent of the company's production items are Class C items, 25 percent are Class B items, and 10 percent are Class A items. If the finn has 30,000 different material and part numbers, how many items will need to be counted daily if there are 260 working days per year?
21. To improve its cycle-counting program, the manager of warehousing and inventory proposes to double the frequency of counting the Band C classes of materials. The present situation is:
Class of Percentage of Items Frequency
Material in Material Class Counting
A 5% Monthly
B 20 Quarterly
C 75 Annually The company had 60,000 materials of all types. If a worker who does cycle counting costs $30,000 per year, can count an average of 25 items per day, and works
~~~~ .
a. How many cycle counters does the present system require?
b, How much does the present crew of cycle counters cost per year?
c. How many cycle counters would the new system require?
d. How much more would the improved accuracy cost per year?
Primo Clothing Manufacturing
Primo Clothing Manufacturing makes clothing at three factories in Mexico. The cases of clothing are shipped to four regional warehouses. The accompanying table shows the transportation cost per case from each factory to each regional warehouse, the minimum monthly warehouse requirements, and the maximum monthly capacities of each factory. The company wishes toship cases of clothing from its factories to its regional warehouses so that the monthly total transportation cost is minimized.
Destination
Maximum Factory Capacity (cases)
Source
Los Angeles
Atlanta
Chicago
Dallas
Tijuana
Juarez
Matamoros
Minimum monthly warehouse
. capacity (cases)
$4.90 3.85 4.20
$9.10 7.20 6.10
$5.25 4.15 3.65
$5.90 7.60 9.50
35,500 22,500 12,750
15,750
16,500
18,500
19,500
Cases
459
Assignment
t. Formulate the information in this case into an LP format. Define the decision variables, write the objective function, and write the constraint functions.
2. Using the LP computer program in the POM Software Library that accompanies this book, solve the problem that you have formulated in No. 1.
3. Fulfy- interpret the meaning of the solution that you obtained in No.2. In other words:~hat should the management at Primo Clothing do? Fully explain the meaning of the slack variable values.
4. If you could add production capacity at one of the factories, which one would you choose? How much could you afford to pay per case for additional factory capacity?
5. Is all factory capacity shipped? How much capacity is unshipped? If all factory capacity were shipped, how much additional cost would be incurred?
6. Explain the caution that must be observed in answering Nos. 4 and 5.
Acme Manufacturing
Acme has three fabrication departments (A, B, and C). Each fabrication department produces a single unique product with equipment that is dedicated solely to its product. The three products are moved to three assembly departments (1, 2, and 3), where they are assembled. Each fabrication and assembly department has a different monthly capacity, and it is desirable that each department operate at capacity. The monthly de-
partmental capacities are: •
Monthly Monthly
Fabrication Capacity Assembly Capacity
Department (units) Department (units)
A 12,900 5,000
B 19.000 2 21,000
C 9,000 3 14,000 Any of the three products can be processed in any of the assembly departments, but the costs are different because of the varying distances between departments and the different equipment in each assembly department. The per-unit production costs are:
Fabrication Assembly Total Cost
Department Department ($/unit)
A $]6.20
2 18.40
3 21.30
B $15.10
2 12.80
3 18.15
C 1 $12.50
2 16.35
3 17.89 The production control department at Acme is now trying to develop a plan for alloeating the fabricated products to the three assembly departments for next month, This allocation amounts to a shipping plan that specifies how many of each product should be moved from each fabrication department to each assembly department for the month. If the company can sell all it produces of the three products, how many of each product should be moved from each fabrication department to each assembly department to minimize total monthly costs?
460
Chapter 11 Supply Chain Management and E-Business
Assignment
1. Use the POM Software Library that accompanies this book to solve this transportation problem.
2. Fully explain the solution. How many products should be shipped from each of the fabrication departments to each of the assembly departments?
3 ...... How much total monthly cost will result from your plan?
4. Ifyou could choose a fabrication department to increase its capacity, which one would you choose? Why?
5. What factors other than those considered in this problem should be considered in determining such a shipping plan?
ENDNOTE
1. Cross, Gary J. "How E-Business Is Transforming Supply Chain Management." Journal of Business Strategy 21, no. 2 (March/April 2000): 36-39.
SELECTED BIBLIOGRAPHY
Adams, Nicholas D. Warehouse and Distribution Automation
Handbook. New York: McGraw-Hill, 1996. .
Arnold, J.R. Tony. Introduction to Materials Management, 4th ed. Upper Saddle River, NJ: Prentice Hall. 2001.
Ayers, James B., ed. Handbook of Supply Chain Management.
Boca Raton, FL: St. Lucie Press, 2001.
Ballou, Ronald H. Business Logistics Management, 4th ed. Englewood Cliffs, NJ: Prentice Hall. 1999.
Banfield. Emiko. Harnessing Value in the Suppl» Chain: Strategic Sourcing in Action. New York: John Wiley & Sons, 1999.
Bayles, Deborah. E-Commerce Logistics and Fullfillment: Delivering the Goods. Upper Saddle River, NJ: Prentice Hall, 2001.
Brooks, Roger B., and Larry W. Wilson. Inventory Record Accuracy: Unleashing the Power of Cycle Counting. New York: John Wiley & Sons. 1995.
Carbone, James. "Web, Outsourcing Revolutionize Buying."
Purchasing 129, no. 3 (August 24, 2000): 50--62.
Cavinato, Joseph L., and Ralph G. Kauffman, eds. The Purchasing Handbook: A Guide for the Purchasing and Supply Professional, 6th ed, New York: McGraw-Hill, 1999.
Chopra. Sunil, and Peter Meindl. Supply Chain Management:
Strategy, Planning, and Operation. Upper Saddle River. NJ: Prentice Hall, 200 1.
Cox, James F., III, and John H. Blackstone, eds. APICS Dictionary, 9th ed. Falls Church. VA: APICS-The Educational Society for Resource Management, 1998.
Coyle, John J., Edward J. Bardi, and C. John Langley, Jr. Mallagement of Business Logistics. 6th ed. St. Paul. MN: West Publishing. 1996.
Coyle, John J .• Edward J. Bardi, and Robert A. Novack. Transportation. Cincinnati, OH: South-Western College Publishing. 2000.
Cross, Gary J. "How E-Business Is Transforming Supply Chain Management." Journal of Business Strategy 21. no. 2 (March/April 2000): 36-39.
Grieco, Peter L. Purchasing Ethics. West Palm Beach, FL: PT Publications. 1997.
Handfield, Robert B., and Ernest L. Nichols. Introduction to Supply Chain Management. Upper Saddle River, NJ: Prentice Hall, 1999.
International Journal of Purchasing & Materials Management.
Many related articles are found in this journal.
Jahn, Mary L. Purchasing Transportation. West Palm Beach, FL: PT Publications. 1997.
Lambert, Douglas, James R. Stock, and Lisa M. Ellram, Fundamentals of Logistics. New York: McGraw-Hill. 1998.
Lancioni, Richard A. "New Developments in Supply Chain Management for the Millennium." Industrial Marketing Management 29, no. 1 (January 2000): 1-6.
Leenders, Michael, and Harold E. Fearon. Purchasing and Supply Management, 11th ed. New York: McGraw-Hill, 1997.
Lowson, Bob. Quick Response: Managing the Supply Chain to Meet Consumer Demand. New York: John Wiley & Sons, 1999.
Selected Bibliography
~~ ;
ij:
"ters, Le Roy R. "Is ED! Dead? The Future of the Internet in \~, Supply Chain Management." Hospital Materiel Manage- 1~' ment Quarterly 22, no. 1 (August 2000): 42--47.
·1,",
'6hl, Hans-Christian. "Logistics: State of the Art." Human Sysf'i terns Management 16, no. 3 (1997): 153-.158. "
!~;f.
, chowski, Mel. Purchasing Performance Measurements: A
Roadmap for Excellence. West Palm Beach, Fl.: PT Pub-
lications, 1996.", --"c'
t .,
461
Stimson, Judith A. Supplier Selection. West Palm Beach, FL:
PT Publications, 1997.
Stuart, F. Ian. and David M. McCutcheon. ''The Manager's Guide to Supply Chain Management." Business Horizons 43, no. 2 (March/April 2000): 35-44.,
Transportation & Distribution. Many related articles are found in this journal.
Improvement People Make JITWork
Total Quality Management
Parallel Processing
KanbanProduction Control
JIT Purchasing
E~Commerce and JIT Purchasing
Reducing Inventories through Setup Reduction Working toward Repetitive Manufacturing
,:," .';"'-"
. "':c.?
Introduction
463
IPS GOES JIT
Located in Everett, Washington, Intermec Printing Systems (IPS) is a manufacturer of bar-code printers, a fast-growing industry with a unit volume growth of 39 percent annually. Previously, IPS had a separate production line for each prinJer model it produced. With the growth the company was experiencing and with rtlore new printer designs on the way, the company was running out of manufacturing space. In addition, frequent rework of printers to accommodate speclclconhqurotlons, excess fjnished-goods inventory, and slow response to customer demand were resulting from the company's approach to production.
To improve its competitiveness and profitability, and to reestablish itself as a world leader in the bar-code printing business, IPS management decided to adopt the techniques of JIT manufacturing. With the help of consultants, IPS embarked on a transformation to create a short-lead-time, tow-inventory, high-product-quality, quick-response production system.
After sending all of its employees to training seminars, IPS collected data and thoroughly analyzed each production process necessary to produce its printers. instead of using a separate production line for each printer model, IPS created a single, mixed-model production line to produce all of its printer models. The production sequence of its different models, the batch size for each model, and the number of kanban cards needed were thEm determined. Employees were cross-trained for multiple tasks, allowing employees to lIf1ex" between workstations as demanded by the flow of products and also allowing management to dynamically change the capacity along the production line. Employee's pay rates were based in part on the
number of tasks they were trained to perform. .
Employees were also trained to perform quality inspections at each process, limiting the number of defects that were passed down the tine. Raw materials storage areas were created at multiple [ocofions near the production line, so that materials needed at each workstation were located very close to that station. These storage areas are frequently replenished from the main warehouse by materials handlers using a two-bin kanban system.
