You might also like
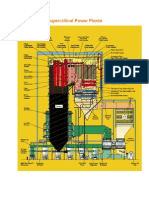
- Supercritical Power PlantsDocument57 pagesSupercritical Power Plantsmkchy12100% (4)
- Exp 1 Cross Flow Heat ExchangerDocument6 pagesExp 1 Cross Flow Heat ExchangerChristopher SequeraNo ratings yet
- BioGrace-I Excel Tool - Version 4d (N20 - Urea)Document138 pagesBioGrace-I Excel Tool - Version 4d (N20 - Urea)imran.teknikkimia100% (3)
- Emsland Germany Ka26 CCPP Project DatasheetDocument6 pagesEmsland Germany Ka26 CCPP Project DatasheetNihed KilaniNo ratings yet
- Deaerating Condenser Boosts Combined-Cycle Plant EfficiencyDocument5 pagesDeaerating Condenser Boosts Combined-Cycle Plant Efficiencybabis1980No ratings yet
- Ormat Technologies Inc. - Organic Rankine Cycle Power Plant For Waste Heat Recovery - 2013-05-09Document5 pagesOrmat Technologies Inc. - Organic Rankine Cycle Power Plant For Waste Heat Recovery - 2013-05-09Anonymous Cxriyx9HIX100% (1)
- Air Cooling SystemDocument12 pagesAir Cooling SystemMai DangNo ratings yet
- Organic Rankine Cycle Power PlantDocument6 pagesOrganic Rankine Cycle Power PlantPower PowerNo ratings yet
- Trends in Packaged Boiler Design PDFDocument10 pagesTrends in Packaged Boiler Design PDFpertspyNo ratings yet
- Deaerators in Industrial Steam Systems: Additional BenefitsDocument5 pagesDeaerators in Industrial Steam Systems: Additional BenefitsNaNo ratings yet
- Heat Recovery Steam Generator For Cheng Cycle Application: Reprinted From 1988Document5 pagesHeat Recovery Steam Generator For Cheng Cycle Application: Reprinted From 1988Herberth SilitongaNo ratings yet
- Evaporative CoolerDocument6 pagesEvaporative Coolersujiv_sujiv1278No ratings yet
- Heat Recovery From Tail Gas IncinerationDocument14 pagesHeat Recovery From Tail Gas IncinerationcanscotNo ratings yet
- Eone Generator Gas Dryer (GGD Ii) Justification and Specification InfoDocument6 pagesEone Generator Gas Dryer (GGD Ii) Justification and Specification InfoAmal ChinthakaNo ratings yet
- Condenser Oxygen ControlDocument6 pagesCondenser Oxygen Controlhappale2002No ratings yet
- Absorption Power CycleDocument1 pageAbsorption Power CycleMohan RubanNo ratings yet
- Install An Automatic Blowdown Control System: BackgroundDocument5 pagesInstall An Automatic Blowdown Control System: BackgroundNaNo ratings yet
- Oregen Wasted Heat Recovery CycleDocument6 pagesOregen Wasted Heat Recovery CyclesbiliristhodNo ratings yet
- New Deaerator For Boiler FeedwaterDocument6 pagesNew Deaerator For Boiler Feedwaterarjmandquest100% (2)
- Economic Implementation of The Organic Rankine Cycle in Industry PDFDocument11 pagesEconomic Implementation of The Organic Rankine Cycle in Industry PDFKendra TerryNo ratings yet
- ARPNpaperDocument13 pagesARPNpaperIan B. YtomNo ratings yet
- Words:: Thus Enhancing The Power Output. With Low Temperature ResourcesDocument3 pagesWords:: Thus Enhancing The Power Output. With Low Temperature ResourcesBogdanPNo ratings yet
- Utilisation of Sludge Gas For Power Generation Through Aero Gas TurbinesDocument9 pagesUtilisation of Sludge Gas For Power Generation Through Aero Gas TurbinesGirdhari JakharNo ratings yet
- 1995 Case Study CP&L Air In-Leakage Resolution Impact On ESP Costs & DowntimeDocument2 pages1995 Case Study CP&L Air In-Leakage Resolution Impact On ESP Costs & DowntimeMohandas paiNo ratings yet
- Costos de Inversión IGCCDocument16 pagesCostos de Inversión IGCCFrancisco José Lara TeuberNo ratings yet
- Sarkar 2010Document8 pagesSarkar 2010Bounty MaNo ratings yet
- The Electric Arc FurnaceDocument11 pagesThe Electric Arc FurnacePushkar KhannaNo ratings yet
- fb030 en COMDocument12 pagesfb030 en COMFaraj AlferjaniNo ratings yet
- 1 RCF Ammo V RevampDocument7 pages1 RCF Ammo V RevamprvnesariNo ratings yet
- Report 2005-9 OxycombustionDocument212 pagesReport 2005-9 OxycombustionFlavio ALVAREZNo ratings yet
