You might also like
- Pid ExplainedDocument4 pagesPid ExplainedShiva Sai BuraNo ratings yet
- Introduction To PID ControlDocument6 pagesIntroduction To PID ControlIonescu ViorelNo ratings yet
- PID Controllers Explained - Control NotesDocument9 pagesPID Controllers Explained - Control NotesSPK 27No ratings yet
- 21 THDocument32 pages21 THujjwal kumarNo ratings yet
- Pid Controller Tuning: S.no Name of The ChapterDocument35 pagesPid Controller Tuning: S.no Name of The ChapterAmit TripathiNo ratings yet
- PID CONTROLLER EXPERIMENTDocument13 pagesPID CONTROLLER EXPERIMENTMohd KhairiNo ratings yet
- Pid 1Document8 pagesPid 1Renato Torres SNo ratings yet
- Designing PID AlgorithmDocument7 pagesDesigning PID AlgorithmVu Duc TruongNo ratings yet
- P-I-D Controller Literature ReviewDocument12 pagesP-I-D Controller Literature ReviewMalek Marry AnneNo ratings yet
- Pid Control TheoryDocument8 pagesPid Control TheorySonu SinghNo ratings yet
- Special Nonlinear PID ControllersDocument25 pagesSpecial Nonlinear PID ControllersawalmeidaNo ratings yet
- PID Controller Working Principle Explained For BeginnersDocument6 pagesPID Controller Working Principle Explained For BeginnersPramillaNo ratings yet
- PID ControllersDocument6 pagesPID ControllersNguyễn HảiNo ratings yet
- Objective of The StudyDocument9 pagesObjective of The StudyFnur FatihahNo ratings yet
- Design and applications of fuzzy logic PID controllerDocument19 pagesDesign and applications of fuzzy logic PID controllerPriya BhardwajNo ratings yet
- Report ControlDocument33 pagesReport Controlajwadalfatani100% (5)
- The Working Principle of A PID Controller For BeginnersDocument15 pagesThe Working Principle of A PID Controller For BeginnersSaber AbdelaalNo ratings yet
- Tuning A PID Controller: Guillermo J. CostaDocument6 pagesTuning A PID Controller: Guillermo J. CostaDeepak RainaNo ratings yet
- Pid EeeeDocument28 pagesPid Eeeecyprian obotaNo ratings yet
- P, I, D, PI, PD, and PID ControlDocument14 pagesP, I, D, PI, PD, and PID ControlArnav KothiyalNo ratings yet
- Closed loop temperature controlDocument6 pagesClosed loop temperature controlsjsujiprasadNo ratings yet
- EVMS Full Notes PDFDocument78 pagesEVMS Full Notes PDFNaveen DhanurajNo ratings yet
- PIIIDDocument12 pagesPIIIDLionel81No ratings yet
- PID Explained For Process Engineers - Part 1 - The Basic Control Equation PDFDocument8 pagesPID Explained For Process Engineers - Part 1 - The Basic Control Equation PDFCristian UrregoNo ratings yet
- AVR221 Discrete PID ControllerDocument10 pagesAVR221 Discrete PID ControllerSadık KorkmazNo ratings yet
- Report On Pid ControllerDocument14 pagesReport On Pid Controllersura samirNo ratings yet
- L-14 (SS) (Iac) ( (Ee) Nptel)Document10 pagesL-14 (SS) (Iac) ( (Ee) Nptel)Marvin BayanayNo ratings yet
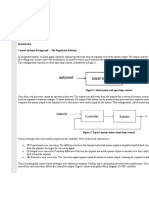
- Control Systems Background - The Regulation ProblemDocument19 pagesControl Systems Background - The Regulation ProblemHilmy Pramuditya FhansuriNo ratings yet
- Control SystemsDocument18 pagesControl Systemsgayatri jaltareNo ratings yet
- Examining The Fundamentals of PID ControlDocument7 pagesExamining The Fundamentals of PID ControlbariNo ratings yet
- Mizan Tepi Campus Lab Report Speed Control of DC MotorDocument16 pagesMizan Tepi Campus Lab Report Speed Control of DC MotorMelaku DinkuNo ratings yet
- Group 4 Lab 5Document16 pagesGroup 4 Lab 5Melaku DinkuNo ratings yet
- PID ControllerDocument5 pagesPID ControllerAbhilash MallikarjunaNo ratings yet
- PID controller basicsDocument21 pagesPID controller basicsSandesh Kumar B VNo ratings yet
- Lecture2 3Document25 pagesLecture2 3vrushalibhattNo ratings yet
- Contro EngineeringDocument29 pagesContro EngineeringNor AshimyNo ratings yet
- Process ControlDocument24 pagesProcess ControlEr Shubham RaksheNo ratings yet
- IPCDocument15 pagesIPCu can't see meNo ratings yet
- Control Manual Lab 8Document12 pagesControl Manual Lab 8Hussain HadiNo ratings yet
- اخررررر تعديلDocument10 pagesاخررررر تعديلAhmed nawfalNo ratings yet
- Implementing A PID Controller Using A PICDocument15 pagesImplementing A PID Controller Using A PICJavier CharrezNo ratings yet
- PID ControlDocument22 pagesPID ControlJessica RossNo ratings yet
- Tci Practica 8Document17 pagesTci Practica 8Iván Méndez FloresNo ratings yet
- Modifications To Standard Pid Control: 1 de M K e Edt T T DTDocument40 pagesModifications To Standard Pid Control: 1 de M K e Edt T T DTsiamak001No ratings yet
- PID ControlDocument11 pagesPID Controlhd03No ratings yet
- Chap 3Document10 pagesChap 3amol76No ratings yet
- What Is A PID ControllerDocument11 pagesWhat Is A PID ControllerANRG Batch 11No ratings yet
- Tarea2 Investigacion-Mcca-190090Document13 pagesTarea2 Investigacion-Mcca-190090Christian MendezNo ratings yet
- Chapter 19 Programming The PID AlgorithmDocument103 pagesChapter 19 Programming The PID AlgorithmMr KevinNo ratings yet
- PID Theory From WikipediaDocument7 pagesPID Theory From Wikipediaputra-tzuNo ratings yet
- PID TIA Portal 5Document110 pagesPID TIA Portal 5Yogi KipiantoNo ratings yet
- Implementing a simple PID controller without advanced mathDocument14 pagesImplementing a simple PID controller without advanced mathGiovanni Eliezer100% (2)
- Cascade Control 1Document4 pagesCascade Control 1Didik RiswantoNo ratings yet
- Control of DC Motor Using Different Control StrategiesFrom EverandControl of DC Motor Using Different Control StrategiesNo ratings yet
- Practical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsFrom EverandPractical Guides to Testing and Commissioning of Mechanical, Electrical and Plumbing (Mep) InstallationsRating: 3.5 out of 5 stars3.5/5 (3)
- Introduction to the simulation of power plants for EBSILON®Professional Version 15From EverandIntroduction to the simulation of power plants for EBSILON®Professional Version 15No ratings yet
- Advanced Techniques and Technology of Computer-Aided Feedback ControlFrom EverandAdvanced Techniques and Technology of Computer-Aided Feedback ControlNo ratings yet
- Practical, Made Easy Guide To Building, Office And Home Automation Systems - Part OneFrom EverandPractical, Made Easy Guide To Building, Office And Home Automation Systems - Part OneNo ratings yet