The results have been dramatic. IPS has experienced a 40 percent reduction in manufacturing space, even after two new models were introduced. Finished-goods inventory has been substantially reduced, with a goal of working toward zero finishedgoods inventory with all products produced to order. Rework for special configurations has effectively been eliminated, because custom-ordered printers are initially built as ordered. Raw materials in the warehouse have been reduced" as IPS has worked to standardize the materials used and has worked with its suppliers to improve the quality of materials and have more frequent deliveries of smaller orders. IPS is now dedicated to continuous improvement of its operofions.'
As the previous account illustrates, many companies are excited about just-In-time (JD') manufacturing. In this chapter we will study the philosophy of TIT, when we can use JIT, the interworkings of TIT, and its benefits. The APICS Dictionary defines JITas
, - ;, I ~ ~ j:.,"
A philosophy of manufacturing based on planned elimination of all waste and continous improvement of productivity. It encompasses the successful execution of all manufacturing activities required to produce a final product, from ~
,--~-""~ - -- ------------
464
Chapter 12 Just-in-Time and Lean Manufacturing
design engineering to delivery and including all states of conversion from raw material onward. The primary elements of lust-in- Time are to have only the required inventory when needed; to improve quality to zero defects; to reduce lead times by reducing setup times, queue lengths, and lot sizes; to incrementally revise the operations themselves; and to accomplish these things at
_,. minimum cost. In the broad sense, it applies to all forms of manufacturing-« jbb shop, process, and repetitive-and to many service industries as well?
Not all companies use the term lIT. mM uses the term continuous flow manufacture, Hewlett-Packard calls it both stockless production and the repetitive manufacturing system, GE calls it management by sight, Motorola calls it short cycle manufacturing, and several Japanese firms simply use the term The Toyota System. Some companies are using the term time-based competition (TEe).
Lean manufacturing, or lean production, is a popular term that many companies use today to refer to the philosophies and approaches embodied in nT. For example, in the mid-1990s Boeing started implementing lean manufacturing in all of its manufacturing facilities. The various approaches adopted by Boeing include many of those that are part of the JIT philosophy. The .APleS Dictionary defines lean manufacturing as
A philosophy of production that emphasizes the minimization of the amount of all the resources (including time) used in the various activities of the enterprise. It involves identifying and eliminating non-value-adding activities in design, production, supply chain management, and dealing with the customers. Lean producers employ teams of multiskilled workers at all levels of the organization and use highly flexible, increasingly automated machines to pr.oduce volumes of products in potentially enormous variety?
Whether referred to as lean manufacturing, Jl'I, or some other "name, we will study in this chapter those concepts and approaches that modern companies are adopting to become more streamlined and efficient. Though some people may distinguish slightly between the philosophies of JIT and lean manufacturing, we will use the term lIT to refer to the general set of concepts that are embodied in both. It is important to note that many of these approaches can also help service organizations become more efficient.
THE JUST-IN- TIME MANUFACTURING PHILOSOPHY
U.S. manufacturers are geographically located in the middle of the world's most lucrative market. This advantage should allow them to beat the competition in responding quickly to customer needs. The successes of foreign firms in U.S. markets compel U.S. firms to rearrange their business thinking to emphasize fast response to customers as a key weapon to win increased market share. U.S. firms also want to find ways of doing things quicker so that they can be successful in attractive foreign markets where they are at a geographic disadvantage. "For years manufacturing firms in the United States sought to provide products with the most value for the lowest cost. Now the leading firms provide products with the most value for the lowest cost with the fastest response time. Quick response to market demands provides a powerful, sustainable competitive advantage. Indeed, time has emerged as a dominant dimension of global competition, fundamentally changing the way organizations compete/" It is no longer good enough for firms to be high-quality and low-cost producers. To succeed today, they must also be first in getting products and services to the customer fast. Firms like Northern Telecom, Xerox, He*lett-Packard, Motorola, General Electric, Honda, Toyota, Sony, and
just-in-lime philosophy can nafe large inventories in
of producing just enough 10 fill customers' orders.
The Just-in-Time Manufacturing Philosophy
465
The Time-from-Order-to-Delivery Cycle
Boeing are using ill as a weapon in speeding market responsiveness. To compete in this new environment, the order-to-delivery cycle (the elapsed time between the moment that a customer places an order until the customerreceives the order) must be drastically reduced. Figure 12.1 illustrates this important concept. TIT is the weapon of choice today in reducing the elapsed time of this cycle.
In the traditional view of manufacturing, a key objective was to fully utilize production capacity so that more products were produced with fewer workers and machines. This kind of thinking led to large queues of in-process inventory waiting at work centers in manufacturing. Large queues meant that machines and workers never had to wait on partially finished products to come to them; therefore, capacity utilization was very high and production costs were low. Unfortunately, large queues of inprocess inventory also meant that products spent most of their time in manufacturing just waiting. With this arrangement, companies would be ill equipped to compete in today's time-based competition.
----.~-------.
466
Chapter 12 Just-in- Time and Lean Manufacturing
High-Capacity Utilization: The Enemy of Time-Based Competition
Production
Lead
Times -'
(days) - _-
60
50
40
30
25
20
15
10
5
10 20 30 40 50 60 70 80 90 100
Capacity
Utilization
(percent) " ,,'-',
Figure 12.2 illustrates that this kind of traditional thinking can be deadly to companies that want to use speed as a weapon. In this figure, let us say that a firm is operating at Point A, with a 96 percent capacity utilization and a 50-day manufacturing lead time. One way to reduce manufacturing lead times is to find ways to increase pro. duction capacity. By studying the company's operations and increasing capacity, the company was able to move to Point B, with a manufacturing lead time of only 10 days jmd a 60 percent capacity utilization. To shorten production lead times, 100 percent of capacity utilization must not be the predominant objective. In lIT manufacturing, dras-
- tically reducing the elapsed. time of the order-to-delivery cycle has displaced the of; jective of 100 percent production capacity utilization in traditional manufacturing,
. There are many opppitunities to speed up every step in the order-to-delivery cycle .. We will discuss severa.fofthese opportunitiesin.this chapter. An important way to , uc maluif<lc~ring'Jead times is to reduce queue lengths arid waiting times of par
.completed,-pro;4u,bts:~t work centers in man~fa.cturing. Business Snapshot 12.1 il'·lUjStt:tlltes·hQ~I.'~nedjh1pallyused queuing the9ry,andqueuing software to reduce man:.·hf",".nh'· ... n·· .lead times for 'its products. Example:'12~'1;'aiso shows how the objective 01 , . times. 'tan be achieved by using que~irig';theory to analyze waiting-lin,
'>1 -,'~
., r·'
r·
The Just-in-Time Manufacturing Philosophy
Using Queuing Theory to Achieve Time-Based Competition
Helkama Bica Oy is a Finnish company that manufactures communication cables in four factories. Annual sales are $50 million. The company has been successful competing with short delivery times and high quality. In 1988 the company ranked first among the 400 largest Finnish companies for profits and fifth in growth. But in 1990, the company was dealt two severe blows, a rapid increase in competition
due to European integration and -'. the loss of the Soviet Union as a ''Customer. Helkama's response has been to increase its emphasis on
time-based competition. •
Queuing theory is being used throughout the company to calculate and reduce. lead times, aid in capacity planning, and reduce lot sizes. MPX computer software Ideveloped by Network Dynamics lnc., Burlington, Massachusetts) is being used within Helkama from
shop floor to board room in a continuing attempt to reduce pro-duction lead times. Reductions of as much as 40 percent were accomplished over a few months. This substantial reduction in manufacturing lead times had positioned the company to use timebased competition as a weapon to secure present customers and obtain numerous new ones. Sales and profits have increased steadily.
467
Source: de Ireville, Suzanne. "Time 15 Money: OR/MS Today, October 1992, 30-34.
production problems. Further, Example 12.1 illustrates that drastic reduction of manufacturing lead times and work-in-process (WIP) inventory can often be achieved with only slight increases in production capacities, This is an important insight as we study the ways of positioning companies to survive in today's environment of time-based competition.
Increasing Production Capacity Reduces Manufacturing lead Times
A manufacturing operation wants to reduce its manufacturing lead time from 12 days to 4 days. If jobs are arriving at an average rate of 12 per day and the operation can produce an average of 12.083 jobs per day, what new production rate would allow a lead time of only 4 days? How much would work-in-process (WIP) inventory be reduced with the new production rate?
1. Use the formula for is from Model I in Table 9.6, Chapter 9: 1
f =---
s (J-L - A)
2. Use the values of A = 12.000 jobs per day and J.L = 12.083 jobs per day to verify that the lead time at the operation is in fact 12 days:
111
is = (J-L - A) = (12.083 - 12.0) = 0.083 = 12 days
468
Chapter 12 lust-in-Time and Lean Manufacturing
3. Next, let ts = 4 days and A = 12 jobs per day, and solve for a new value of u:
I 1
ts = (fL - A) = (fL - 12.0) = 4
4(fL - 12.0) = 1
4fL - 48 = 1
- .....
4fL = 1 + 48 = 49
~ fL = 49/4 = 12.25 jobs per day
By increasing the production rate from 12.083 jobs per day to only 12.25 jobs per day, the lead time is reduced from 12 days to only 4 days.
4. Compute n. for fL = 12.083 and for p.. = 12.25:
12 12
(12.083 - 12.0) = 0.083 = 144.6 jobs
A 2 12
nS2 = (J.!? _ A) = 1 (12.25 _ 12.0) _= 0.25 = 48.0 jobs
Reduction in n, = 144.6 - 48.0 = 96.6 jobs
By increasing the production rate from 12.083 jobs per day to only 12.25 jobs per day, the WIP is reduced from 144.6 jobs to 48 jobs, a reduction of 96.6 jobs.
Today JIT is commonly viewed as a Japanese innovation, because Toyota popularized this approach two decades ago. However, you may find it interesting that most of the ideas embodied in JIT were combined and implemented successfully by an American company 50 years earlier. The Ford Motor Company implemented this approach at its Dearborn, Michigan, plant that produced Model T Fords. In his 1926 book entitled Today and Tomorrow, Henry Ford presents his approach to production, which is surprisingly similar to 1IT.5 Ford describes how raw iron are was unloaded from a ship, transformed to steel, converted to finished automobiles, and shipped to the customer in a span of less than 48 hours. Regardless of the origin of Jl'T, this approach to production consists of a set of useful ideas that can help companies become more competitive.