- Combined Cycle (FGD)Document20 pagesCombined Cycle (FGD)jmclaug502No ratings yet
- Designing Large Package BoilersDocument3 pagesDesigning Large Package BoilersdemonarundoNo ratings yet
- Ormat Technologies Inc. - Ormat Energy Converters Proven Power From Cement Plant Waste Heat - 2013-05-09Document7 pagesOrmat Technologies Inc. - Ormat Energy Converters Proven Power From Cement Plant Waste Heat - 2013-05-09Kiran VeerubhotlaNo ratings yet
- PPCL Training ReportDocument46 pagesPPCL Training ReportAshutosh KumarNo ratings yet
- Optimization of Triethylene Glycol (Teg) Dehydration in A Natural Gas Processing PlantDocument5 pagesOptimization of Triethylene Glycol (Teg) Dehydration in A Natural Gas Processing PlantJessica KingNo ratings yet
- GT - Turbine Inlet CoolingDocument12 pagesGT - Turbine Inlet CoolingSharon Lambert100% (2)
- Teg PDFDocument5 pagesTeg PDFElena RicciNo ratings yet
- Advanced Gas Turbine Cycles For Power GenerationDocument10 pagesAdvanced Gas Turbine Cycles For Power GenerationRenzo Alexander RestrepoNo ratings yet
- Gas Turbine Performance EnhancementsDocument14 pagesGas Turbine Performance Enhancementsmahmouddiaa554No ratings yet
- EnergyEfficiencyImprovement ResearchgateDocument6 pagesEnergyEfficiencyImprovement ResearchgateAnonymous nw5AXJqjdNo ratings yet
- Power PlantDocument2 pagesPower PlantMahaveer SharmaNo ratings yet
- Evaluating Deaerator OperationDocument5 pagesEvaluating Deaerator OperationYanuar KrisnahadiNo ratings yet
- Energy Efficiency Improvement Strategies For Industrial Boilers: A Case StudyDocument5 pagesEnergy Efficiency Improvement Strategies For Industrial Boilers: A Case StudyHarshit PathakNo ratings yet
- Performance Evaluation of Boilers: Avinash Raj 17BME0136Document36 pagesPerformance Evaluation of Boilers: Avinash Raj 17BME0136Rashmi KumariNo ratings yet
- Pressurized Glycol Dehy SystemsDocument11 pagesPressurized Glycol Dehy SystemsJagan BoseNo ratings yet
- FCSG For SAGDDocument7 pagesFCSG For SAGDaugur886No ratings yet
- Hydrogen From Biomass - Catalytic Reforming of PyrolysisvaporsDocument4 pagesHydrogen From Biomass - Catalytic Reforming of PyrolysisvaporsVentrue LeongNo ratings yet
- Boiler - Fouling and EfficiencyDocument11 pagesBoiler - Fouling and EfficiencyUdhayakumar VenkataramanNo ratings yet
- Soot Blowing and AdvantagesDocument10 pagesSoot Blowing and AdvantagesUdhayakumar VenkataramanNo ratings yet
- Compressor StudyDocument4 pagesCompressor StudytomgilmartinNo ratings yet
- Chapter 5 PDFDocument26 pagesChapter 5 PDFHari650No ratings yet
- Ultratech Kotputli CementDocument44 pagesUltratech Kotputli CementSai Sricharan ReddyNo ratings yet
- 19PEE60Document36 pages19PEE60Aaron BlayertNo ratings yet
- Ammonia The Next StepDocument11 pagesAmmonia The Next StepmuralleroNo ratings yet
- Dehumidification With Extra BiteDocument4 pagesDehumidification With Extra BiteBasil OguakaNo ratings yet
- Design of A Chimney With GRP Liner For Low and High Temperature OperationDocument5 pagesDesign of A Chimney With GRP Liner For Low and High Temperature OperationhozipekNo ratings yet
- Process Steam Systems: 5.1 OverviewDocument24 pagesProcess Steam Systems: 5.1 OverviewUtku KepcenNo ratings yet
- 1.1 Supercritical Technology: Standard Technical Features of BTG System For Supercritical 660/800 MW Thermal UnitsDocument10 pages1.1 Supercritical Technology: Standard Technical Features of BTG System For Supercritical 660/800 MW Thermal UnitsnareshvkkdNo ratings yet
- Ehandbook Strategize Your Steam SystemDocument18 pagesEhandbook Strategize Your Steam SystemMPham100% (1)
- Bet SteelDocument3 pagesBet SteelMohammad Ali ZamanNo ratings yet
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Mechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesFrom EverandMechanics of the Household: A Course of Study Devoted to Domestic Machinery and Household Mechanical AppliancesNo ratings yet