Now, let us consider the prerequisites for JIT manufacturing.
PREREQUISITES FOR JIT MANUFACTURING
The basic idea of TIT is rather simple-drastically reduce WIP inventories throughout the production system. In this way, products flow from suppliers to production to customers with little or no delays or interruptions beyond the amount of time they spend being produced at work centers in manufacturing. The main' objective of JIT manufacturing is to reduce manufacturing lead times, and this is primarily achieved by drastic reductions in WIP. The result is a smooth, uninterrupted flow of small lots of products throughout production.
Most successful Jl'T applications have been in repetitive manufacturing. operations where batches of standard products are produced at high speeds and high volumes with materials moving in a continuous flow. The Toyota automobile factories. where the no-
is ideal for use in repetitive monufacluring, such as in lhis poper milt.
Prerequisites for JIT Manufacturing
469
tion of JIT may have started, ~e perhaps the best example of the use of JIT in repetitive manufacturing. In these factories, the continuous flow of products makes planning and control rather simple, and TIT works best in these shop-floor situations, Successful use of JIT is rare in large, highly complex job shops where production planning and control is extremely complicated. Smaller, less complex job shops have used JIT, but these companies have taken many steps to change operations so that they behave somewhat like repetitive manufacturing. We will discuss more about this in the next section.
TIT does not come free---certain changes to the factory and the way it is managed must occur before the benefits can be realized. Among these changes are:
1. Stabilize production schedules.
2. Increase production capacities of manufacturing work centers.
3. Improve product quality.
4. Cross-train workers so that they are multiskilled and competent in several jobs.
5. Reduce equipment breakdowns through preventive maintenance.
6. Develop long-term supplier relations that avoid interruptions to material flows.
At Toyota, for instance, there are both stable and level production schedules. "The master production schedule (MPS) is frozen for the first month, and the entire MPS covers one year, The production schedule is exactly the same for each day of the month. This means that the same products ar~ produced in the same quantities in the same sequence every day of the month. "Toyota divides the total number of each automobile model to be manufactured during a month by the number of workdays in the month to get the number of that model to be produced daily. Even if only a few of a particular model were needed in a month, some would be assembled in each day of the month. This provides the same daily production schedule throughout the month. This approach to the MPS simplifies parts explosions, material flows; and worker job assignments. If lIT is to work. stable and level production schedules are necessary.
A fundamental requirement for JIT is to increase the production capacity of manufacturing work centers. Figure 12.2 illustrated that by increasing production capacities,'
. .
470
Chapter 12 lust-in-Time and Lean Manufacturing
manufacturing lead times are reduced. Production capacities are usually increased in two ways, increasing production rates and reducing setup times at work centers. Example 12.1 illustrated that small increases in production rates of work centers can result in drastic reduction of manufacturing lead times. Production capacity can also be increased by reducing setup times at work centers. Setup time is the time it takes to adjust jhe machine settings, replace materials, change tools, and do everything it takes to change- over from producing one product to a different one at a work center. Because production at work centers is shut down while the work centers are being changed over, reducing setup times will reduce down time and increase production capacity. As. illustrated in Figure 12.2, increasing production capacities results in a faster and more continuous flow of products through manufacturing.
By improving product quality, cross-training workers, reducing equipment breakdowns through .preventive maintenance, and establishing reliable material flows from suppliers, interruptions to production are minimized. We still study how to improve product quality in Chapter 17, Quality Control. And we will study about cross-training of workers in Chapter 18, Employee Productivity, and about preventive maintenance in Chapter 19, Maintenance Management. Because workers are trained on several jobs, they can be moved about' to other jobs as needed to work off any imbalance in work flows that may be caused by either quality problems or machine breakdowns.
With these factors present in manufacturing, the ultimate success of TIT is vastly increased.
ELEMENTS OF JIT MANUFACTURING
We will discuss TIT by examining its important components: the underlying assumptions, its approach; its method of planning and controlling production, and several of its ongoing activities.
Eliminating Waste
Eliminating waste of all kinds is the deep-seated ideology behind TIT. Shigeo Shingo, a TIT authority at Toyota, identified seven wastes in' production that should be eliminated, Table 12.1 lists and describes these wastes.
Toward Eliminating Waste in Manufacturing
L Overproduction. Make only what is needed now.
2. Waiting. Coordinate flows between operations, and balance load imbalances by flexible workers
and equipment.
3. Transportation. Design facility layouts thar reduce or eliminate materials handling and shipping. "4. Unneeded production. Eliminate all unneeded production steps.
5. Work-in-process (WIP) inventories. Eliminate by reducing setup times, increasing production rates, and better coordination of production rates between work centers.
6. Motion and effort. Improve productivity and quality by eliminating unnecessary human motions, make necessary motions more efficient. mechanize, then automate.
7. Defective products. Eliminate defects and inspection. Make perfect products.
Source:·R. Holl, Attaining ManuFacturing Excellence, p. 26. Homewood, Il: Dow [ones-hwin, 1987.
Elements of TIT Manufacturing
471 '
Enforced Problem Solving and Continuous Improvement
In traditional manufacturing, in-process inventories allow production to continue even if production problems occur; thus, high machine and worker utilization is achieved. If defective products are discovered, machines malfunction, or material stockouts occur, in-process inventory can be used to feed what would otherwise be idle workers' and machines. As Figure 12.3 illustrates, in-process inventory covers up production problems'fn traditional manufacturing. Behind Jl'I' is the continuous drive to improve production processes and methods. Toward that end. ill strives to reduce inventories because high inventory levels are thought to cover up production problems. By drastically reducing-in-process inventories, production problems are uncovered and production stops until the causes of the production problems are solved. Only when the machine is fixed, the quality control problem is solved-or the cause behind the stockout is found and corrected-only then can production begin again.
1fT is really a system of enforced problem solving. There are few safety factors' in
m. Every material is expected to meet quality standards, every part is, expected to arrive exactly at the time promised and precisely at the place it is supposed to be, every worker is expected to work productively, and every' machine is expected to function as intended without breakdowns. Managers in JIT manufacturing have a choice. They can put a huge effort into finding and solving the causes of production problems, or they can live with an intolerable level of interruptions to production. One of the approaches to implementing a TIT program 1S to reduce in-process inventories incrementally in small steps. At each step, different production problems are uncovered, and the workers and their managers work to eliminate the problems. Then when there is almost no in-process inventory, the causes of most production problems have been 'removed.
But the job of eliminating production problems is not over. Vigilance in continuing to study potential problem areas is ~eeded to ensure continuous improvement. Japanese manufacturers have long practiced what they called kaizen, the goal of continuous improvement in every phase of manufacturing. Managers may encourage workers to reduce in-process inventories a step further to see if any production problems occur, thus identifying a target for the workers to eliminate. Machine setups may be studied with workers and managers working to strip away the fat so that setups are almost in_stantaneous. Japanese manufacturers have long used the term SMED, which is an
acronym for single minute exchange of dies, meaning thattheir goal is to have all setups take less than a minute.
Uncovering Production Problems by Reducing Inventories
472
Chapter 12 Just-in-Time and Lean Manufacturing
Continuous improvement is central to the philosophy of JIT and is a key reason for its success.
People Make .lIT Work
Businesses ultimately succeed or fail because of their people. lIT is no exception to this rule. ~ecause JIT is a system of enforced problem solving, having a dedicated workforce committed to working together to solve production problems is essential. JIT manufacturing, therefore, has a strong element of training and involvement of workers in all phases of manufacturing.
First, and foremost, a culture of mutual trust and teamwork must be developed in an organization. Managers and workers must see each other as coworkers committed to the company's success. Work teams are encouraged to meet together to search for long-term solutions to the causes of production problems. Workers are also encouraged to suggest better ways of doing things from small suggestions to strategic issues. Along with an open and trusting organizational culture, an attitude of loyalty to the team and self-discipline must also be developed. Because workers are committed to the success of the company, the work team-rather than the individual worker-becomes the focus. Workers are not free to go off on their own and try any method of doing their work according to any standard that they choose; rather, methods and standards agreed tv by the team prevail.
Anotherimportant factor that is crucial to the success of TIT is the empowerment a/workers. This means that workers are given the authority to take the initiative in solving production problems. Rather than waiting for guidance from above, workers have the authority to stop production at any time for such things as. quality problems, machine malfunctions, or safety concerns. Groups of workers are then encouraged to work together to quickly get production going again. Once workers have identified problems, they are encouraged to meet during breaks, before work, or after work to discuss the problems while attempting to find solutions to the causes of the problems. Having workers actively involved in problemsolving is the objective of worker empowerment.
People, suppliers, workers, managers, and customers must all be motivated and committed to teamwork for TIT manufacturing to be effective.
Total Quality Management
lIT manufacturing depends on a system of total quality management (TQM) (which we studied in Chapter 7) being in place. Although it is tempting to discuss TQM now, it is sufficient to our understanding of JIT manufacturing to say that successful JIT manufacturing goes hand-in-hand with an organization-wide TQM culture. Just as everyone has to be involved in JIT, so also must everyone be involved in TQM. Total commitment to producing products of perfect quality every time and total commitment to producing products for fast delivery to customers have one essential thing in common: Both are finely focused on the overall goal of satisfied customers.
Parallel Processing
An important part of JlT manufacturing is to exploit parallel processing wherever possible. Any operations being performed in series (one after the other) that can be performed in parallel (simultaneously) can take huge chunks out of manufacturing lead times. This concept is similar to simultaneous engineering from Chapter 4, Product. Process, and Service Design. By doing product design and process design simuljaneously, the time to bring new products to market is reduced. The same approach is taken in companies that want to engage in time-based competition through JIT. Many operations can be made parallel simply through scheduling, as production is scheduled
Elements of lIT Manufacturing
473
to occur at the same time at one or more operations. In other cases, layout redesign and product redesign may be needed to achieve parallel processing. But the additional costs can usually be more than offset by significant reductions in manufacturing lead times.
Kanban Production Control
JIT manufacturing is considered to be a pull system of production planning and controt (This will be discussed more in Chapter 13.) In a push system, such as an MRP system (discussed in Chapter 15), we look at the schedule to determine what to produce next. Ip a pull system, we look only at the next stage of production and determine what is needed there, and then we produce only that. Thus, batches of products go directly from upstream stages of production to downstream stages without being stored in inventory. As Hall states, "You don't never make nothin' and send it no place. Somebody has got to come and get it.'>6
At the core of TIT manufacturing at Toyota is Kanban, an amazingly simple system of planning and controlling production. We will use Figures 12.4 and 12.5 to illustrate how Kanban plans and controls production between two adjacent work.centers.
Kanban, in Japanese, means card or marquee as on the front' of a movie theater.
In the context of JIT, Kanban is the means of signaling to the upstream workstation
Kanban Cards
Conveyance Kanban Card
. Part number to produce: 11471-36 tot size needed: 40
Part description: Valve housing Container type: RED crate Retrieval storage location: NW53D 10 work center. 35
Card number: 2 of 5
From work center: 22
Production Kanban Card
Part number to produce: 11471·36 Lo~size to produce: 40
Card number: 4 of 5
,': From work anter. 22
, Part description: Valve housing Container type: RED crate Completed storage location: NW53D To 'work (enter. 35
~ l1ateri~; required: . . .' .
. . Material no. ,7448' . i'StGr.;~~~tion: HW48C Part no. B23S.Sif'(Stoiage'IUation: HW478 ·ti';,~·~;L -\'::l~->-f'~Y ..
474
Chapter 12 Just-in-Time and Lean Manufacturing
-, I
Flow of Kanban Cards and Containers belween T~o Work Centers
Upstream
Wolk (enter # I
Downstream Work Center #2
htl'l)?J\ and empty Contain \<,)?J\ '41\d ~p!. ~ine,
'l..,.....;.. - - - - -!_' ,v~ ...- - --. ~
,... <, ,... ~
/ ........./ <,
~.,..",..,...; _,- "'- , tI -..,....",,,.,.,,.,==~
~ .
/'V' <,
<, IIJ//. "~IIl1.~./ ........ IIJI/ c . / ~===~
.... ~ COntamer and V·",,1'i ...- / <, .,!!!!taJner and (_tal'i'oa~ -:
- - _ - -: In-proens - __ - ...-
storage
Parts Flow
that the downstream workstation is ready for the upstream station to produce another batch of parts. In a simple shop environment with one or only a few products. signals ' such as an empty crate, an empty designated location on the floor" (taped off or painted), or a colored golf ball rolled 'down a plastic pipe have been used by some companies. The most common signal, however, is a Kanban card. Much more infonnationcan be communicated by a card rather than a nonpaper signal.
There are two types of Kanban cards: a conveyance card (C-Kanban) and a production card (P-Kanban). Figure 12.4 shows examples of these types of cards. Basically these cards replace most of the other production control paper forms on the factory floor. It is important to note that with stable and level production schedules, priority decisions (which orders are released each day, when orders are released, and the sequence of the orders) are routine; thus, shop-floor planning and control are reduced to planning and controlling the movement of orders among work centers. In these simple scheduling situations, visual signals and Kanbans are the only devices needed.
Figure 12.5 illustrates how Kanban operates. When a worker on the shop floor at downstream Work Center #2 needs a container of parts for his operation, he does the following:
1. He finds the C-Kanban in the pocket on the side of the container that he has just emptied at his work center; this card is his authorization to replace the empty container with a full one from storage.
2. Next, he takes the C-Kanban and finds a full,container of the needed parts in storage.
3. Then, he places the C-Kanban in the fuJI container.
4. Next, he removes the P-Kanban from the full container and places it on a post or marquee at the upstream Work Center #1; this P-Kanban is the authorization for Work Center #1 to produce another container of the parts.
5. Finally, he takes the full container of parts with its C-Kanban to his downstream Work Center #2.
No parts can be produced or moved without a Kanban card. Kanban is based on the simple idea of replacement of containers of parts, one at a time. A container is not moved to a downstream production operation until it is needed, and a container of parts is not produced until it is needed. These containers are reserved for specific parts, are purposely kept small, and always contain the same standard number.ofparts for each part number. At Toyota the c~ntainers must not hold more than about"16,percen~~i a
-;:'"
Elements nf JIT Manufacturing
475
day's requirements. There is a minimum of two containers for each pan number, one at the upstream producing work center and one at the downstream using work center. Example 12.2 illustrates how the number of containers between two adjacent work centers is calculated.
Calculating the Number of Containers between Wor~ Centers
'There are two adjacent work centers, a downstream (using) work center and.an upstream (producing) work center. The production rate of the using work center is 175 parts per hour. Each standard Kanban container holds 100 parts, It takes an average of 1.10 hours for a container to make the entire cycle from the time it leaves the upstream work center .full until it is returned empty, filled with production, and leaves again. Compute the number of containers needed if the Kanban system is rated at a P of 0.25.
1. The formula and variable definitions used for this calculation are:
UT(l + Pl
N = c ,where
N = total number of containers needed between the two work centers.
U = the usage rate of the downstream work center, usually parts per hour. T = the average elapsed time required for a container to make the entire
cycle from the time it leaves the upstream work center, is returned, is filled again with production, and leaves again. Measured in the'
same units of time as U. . .
P ""- a policy variable that indicates the efficiency of the system .. p can take on values from 0 to 1. A 0 would indicate perfect efficiency, a 1.0 would indicate perfect. inefficiency.
C = capacity of the standard container, number of parts.
2. Use the formula to calculate N, the number of containers:
UT(l + P)
N=----=
C
175(1.1)(1 + 0.25) 100
240.6
= -- = 2.4, or 3.0 containers 100
Notice that by rounding 2.4 up to 3.0, some slack or safety stock is introduced in the system, but this is usually preferable to having too few containers.
More than the minimum number of containers may be use" between two work centers because the upstream producing work center may not be able to fill the con- '. tainer right away. Such delays can result because other P-Kanbans were there first and their parts need to be produced first, and other complexities. Workers produce exactly the quantity listed on th~ recycling Kanban cards, no more and no less. Producing one. part more than the standard amount for the container would be considered.as bad as-
476
Chapter 12 Just-ill-Time and Lean Manufacturing
producing one part less. Producing one part more than needed would be wasteful because labor, materials, and machine capacity would be spent on producing the extra part that is not needed now and could not be used until later.
Some variation exists among Kanban systems. For example, at a Kawasaki motorcycle engine plant in Japan, workers communicate by means of painted golf balls that roll down pipes. At some Japanese plants, workers communicate with flashing lights, a system called andon. A green light means that there are no problems, an amber light means that production is falling behind, and a red light means that there is a serious problem. Workers and supervisors can tell the status of production at adjacent work centers just by glancing at the lights. Regardless of the variation in Kanban systems, workers must have cooperative attitudes for them to work. Similarly, programs to achieve excellence in preventive maintenance, product quality, and mutual trust with
suppliers are musts. ,
, Can Kanban and MRP coexist? Yes, they can, at least to a limited degree. MRP can be used in JIT manufacturing to obtain parts explosions and to order materials and , parts from suppliers, but there is little influence of MRP' within manufacturing. Suppliers use the MRP schedules as an overall plan for productionand to determine the,
_. 'sequence of parts orders, but 'the actual production takes place by following the Kanban system of the customer. Likewise, production control within the customer's man-' ufacturing is with Kanban. The excess in-process inventories that can result from the push approach of MRP is thus a,!oided in both the supplier's and customer's factories .
. These versions of pull systems greatly reduce in-process inventory of parts be. tween work centers on the shop floor, but JIT is also aimed at reducing raw-materials inventories.
JIT Purchasing
The same pull-type approach in JIT is applied to purchasing shipments of parts from suppliers. In JIT purchasing, suppliers use the replacement principle of Kanban by using small, standard-size containers and make several shipments daily toeach customer. If Kanban is used by a supplier, Kanban cards authorize the movement of containers of parts between the supplier's shop and the customer. In such arrangements, suppliers are ordinarily located near their customers. JIT therefore not only reduces in-process inventories by using Kanban, but raw-materials inventories are also reduced by applying the same principles to suppliers.
'"The essential elements of JIT purchasing ate as follows:
1. Supplier development and supplier relations undergo fundamental changes. The nature of the relationships between customers and suppliers shifts from being adversarial to being cooperative. The Japanese call these relationships subcontractor netv .. urks and refer to suppliers as co-producers. Sensitive information, assistance in reducing costs and improving quality, and even financing are often shared by customers and suppliers. '
2. 'Purchasing departments develop long-term relationships with suppliers. The result ' is long-term supply contracts with a few suppliers rather than short-term supply contracts with many suppliers. Repeat business is awarded to the same suppliers, and competitive bidding is ordinarily limited to new parts.
3 .. Although price is important, delivery schedules, product quality, and mutual trust and cooperation become the primary basis for supplier selection.
4. ' Suppliers are encouraged to extend JIT methods to their own suppliers.
5. Suppliers are ordinarily located near the buying firm's factory, or if they are some 'distance from the factory, they are usually clustered together. This causes lead times to be shorter and more reliable ..
Elements of Jl'T Manufacturing
477
6. Shipments are delivered directly to the customer's production line. Because suppliers arc encouraged to produce and supply parts at a steady rate that matches the use rate of the buying finn, company-owned hauling equipment tends to be preferred.
7. Parts are delivered in smalI, standard-size containers with a minimum of paperwork and in exact quantities.
8. Delivered material is of near-perfect quality. Because suppliers have a long-term relationship with the buying firms and because parts are delivered in small lot sizes, the quality of purchased materials tends to be higher.
Business Snapshot 12.2 illustrates how one firm is having success with lIT purchasing.
E-Commerce and JIT Purchasing
The continuing development of e-commerce is having a beneficial effect on jIT purchasing. Internet-based information systems allow companies to quickly place orders for materials zvith their suppliers. This eliminates wasted time dealing with paperwork and reduces the procurement lead time. The quality of the procurement process also improves because data entry errors created through the paperwork process are eliminated. Because e-commerce transactions with the supplier represent an automated process, labor costs are reduced as well. The bottom line is a more efficient and ef-
fective purchasing process. .