- Material Safety Data SheetDocument2 pagesMaterial Safety Data SheetghezelasheghiNo ratings yet
- d4 Intake DesignDocument5 pagesd4 Intake DesignchoibeNo ratings yet
- Constructal Multi-Scale Structure For Maximal Heat Transfer Density - BejanDocument11 pagesConstructal Multi-Scale Structure For Maximal Heat Transfer Density - BejanghezelasheghiNo ratings yet
- Submersible Non-Clog Pumps Minimum Submergence ConsiderationsDocument4 pagesSubmersible Non-Clog Pumps Minimum Submergence ConsiderationsghezelasheghiNo ratings yet
- Sea Water Intake DrawingDocument2 pagesSea Water Intake DrawingghezelasheghiNo ratings yet
- What Is A Safe NPSH Margin For A Centrifugal PumpDocument6 pagesWhat Is A Safe NPSH Margin For A Centrifugal PumpghezelasheghiNo ratings yet
- Gtpei 2Document8 pagesGtpei 2sharjeel49No ratings yet
- H-Holger Rogner ICTP June2017 Energy System Modelling PDFDocument38 pagesH-Holger Rogner ICTP June2017 Energy System Modelling PDFWonde BogNo ratings yet
- Final Report PDFDocument76 pagesFinal Report PDFswai singhNo ratings yet
- Kapco Power Plant ReportDocument30 pagesKapco Power Plant Reportsohail abdulqadir100% (1)
- Gas Turbine ReportDocument13 pagesGas Turbine Reportwaleed100% (1)
- Catalog Steam Turbines 2013 Engl PDFDocument36 pagesCatalog Steam Turbines 2013 Engl PDFvamsiklNo ratings yet
- Descriptions of Past Research - Boiler and Turbine Steam and Cycle Chemistry Program PDFDocument440 pagesDescriptions of Past Research - Boiler and Turbine Steam and Cycle Chemistry Program PDFShesharam Chouhan0% (1)
- New and Advanced Conversion TechnologiesDocument155 pagesNew and Advanced Conversion TechnologiesRudra MurthyNo ratings yet
- Electricity Market ReportDocument34 pagesElectricity Market Reportliked_10No ratings yet
- Combined CycleDocument482 pagesCombined CycleEu Aumentado100% (2)
- MOU (00) - Introduction LDocument37 pagesMOU (00) - Introduction LDRISSI100% (2)
- Gas Steam Specs PDFDocument10 pagesGas Steam Specs PDFhggil3802No ratings yet
- Ge High TempDocument5 pagesGe High TempkensoiNo ratings yet
- Operator Activity EXTERNALDocument1 pageOperator Activity EXTERNALdecandana100% (1)
- Thermo Flow Brochure 2002Document14 pagesThermo Flow Brochure 2002marco_a_salasNo ratings yet
- 1.0 Lanco Corporate PresentationDocument46 pages1.0 Lanco Corporate PresentationNarendra SaiNo ratings yet
- GT PresentaionDocument98 pagesGT Presentaionmujeebtalib100% (6)
- Advanced Syngas Technology: Dr. Ronald Britton, Methanex Corporation, Canada Mr. Robert Kirkpatrick andDocument7 pagesAdvanced Syngas Technology: Dr. Ronald Britton, Methanex Corporation, Canada Mr. Robert Kirkpatrick andMarcelo Varejão CasarinNo ratings yet
- HEFAT 2011 - ORC Vs Steam - FinalDocument8 pagesHEFAT 2011 - ORC Vs Steam - FinalPower PowerNo ratings yet
- Catalog of CHP TechnologiesDocument131 pagesCatalog of CHP TechnologiesHotib PerwiraNo ratings yet
- Power Plants Product Catalogue 2010Document92 pagesPower Plants Product Catalogue 2010Jesudhason PrinceNo ratings yet
- Prospects of Improving Energy Consumption of The M PDFDocument15 pagesProspects of Improving Energy Consumption of The M PDFBaher SalehNo ratings yet
- DL T 5174Document191 pagesDL T 5174ananizisikimNo ratings yet
- Calculation Exercise-Combined Cycle3Document6 pagesCalculation Exercise-Combined Cycle3inno danNo ratings yet
- Industrial Training Report-IPGCL& PPCLDocument92 pagesIndustrial Training Report-IPGCL& PPCLSaurav Kumar100% (2)
- Gpsa 15Document28 pagesGpsa 15David Cortez Peralta100% (1)
- Ka26 Combined Cycle Gas Power Plant UpgradeDocument2 pagesKa26 Combined Cycle Gas Power Plant UpgradepaulwaNo ratings yet
- UK P3 VEN 0153 201409 02 Vent Silencer CatalogueDocument9 pagesUK P3 VEN 0153 201409 02 Vent Silencer Cataloguetiffanyyy00No ratings yet