, Because so many automobile manI ufClcturers have gone to a JIT manufacturing approach, increasing pressure has been placed on automotive suppliers to provide frequent, reliable deliveries. This in
\ turn requires the automotive suppliers to work closely with their raw material suppliers to ensure reliable deliveries. Waterville TG, Inc. (WTG), located in Waterville, Quebec, specializes in designing and manufacturing top-quality weather strips for cars. Its product line includes close to 500 different models of weather strips, which it supplies to about a dozen automobile manufacturers.
To improve its purchasing per-
, formance, 'NTG undertook an effort to integrate its -MRP system with
JIT Purchasing at Waterville TG, Inc.
a Kanban-type vendor-scheduling system. Master production scheduling is based on planned order releases supplied by customers and typically covering an 8- to 16-week horizon. Customer orders are firmed up weekly for the first week to 10 days. WTG's MRP system then computes the number of Kanban cards needed to cover the demand. Every Monday VVTG faxes its gross requirements for the next 12 weeks fa each of its suppliers. Updates are faxed to suppliers daily. A standard Kanban quantity is established for each material purchased from suppliers, and each week WTG faxes an order to each supplier for however many Kanbans are needed to replenish its inventory.
To help· implement smaller and more frequent deliveries from suppliers, VVTG established a daily milk-run-type of transportation schedule among its factory, its finished-goods warehouse, and 8 of its 12 suppliers of row materials located in the area.
The results of these actions have been impressive. Total inventories have been reduced from 28 to 8.4 days supply. Average purchase lead times have been reduced from two weeks to one to two days. The average time to respond to changes has been reduced from four days to one day. And, the reduction of emergency situations (impending stockouts) has been reduced from 41 to 31 occurrences annually.
Source, Landry. Sylvain, Claude R. Duguay, Sylvain Chausse, and [eor-luc Themens. "Integrating MRP, Konban ond Bnr-Codlnq Systems to Achieve JIT P,ocurement: P,odu0_on and (nvenlory Mcnogemenl)ol)rnoi 38, no, I IFirst Quarter 1997J: 8-1:l.
478
Chapter 12 lust-in-Time and Lean Manufacturing
.
E-commerce also facilitates the use of Kanbans between a manufacturer and its
suppliers. Using its Internet-based system, a manufacturer can electronically send Kanbans to suppliers. These e-Kanbans have the same furiction as paper Kanbans, but they can be provided to supplier~ more quickly.
Reducing Inventories through Setup Reduction
If it costs a lot to set up a machine to produce a part, it makes sense to produce many units of the part each time it is produced, For perhaps too long, U.S, manufacturers have held to this conventional wisdom and have neglected to work on reducing setup times and reducing production lot sizes. Central to JIT is an ongoing program aimed at the reduction of production lot sizes so that inventory levels are reduced. But doesn't it seem that very small production lot sizes would result in· too many machine setups, increased production costs, and lost capacity because of idle machines during setups? JIT systems spend large sums of money to reduce setup times to avoid these negative consequences of small lot sizes. Engineers study the setups, automatic devices are attached to the ma- . chines, workers are trained in more efficient work methods, and the result is very short setup times. In some cases, computerized controls carr make the new machine settings instantaneously, with the result that the setup time between different parts approaches zero. Figure 12.6 shows that economic production lot sizes (EOQ) approach zero as the setup costs approach zero, (The EOo. approach will be discussed in Chapter 14, Inventory Management.) TIT firms use the same EOQ formula to analyze lot sizes, but they tum it around. They treat a very small EOQ lot size as a given and then solve for the setup cost. In this way, production lot sizes can be set very low and the resulting setup times can be used for targets as engineers develop programs for reducing setup times.
Effect of Reducing Changeover Times on Production lot Size
Annual (o~t
Annual (ost
Annual Setup Cost
i
COlt of Englnming, Methods Studies, and Equipment Modifications to Reduce Setup Times
o
Lot Sin
Lot Size
EOQ,
Before Program of Reducing Setup Times
After Program of Reducing Setup Times
Elements of JIT Manufacturing
479
Example 12.3 computes the setup time required to accommodate a small TIT production lot size. These types of computations could be used in a factory-wide program to reduce setup costs.
Computing Setup Time When a Small JIT Production lot Size Is Given
_-
As part of a factory-wide TIT program to reduce setup times so that production lot sizes can be smaller, a firm wants to determine what the length of the setup time of a manufacturing operation should be in order to accommodate an economic production lot size (EOQ) of 20 units of a part. A production analyst has developed these data for the operation:
D = 20,000 units annual demand d = 80 units daily demand rate
p :;;; 200 units daily production rate
EOQ = 20 units lot size for each production run C = $15 per unit per year carrying cost
S = cost per setup, which is unknown-s-to be determined from the EOQ formula for production lots
If the labor rate for the operation is $10 per hour, what setup time results in an economic production lot size of 20 units? (Refer to Chapter 14 for: a discussion of the EOQ approach.)
EOQ = J 2DS (_P-)·
C P - d
EOQ2 = 2DS (_p_)
'. C p - d
S = C(EOQ)2 (p - d) ., $15(20)2 (200 - 80) = O.
2D P 2(20,000) 200 . $ 09
S $0.09
Setup time = = ---
Labor rate $10jhour
= 0.009 hour, or 0.54 minute, or 32.4 seconds
Setup reduction is a continuing process in a JIT environment, and it is important to involve. the workers at each workstation in this process. The best ideas for setup time reduction frequently come from the people who are most familiar-with the machinery and equipmenr=-the users. With encouragement from managers, workers can often come up with creative ideas for setup reduction that cost very little. One example of a lowcost setup improvement is to perform some of the setup tasks ahead of time, while the last pan of the previous batch is stilI being processed on the machine. Depending on the technologicalrequirements involved, the worker might be able to collect all the tools, jigs, fixtures, and the first part of the next batch together beside the machine. ready to go. She might even be able to load the first part into the new fixture that will be placed into the machine when it is free. These actions could substantially reduce the time the machine is nonproductive, during the changeover. with little additional cost.
4Iif !
I
480
Chapter 12 lust-in-Time and Lean Manufacturing
Useful insights about setup reductions can be gained through studying companies that have implemented formal setup reduction programs. In one such research study. John Leschke at the University of Virginia analyzed the setup reduction programs at five companies, programs that ranged in duration from two months to five years. In a t woarticle series, Leschke provides details of the companies' set up reduction programs, and compares different approaches for allocating investments to setup reduction activities in order to ~in the most benefits. The interested reader is referred to those articles.Y
Not only do greatly reduced setup costs in JIT result in reduced inventory levels, but 'also the factory begins to act very much like a repetitive manufacturing system.
Working toward Repetitive Manufacturing The APICS Dictionary defines repetitive manufacturing as
The repeated production of the same discrete products or families of products. Repetitive methodology minimizes setups, inventory, and manufacturing lead times by using production lines, assembly lines, or cells. Work orders are no longer necessary; production scheduling and control is based on production rates. Products may be standard or assembledfrom modules. Repetitive is not a function of speed or volume?
This is product-focused production of batches of standardized products. These are systems in which products flow continuously along a direct route until they are finished and in which there is little in-process inventory and parts rarely stop moving. Repetitive, manufacturing clearly does not refer to the process-focused production of custom products that occurs in job shops. Proponents of JIT would ~rel'Ie that even job shops can be made to behave more like repetitive manufacturing:
Some companies have worked hard to make their factories behave more like repetitive manufacturing. Among.the things that can be done to modify a factory to be more repetitive in its production are:
Reduce setup times and production lot sizes.
Change the layout of the factory to allow streamlined product flows through the plant.
Convert clusters of machines within process-focused layouts to cellular manufacturing (CM) centers or cells. In eM. groups of machines function as product-focused islands within the larger layout.
Install flexible manufacturing systems (FMS). These groups of machines can accommodate product variety without the necessity of worker-performed machine changeovers.
Standardize parts designs to reduce the number of parts and the number of changeovers.
Train workers for several jobs. These flexible workers can move from work center to work center as necessary to balance the workload in the factory.
Install effective preventive maintenance programs so that machine breakdowns do not interrupt product flows.
Install effective quality control programs so that defective products do not inter-
rupt product flows. .
Develop an effective subcontractor network so that materials flow into the factory smoothly to support the in-house production schedules, thereby allowing uninterrupted production.
Even if a firm cannot convert all of its operations to repetitive manufacturing, some sections of the system can be repetitive. For example, even if many custom-designed products are irregularly scheduled at final assembly, their component-part designs could
Benefits of JIT Manufacturing
481
be standardized, component-part production schedules could be made stable and level, and the component parts could be produced by repetitive manufacturing.
With such changes as these, many more factories that are not pure repetitive manufacturing may be able to implement JlT manufacturing systems and enjoy many of
the same benefits. -
BENEFITS OF JIT MANUFACTURING
;.._.-----.----------;-~. _ .. _-----_.-
Some of the benefits claimed for TIT systems are:
Inventory levels are drastically reduced.
The time it takes for products to get through the factory is greatly reduced, thus enabling factories to engage in time-based competition, using speed as a weapon to capture market share.
Product quality is improved, and the cost of scrap is reduced. Product quality improves because of worker involvement in solving the causes of production problems; and with smaller lots, defective parts are discovered earlier.
~ With less in-process inventory, less-space is taken up with inventory and materials. handling equipment. Workers are closer together so that they can see each other, communicate more easily, work out problems more efficiently, learn each other's jobs, and switch jobs as needed. This promotes teamwork among workers and flex-
ibility in work assignments. • -
Because the focus in manufacturing is on finding and correcting the causes of production problems, manufacturing operations are streamlined and problem free.
Business Snapshot 12.3 illustrates how one company has successfully adopted
TIT manufacturing. To obtain the benefits from JIT, however, companies have had to
Perlos [Texas), lnc., is a subsidiary of the Perlos Corporation, which
is based in Nurmljcrvi, Finland. located in Fort Worth, Texas, the Perlos manufacturing. facility produces a variety of plastic components for mobile phones. The Texas plant produces parts exclusively for Nokia, the world's leading producer of cell phones. Although some of the parts
- produced at the Perlos plant are shipped to Nokia plant.s around the world, most are sent to the Nokia plant just across the street from Perlos. With crcund 500 employees and 300 robots, Perlos's lwo-year-old plant is a state-of-the-
JIT at Perl os
art facility for injection-molded plastic components. The plant operates 24 hours a day.
Perlos uses a JIT approach to production control, including Kenban cards. Nokia provides. Perlos with forecasts for six months in the future and provides a blanket purchase order for plastic components. Production and delivery of components are controlled by Kanban cards. Perlos does not produce anything unless there is a Kanban card authorizing it to do so. If Nokia increases or decreases its production rote for cell phones during a week, then
Perlos must also increase or de-
crease its production rate for plastic components.
Perlos makes frequent deliveries of parts to Nokia throughout each day to support Nokia's production plan. The parts delivered to Nokia are not pqckaged, which would slow Nokia's use of the parts, but rather they are placed on partitioned plastic trays holding a standard number of parts. After Nokia uses the parts, the empty trays are then returned 10 Perlos for reuse. There are no wasted packaging materiels, such as cardboard boxes, with the parts provided to Nokia's Fort Worth plont.
--- ~ ---------------
482
Chapter 12 Just-in-Time and Lean Manufacturing
invest heavily in engineering studies and equipment modifications to achieve drastically reduced setup times, establish training programs that train workers for several jobs, and develop different business strategies with narrower product lines that allow stable and level production schedules. Unless manufacturers are willing to commit to this new price instead of the old price of high inve-ntory levels and low customer responsiveness, they cannot expect to reap the benefits of TIT.
SUCCESS AND JIT MANUFACTURING
---,---------_._
T
Some of the success of companies that use JIT manufacturing may not be attributed only to ill. Successful companies .also have:
Business strategies based on producing standardized products that can be mass produced both at low cost and with outstanding product quality.
The latest production technology, including robotics, flexible manufacturing systems (FMS), group technology (GT), automatic storage and retrieval systems (ASRS), bar coding, computer-aided design/computer-aided manufacturing (CAD/CAlvI), and computer-integrated manufacturing (CIM).
~ Focused factories that are specialized in particular technologies or products. These factories are smaller, more compact, and require less capital investment.
Master- production schedules that are stable and level. Not only do they not vary in level of load from month to month, they also freeze the early part of production schedules.
The economies ofreduced setup times. Less labor is used to make the setups, and machines are not idle as long during the setups. This can contribute to lower Iabor cost and under certain conditions, higher machine capacity utilization. Workers trained on many jobs. They can move from one job to another as needed to balance the workload, which contributes 10 high worker utilization and lower labor cost'>. In some companies, nonunion workers are uninhibited by restrictive union rules.
Job security programs for their workers. Less employee turnover results in a bettertrained work force and reduced hiring and training costs.
A younger labor force, Health care and retirement costs are less.
Total quality management (TQM) programs. Every worker is involved and motivated to make the company a success through perfect product quality. Subcontractor networks built on trust relationships between customers and suppliers. These long-term arrangements have resulted in constancy of supply, improved quality of supplied materials, and, in the long run, reduced cost of materials. Participative management styles. The attitude of managers toward workers, and benevolent company personnel policies, have tended to develop cooperation between workers and management. Proponents of these management styles claim that these factors have resulted in more committed workers.
We probably shall never know which of these factors or combination of factors account for the success of today's businesses, because they all have been blended and integrated with JIT by the manufacturers and it is impossible to separate them. In the end, TIT andthe other factors listed above comprise a total system and philosophy of manufacturing, and it is the whole rather than the parts that accounts for their success. Business Snapshot t 2.4 describes how other approaches to manufacturing improvement can be integrated with lIT as the implementation of JIT matures in a company.
Success and JIT Manufacturing
When JJT is first successfully irnplemented in a company, the benefits are usually clear and oppeor v substantial. But as the years go
by, the rate of improvements decreases. To continue improving
the operations, companies may adopt other approaches to en-
thonce their JIT manufacturing approach. The evolving operations at Amadas demonstrate such a
strategy.
Amadas Industries of Suffolk, Virginia, manufactures agricultural machinery, including peanut combines and hard-hose irrigators, and industrial machinery, induding equipment for processing horflcollurol mulches and for recycling organic waste products. With about 30 standard product mod-
. els, agricultural machines are built in botches of 10 to 25 units, and industrial machines are built in batches of 1 to 3 units and are often custom designed.
Maturing JIT Implementation at Amadas
!n the 1990s, Amadas decided to implement JIT. Significant benefits were realized in labor cost and lead time improvements. After a couple of years, the improvement projects and successes conti"nued, but it appeared that the number of successes and benefits were declining. Taking further steps to reduce setup times on machinery, for example, would be
. expensive and would result in
only marginal improvements. At firsl this was a mailer of concern to 'management, but it was later recognized as a normal port of the maturing process of JIT manufacturing. Amadas ~ad "picked all the low hanging fruit." The cornpony needed a means of determining which projects now had the greatest potential benefit and should be undertaken.
After studying different books on manufacturing, Amadas's management decided to adopt the the-
483
ory of constraints (TOC) approach 10 analyzing the production systern. The general goal of TOC analysis is to identify bottlenecks in the production system that are currently limiting the amount or. rate of production. The TOC analysis identified a CNC plasma torch as a constraint. Subse-quently, a setup-reduction project was undertaken to change the materials-handling equipment be-ing used.
Another constraint identified by TOC analysis was the purchasing deportment. To improve the timely availability of purchased parts, a Kanban system was then established for purchased parts.
Arrangements were made with .
suppliers and Kanban 'cards were posted at the storage locations. Continuous improvement is still an ongoing effort at Amadas, and both JIT and TOe are playing important roles in this effort.
SOL/fc'E': Hobbs, Jr .• O. Kermit. 'N\onr:lging JIT toward Malurity." Production (rnd Inventory Management Journal 38. no -. 1 {First Quarter 19971: 47-·50.
Whether most U.S. manufacturers should adopt JIT manufacturing is still an unanswered question. For some U.S. firms, the principal means of competing is not through short delivery times. For these firms, the cost and turmoil of implementing TIT may not be justified.
It can take many months and even years to change the fundamental culture of a company to one that is equipped to engage in time-based competition. The organization commitment from top to bottom is enormous, and such programs cannot be undertaken lightly with the idea of trying another new buzzword fromthe business press. Until small lot sizes are realized through factory-wide programs to reduce setup times, ill just won't work. Also, unless product lines are narrowed through different business strategies, the nonrepetitive nature of production processes will work against JIT. Although MRP handles great product variety extremely well, TIT simply will not work as well under these conditions.
In their enthusiasm to gain the benefits of JIT manufacturing, U.S. manufacturers should not give up the positive features of their production systems with(;>ut assurances
484
Chapter 12 Just-in-Time and Lean Manufacturing
that the new methods will achieve better results. Presently, some U.S. manufacturers accept high inventories as the price they must pay to achieve high worker and machine utilization. Although JIT manufacturers have achieved high worker and machine utilization without high inventories, they are paying a different price. These companies are investing heavily in automated equipment, cross-training of workers, engineering studies, and other improvements to achieve the benefits of lIT.
~-. '
JIT IN SERVICE. COMPANIES
• 0 "· _
The JIT goals of reduced waste, improved quality, and shorter lead times are attractive to all industries. In recent years, many service organizations have adopted some of the approaches and techniques of the JIT philosophy, in order to achieve some of these benefits. One such technique is poke-yoke, Or mistake-proofing. Mistake-proofing refers to redesigning a process so that it is more difficult to make a mistake in the process.
As an example of mistake-proofing, consider an office worker that must put a check mark in eight specific boxes on a paper form that has dozens of boxes, and this process must be performed on hundreds of the forms. To prevent the wrong boxes from being checked by mistake, a template could be made that is overlaid on the paper form. The template would have only eight cutout holes in the precise locations of the correct boxes to be checked off. The worker would line up the template with the paper form and put check marks in all of the cutout locations. The process would be faster and no mistakes would be made. This technique is frequently used in JIT manufacturing and can be easily adopted in service organizations. .
.. Another technique often used in ~IT manufacturing is good housekeeping. The APICS Dictionary defines housekeeping as "the manufacturing activity of identifying and maintaining an orderly environment for preventing errors and contamination in the manufacturing process."? Both Lockheed Martin and Boeing have adopted good housekeeping rules as part of their lean manufacturing initiatives. Boeing even implemented these housekeeping rules in its service function departments, such as accounting, finance, and information systems. .
These housekeeping rules are often referred to as the 5S process, which originated from the five Japanese.words seiri (sort), seiton (straighten), seiso (sweep. or spic and span), seiketsu (standardize), and shitsuke (self-discipline): These five housekeeping rules are:
Sort-simplify what is kept 'or stored at each workstation. Straighten-keep every item in a designated place at each workstation. Sweep-keep each workstation clean.
Standardize-set standards. and require all employees to follow these rules as a habit.
Self-discipline-instill the discipline in employees to keep their workstations Ofganized.
These JIT approaches and many others are useful in service organizations as well as in manufacturing. And service operations managers can help to make their organizations more competitive by studying how manufacturing companies have implemented these JIT approaches.
11T in Service Companies
Wrap-Up
WHAT WORLD~CLASS COMPANIES DO
. 485
For many companies today, the name of the game is time-based competition. For them, the principal means of capturing market share is through finding ways to shrink the order-to-delivery cycle.
r
Just-in-time (lIT) or lean manufacturing is a sys-
tem that speeds production of products so much that no other form of production can compete. In JIT manufacturing, the fundamental culture of the organization must change from one of emphasizing labor and machine utilization to one that focuses on speed, And speed of production is achieved through drastically reducing manufacturing lead times.
Certain prerequisites must be present before TIT has a chance tv succeed, Production must be repetitive manufacturing, or production must be changed to the extent that it behaves like repetitive manufacturing. Products mustmove through production in a continuous flow without waiting at any step. Schedules must be stabilized and leveled, and factories must become more specialized and focused. These changes make production planning and control simple enough to allow lIT to work. And costly programs must be implemented to increase production capacity by increasing production rates and reducing setup times. Additionally, programs must eliminate product defects and machine breakdowns as sources of interrupting production. To cope with unexpected events, workers must be cross-trained so that they can do several jobs.
All the elements of lIT are essential=-eliminating waste, enforced problem solving, building teamwork, total quality management, parallel processing. Kanban production control, JIT purchasing, and ongoing programs that reduce inventories and bring about repetitive manufacturing.
For the companies that can implement a successful m manufacturing system, the rewards are enormous. Inventories will be drastically reduced, and the time from order to delivery is greatly reduced, allowing them to use speed as a weapon to capture market share. Product quality is improved, and the cost of scrap is reduced. Teamwork and organizational flexibility allow these companies to respond to all kinds of customer needs. And because JIT focuses 'on problem solving in production, manufacturing operations are streamlined and problem free.
Japanese and U.S. manufacturers in great. numbers have switched their operations to JIT. But tijey have had to invest heavily in engineering studies and equipment modifications to drastically reduce setup times, training programs that train workers for several jobs, and new business strategies with narrower product lines that allow stable and level production schedules. Unless manufacturers are willing to make this kind of organization commitment, they cannot expect to reap the benefits of TIT.
Companies that have successful JIT programs in place are prepared to engage in time-based competition. Many believe that in JIT we have a glimpse of the future where speed will be the key factor in winning market share in global markets. Too many companies have switched to TIT to not pay attention.
Many JIT approaches can also be used in service organizations. Techniques such as mistakeproofing, housekeeping rules, cross-trained workers, rigorous preventive maintenance programs, and a strong focus on quality can help service operations to become more competitive.
------------------_._-------
486
Chapter 12 Just-in-Time and Lean Manufacturing
~~.' ~ __ .r~ __ .. ~__"_'_ __ ~-"'~~--""'-'-""""·· ....,."...,.po>" .. _- ~.-+<. '.-' M'"~_"" ",".~.v •• _..,..~ _ _.,.,...'-'~_._, ........ , ....... ~,_,., __ ' __ -"_.- ....... "'-'c------ ... ~,.-".,-~-.-, _.__,.,~~
REVIEW AND 'DISCUSSION QUESTIONS
._-,----,. __ ..• -_._ ._ .... _ .. _'-"_-'-'- --.-.--~--
1. List some other names for just-in-time manufacturing.
2. Explain the meaning of time-based competition.
3. What is the order-to-delivery cycle? What are its
components? ~ ,
4. Compare and contrast the philosophy of traditional and ,JIT manufacturing. What are their objectives? How do they achieve them?
5. Explain the relationship between capacity utilization and manufacturing lead times from Figure 12.2.
6. List and explain the prerequisites of JIT manufacturing. Briefly explain why each is a prerequisite.
7. Who is Shigeo Shingo? What are his contributions to JIT manufacturing? .
8. Explain the meaning of Figure 12.3. Uncovering Production Problems.
9. Explain the roles of people in JIT. What is the mean- , ing of empowerment of workers in TIT?
10. Why is total quality management (TQM) important in TIT?
11. What is parallel processing? Why is it desirable in TIT?
12. Briefly explain how Kanban works on the shop floor. What are Kanban cardsi- How are they used in Kanban?
13. List and explain the components of ill purchasing.
14. Explain what companies cari do to reduce inventories.
15: Explain some of the things that companies can do to make their operations behave more like repetitive
manufacturing. -
16. List and explain the benefits of ill manufacturing.
17. Explain the difficulty of identifying the reasons for the successes of companies that use JIT manufacturing.
18. Explain the concepts of mistake-proofing and good housekeeping.
1. The Shingo Prize, named after Shigeo Shingo, recognizes world-class manufacturing excellence, Visit the web site http://www.shingoprixe.org and describe what this award is intended to recognize. What companies are eligible to apply for this award?
2. Toyota is the company most credited with formalizing the JIT approach to manu- . facturing. Visit Toyota's web site at http://www.gl~bal.toyota.com and go to Corporate Info. Click on the label "Production -& History," and then click on "making things." Step through Toyota's virtual to~ of its manufacturing process and describe some of the interesting aspects you learned about Toyota's manufactur-
ing approaches. -
3. The Kaizen Institute was founded by Masaaki Imai, who helped make the term Kaizen popular in the 1980s. Visit the web site of the Kaizen Institute at hHp:llwww.kaizen-institute.com. What is the meaning of the word Kaizen? What are the 10 basic tips for Kaizen activities?
4. Search the Internet for a consulting company that assists firms in implementing JIT manufacturing or lean manufacturing. Describe the relevant services offered.
';~-\~R.OBLEMS
i,~·.t-;~!<' .. ~::~ :-':~, _:-'; _, __ : ,c. ~ • __ ~ ....... *,,~ ..•• ,
1. A production operation is a single-channel, single-phase, unlimited-queue-length queuing system. Products arrive at the operation at an average rate of 30 per hour, and the present average production rate is 33 products per hour. Management wants products to be at the operation an average of only 0.1 hour. What is the new average production rate at the operationr
Problems
487
2. In Problem 1, how much would the average work-in-progress (WIP) inventory be reduced with the new production rate?
3. A production operation is a single-channel, single-phase, unlimited-queue-length queuing system. Products arrive at the operation at an average rate of 90 per hour, and the automated operation produces products at a constant rate of 95 products per hour. Engineering can modify the machinery at the operation to increase the production capacity to a constant rate of 105 products per hour. How much would the average lead time be reduced?
4. In Problem 3, how much would the average WIP be reduced with the improvement in lead time?
,
5. A production operation is a single-channel, single-phase, limited-queue-length queuing system. Products arrive at the operation at an average rate of 35 per hour, and the average production rate is 40 products per hour. There can only be a maximum of 4 products in the system because of space limitations. Use the POM Software Library to answer these questions: What is the average WIP at the operation? What is the probability that the operation will not be idle?
6. A production operation is a multiple-channel, single-phase, unlimited-queue-length queuing system. Products arrive at the operation at an average rate of 70 per hour. Each of the three parallel channels has an average production rate of 25 products per hour. Use the POM Software. Library to answer these questions: What is the average WIP at the operation? What is the average lead time at the operation? ~
7. If U = 250 parts per hour, T = 0.25 hour, P = 0.15, and C = 24 parts per container, how many Kanban containers are required?
8. There are two adjacent work centers, a downstream (using) work center and an upstream (producing) work center. The production rate of the using work center is 150 parts per hour. Each standard Kanban container holds 50 parts. It takes an average of 0.9 hour for a container to make the entire cycle from the time it leaves the upstream work center until it is returned, filled with production, and leaves again.
a. Compute the number of containers needed if the Kanban system is rated at a P of 0.25.
b. Would C ordinarily be rounded up or down? Why?
9. A company is using a Kanban system for production control between two adjacent work centers. The downstream work center has a production rate of 300 parts per hour. Management wants to have a P value of 0.1 and use three containers between the upstream and downstream work centers. If the desired time for a container to make the entire cycle from the time it leaves the upstream work center until it is returned, filled with parts, . and leaves again is 30 minutes, how many parts should each container hold?
to. A production analyst and an industrial engineer are investigating potential setup time reductions at their plant to help make the production processes more efficient. A hydraulic stamping machine currently requires about 25 minutes for the machine operator to complete a changeover between different part types, Each part requires 2.75 minutes for the stamping process. Parts are currently produced in batches of 30 units. The labor rate is $15.75 per hour.
a. What is the current average labor cost per part, including changeovers?
b. If the changeover time could be reduced to 10 minutes, how much labor cost per part would be saved using the current batch size of 30 units?
488
CASE
Chapter 12 lust-in-Time and Lean Manufacturing
c. If the changeover time could be reduced to 10 minutes, how much could the batch size be reduced in order to achieve the current average labor cost per unit?
11. A manufacturing engineering team is analyzing the changeover efficiency of a machine. The machine currently requires about 55 minutes for the machine operator to complete a changeover between different part types. Each part requires 7.5 minutes for processing. Parts are currently produced in batches of 40 units. The labor rate is $16.50 per hour.
a. What is the current average labor cost per part, including changeovers?
b. If the- changeover time could be reduced to 30 minutes, how much labor cost per part would be saved using the current batch size of 40 units?
c. If the changeover time could be reduced to 30 minutes, how much could the batch size be reduced in order to achieve the current average labor cost. per unit?
12. A TIT implementation team is evaluating lot sizes and setup times throughout the factory. The first machine to be evaluated currently requires about 20 minutes for the machine operator to complete- a changeover between different part types. Each part requires 1.2 minutes for processing. Parts are currently produced in batches of 60 units. The labor rate is $14.50 per hour.
a. What is the current average labor cost per part, including changeovers?
b. If the changeover time could be reduced to 10 minutes, how much labor cost per part would be saved using the current batch size of 60 units?
c. If the changeover time could be reduced to 10 minutes, how much could the batch size be reduced in order to achieve the current average labor cost per unit?
d. What changeover time would be required to produce in batches of 15 units and achieve the current average labor cost per part?
13. A production analyst and an industrial engineer have set a target batch size of 5 parts on the hydraulic stamping machine. The production rate is 18 parts per hour, the usage rate is 3 parts per hour, the carrying cost is $14.90 per unit per year, the ! labor rate is $15.75 per hour, and the annual demand is 3,000 per year. (The machine operator performs the setup.) (Hint: Use the EOQ model for production lots that is discussed in Chapter 14.)
a. What must the setup time be for the hydraulic stamping machine?
h. Compared to the current setup time of 25 minutes, is the setup time computed in Part a even possible? Discuss what could be done at the work center to
achieve such a setup time. .
Utah Medical Instruments Inc.
Utah Medical Instruments Inc. (UMI) manufactures precision equipment and parts for the laser eye surgery industry. UMI is implementing a JIT manufacturing system and is striving to reduce lead times throughout production. The production operation performed at work center #6 is the bottleneck operation for the entire production system. This means that the production rate at this operation is the slowest production rate in the factory. So in effect, the operation at work center #6 controls the production rate of the entire factory. The production rates at all other work centers are at least !O per-
Selected Bibliography
489
cent greater than at work center #6, so improving the production rate at work center #6 will result in greater output for the entire factory.
Work center #6 is made up of five identical machines working in a parallel arrangement. Parts arrive at the work center at an average rate of 60 parts per hour and flow to the machine with the shortest waiting line. Each machine can process an average of 13 parts per hour.
UM! management is now studying two proposals for speeding the flow of parts through work center #6. Proposal A would install new variable-speed controllers on all the machines, average production rates would be increased to 15 parts per hour, and the total cost of equipment enhancements would be $80,000. Proposal B would add another identical machine to work center #6, and the cost would be $100,000. Use the POM Software Library to answer the following questions.
Assignment
1. What is the average lead time at work center #6 now?
2. What would be the average lead time at work center #6 with Proposal A?
3. What would be the average lead time at work center #6 with Proposal B?
4. Evaluate the two proposals. Whic~ one would you recommend? Why?
Giles, Christopher A., James J. King, Ryan C. Murphy, and Paul J. Roney, "Meeting Customer Demand through Mixed-Model Manufacturing." Production and Inventory Management Journal 38, no. 2 (Second Quarter 1997): 82-87.
Cox. James F., Ill, and John H. Blackstone, eds. APlCS Dictionary, 9th ed., p. 47. Falls Church, VA: APICS-The Educational Society for Resource Management. 1998. Cox. James F., Ill, and John H. Blackstone, eds. APICS Dictionary. 9th ed., p. 49. Falls Church, VA: APICS-The Educational Society for Resource Management, 1998. Blackburn, Joseph. "Time-Based Competition: JIT as a Weapon." APICS: The Performance Advantage (July 1991): 30-34.
Ford, Henry. Today and Tomorrow. London: William Heinemann, Ltd., 1926.
Allen. John H. "Make Lean Manufacturing Work for You." Man-
ufacturing Engineering 124, no. 6 (June 2000): 54--64.
Avery, Susan. "E-Procurement Is One Tool to Reduce Costs. Cycle Time." Purchasing 129, no. 5 (Sept. 2000):
SI5-S23.
Luciana, and Stephen A. Butler. "Introducing TIT Manufacturing: It's Easier Than You Think." Business Horizons 43. no. 5 (Sept./Oct. 2000): 61-64.
1)1a.CKIJUrn. Joseph O. Time-Based Competition. Homewood, IL:
Business One Irwin. 1991.
6. Hall, Robert W. Zero Inventories, p. 37."Homewood, IL:
Dow Jones-Irwin, 1983.
7. Leschke, John P. "The Setup-Reduction Process: Part 1."
Production and Inventory Management Journal 38, no. 1 (First Quarter 1997): 32-37.
8. Leschke, John P. "The Setup-Reduction Process: Part 2-" Setting Reduction Priorities." Production and Inventory Management Journal 38, no. 1 (First Quarter 1997): 38-42.
9. Cox, James E, III, and John H. Blackstone, eds, APICS Dictionary, 9th ed., p. 82. Falls Church, VA: APICS- The Educational Society for Resource Management. 1998.
10. Cox, James E, III, and John H. Blackstone, eds. APlCS Dictionary, 9th ed., p. 41. Falls Church, VA: APICS-The Educational Society for Resource Management, 1998.
Cox, james E, III, and John H. Blackstone, eds. APICS Dictionary, 9th ed. Falls Church, VA: APICS-The Educational Society for Resource Management, 1998.
Eckes, George. The Six Sigma Revolution: How General Electric and Others Turned Process into Profits. New York:
John Wiley & Sons, 2000.
Ford, Henry. Today and Tomorrow. London: William Heinemann, Ltd., 1926.
Hall, Robert W. Zero inventories. Homewood, IL: Dow Jones-Irwin, 1983.
490
Chapter 12 Just-in-Time and Lean Manufacturing
Klassen, Ro~ert D. "Just-in-Time Manufacturing and Pollution Prevention Generate Mutual Benefits in the Furniture Industry." Interfaces 30, no. 3 (May/June 2000): 95-106.
Laraia, Anthony C., Patricia E. Moody, and Robert W. Hall. The Katzen Blitz; Accelerating Breakthroughs in Productivity and Performance. New York: John Wiley & Sons, 1999.
Leschke, John P. "The Setup-Reduction Process: Part 1." Production and Inventory Management Journal 38, no. 1 (First
Quarter 1997): 32-37. v •
Leschke, John P. "The Setup-Reduction Process: Part 2-8etting Reduction Priorities." Production and.Inventory Management Journal 38, no. 1 (First Quarter 1997): 38-42.
McLachlin, Ron. "Management Initiatives and Just-In-Time Manufacturing." Journal of Operations Management 15, no. 4 (November 1997): 271-292.
Mia, Lokman. "Just-in-Time Manufacturing, Management Accounting Systems, and Profitability." Accounting and Business Research 30, no. 2 (Spring 2000): 137-151.
Minahan, Tim. "Dell Computer Sees Suppliers as Key to JIT." J Purchasing 123, no. 3 (September 4, 1997): 43-48.
Monden, Yasuhiro. Toyota Production System: An Integrated Approach to Just-In-Time, 3rd ed. Norcross, GA: Engineering & Management Press, 1997.
Nicholas, John M. Competitive Manufacturing Management:
Continuous Improvement, Lean Production, CustomerFocused Quality. Boston: IrwinlMcGraw-Hill, 1998.
Ohno, Taiichi, and Setsuo Mito. Just-in-Time for Today and Tomorrow. Cambridge, MA: Productivity Press, 1988.
Pierce, F. David. "Applying Just in Time to Safety and Health."
Occupational Health & Safety 66, no. 4 (April 1997): 65-69.
Power, Damien, and Amrik S. Sohal. "Human Resource Management Strategies and Practices in Just-in-Time Environments: Australian Case Study Evidence." Techno .... ation 20 no. 7 (July 2000): 373-387. '
Ruffa, Stephen A., and Michael J. Perozziello, Breaking the Cost Barrier: A Proven Approach to Managing and Implementing Lean Manufacturing. New York: John Wiley & Sons, 2000.
Sabin, Funda. "M~nufacturing Competitiveness: Different Systems to Achieve the Same Results." Production and Inventory Management Journal 41, no. 1 (First Quarter 2000): 56-65.
Schniederjans, Marc J., and John R. Olson. Advanced Topics in Just-In-Time Management. Westport, CT: Quorum Books 1999. . '
Schon~rger: Richard J. Japanese Manufacturing Techniques:
Nine Hidden Lessons in Simplicity. New "YOrk: Free Press 1982. '
Standard, Charles, and Dale Davis. Running Today's Factory:
A Proven Strategy for Lean Manufacturing. Cincinnati, OH: Hanser Gardner Publications, 1999.
Wantuck, Kenneth A. Just-In-Time for America. Southfield, MI:
• KWA Media, 1989.·
Whitson, Daniel. "Applying Just-In-TIme Systems in Health Care." lIE Solutions 29, no. 8 (August 1997): 32-37.
Yasin, M. M., M. Small, and M. A. Wafa. "An Empirical Investigation of JIT Effectiveness: An Organizational Perspective." Omega 25, no. 4 (August 1997): 461-471.
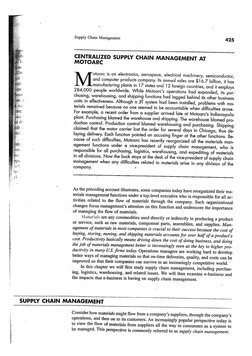
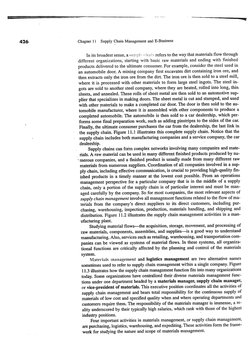

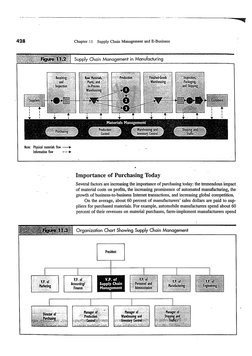


You might also like
- Streamlining Supply Chain for Retail SuccessNo ratings yetStreamlining Supply Chain for Retail Success2 pages
- Presentation On: Venture Capital & SebiNo ratings yetPresentation On: Venture Capital & Sebi14 pages
- Enhancing Supply Chain Performance StrategiesNo ratings yetEnhancing Supply Chain Performance Strategies3 pages
- Microsoft AppSource Partner Listing Guidelines PDFNo ratings yetMicrosoft AppSource Partner Listing Guidelines PDF10 pages
- Social Media Marketing: A Literature Review100% (2)Social Media Marketing: A Literature Review27 pages
- Corporate Governance Practice at NHPC LTD, Jaypee Associates & United KingdomNo ratings yetCorporate Governance Practice at NHPC LTD, Jaypee Associates & United Kingdom20 pages
- Investment Strategy and Cash Flow AnalysisNo ratings yetInvestment Strategy and Cash Flow Analysis11 pages
- From Zero To Millionaire Nicolas Berube 6 10100% (1)From Zero To Millionaire Nicolas Berube 6 105 pages
- Digital Marketing: Marketing Results That Matter0% (3)Digital Marketing: Marketing Results That Matter1 page
- Introduction To Sale of Goods Act & Contract ACT: by J.Michael Sammanasu JIMNo ratings yetIntroduction To Sale of Goods Act & Contract ACT: by J.Michael Sammanasu JIM34 pages
- Money Market Securities - : Certificates of Deposit (CDS)No ratings yetMoney Market Securities - : Certificates of Deposit (CDS)4 pages
- 10 Funding Options To Raise Startup Capital For BusinessNo ratings yet10 Funding Options To Raise Startup Capital For Business8 pages
- Introduction to Supply Chain ManagementNo ratings yetIntroduction to Supply Chain Management23 pages
- Unit 1 Introduction To Supply Chain and Logistics ManagementNo ratings yetUnit 1 Introduction To Supply Chain and Logistics Management19 pages
- Introduction to Supply Chain ManagementNo ratings yetIntroduction to Supply Chain Management57 pages
- BPSM 260 Fundamentals of Supply Chain ManagementNo ratings yetBPSM 260 Fundamentals of Supply Chain Management50 pages
- Supply Chain Management at Future Group IndustryNo ratings yetSupply Chain Management at Future Group Industry55 pages



























































