You might also like
- SPCDocument49 pagesSPCadibhai06100% (7)
- 13-Process Capability TrainingDocument43 pages13-Process Capability TrainingMansoor Ali100% (1)
- Six Sigma Green Belt Exam Study NotesDocument12 pagesSix Sigma Green Belt Exam Study Notessys-eng90% (48)
- Measuring Data Quality for Ongoing Improvement: A Data Quality Assessment FrameworkFrom EverandMeasuring Data Quality for Ongoing Improvement: A Data Quality Assessment FrameworkRating: 5 out of 5 stars5/5 (4)
- MHS 06. Statistical Process Control-KWODocument55 pagesMHS 06. Statistical Process Control-KWOKevin SinagaNo ratings yet
- Process and Measurement System Capability AnalysisDocument18 pagesProcess and Measurement System Capability AnalysisUtkarsh MittalNo ratings yet
- Critical Chain Project Management: A Concept Used By The Great Military and Aerospace Companies of The World.From EverandCritical Chain Project Management: A Concept Used By The Great Military and Aerospace Companies of The World.No ratings yet
- 4 Aa Process CapabilityDocument30 pages4 Aa Process CapabilityAniket Jain100% (2)
- Six Sigma Green Belt Exam Study Notes PDFDocument12 pagesSix Sigma Green Belt Exam Study Notes PDFnaacha457No ratings yet
- Six Sigma Green Belt Exam Study NotesDocument11 pagesSix Sigma Green Belt Exam Study NotesKumaran VelNo ratings yet
- Capacity ManagementDocument32 pagesCapacity Managementapi-3729332100% (2)
- SPC ForDocument116 pagesSPC ForRohit JanardananNo ratings yet
- Process Capability and Capability IndexDocument18 pagesProcess Capability and Capability IndexBhavesh Rana100% (2)
- Statistical Process ControlDocument66 pagesStatistical Process Controlanshuldce50% (2)
- The Process Capability AnalysisDocument18 pagesThe Process Capability AnalysisMohamed HamdyNo ratings yet
- Process CapabilityDocument13 pagesProcess CapabilityEricka100% (1)
- Mon 14.25measuring and Maintaining Advanced Control Performance R Saliss HoneywellDocument31 pagesMon 14.25measuring and Maintaining Advanced Control Performance R Saliss HoneywellquinteroudinaNo ratings yet
- 13-Process Capability TrainingDocument43 pages13-Process Capability TrainingVikas Kashyap100% (1)
- Control ChartsDocument36 pagesControl ChartsGulshan KandaNo ratings yet
- Process Capability and Capability IndexDocument18 pagesProcess Capability and Capability IndexNelva SilviaNo ratings yet
- Process Capability and Capability IndexDocument18 pagesProcess Capability and Capability IndexbahrulNo ratings yet
- Lect 3 Thoery - 2Document9 pagesLect 3 Thoery - 2MuddaserNo ratings yet
- Process Capability Study: Submitted To-Submitted byDocument13 pagesProcess Capability Study: Submitted To-Submitted byHimanshu ShekharNo ratings yet
- Interpret The Key Results For Normal Capability AnalysisDocument5 pagesInterpret The Key Results For Normal Capability AnalysisCloud RedfieldNo ratings yet
- Process CapabilityDocument19 pagesProcess CapabilityRohit AroraNo ratings yet
- Interpret The Key Results For Normal Capability Six PackDocument6 pagesInterpret The Key Results For Normal Capability Six PackCloud RedfieldNo ratings yet
- CPT 9 PptslidesDocument9 pagesCPT 9 PptslidesNazia SyedNo ratings yet
- Process Capability Studies: Prepared by Rahul N DalviDocument11 pagesProcess Capability Studies: Prepared by Rahul N DalviRohit KingreNo ratings yet
- TQM 8Document22 pagesTQM 8Shahrul AzriNo ratings yet
- 6.process CapabilityDocument27 pages6.process CapabilityTalha ImranNo ratings yet
- 21b. Quality AssuranceDocument19 pages21b. Quality AssurancePrashantNo ratings yet
- Chapter 13: Statistical Quality ControlDocument24 pagesChapter 13: Statistical Quality ControlHIMANI UPADHYAYNo ratings yet
- Session 15 - SharedDocument23 pagesSession 15 - SharedRitika DiwanNo ratings yet
- Process Capability To Prevent Failures: K.P.S.VermaDocument18 pagesProcess Capability To Prevent Failures: K.P.S.VermaeuserodriguezNo ratings yet
- 5016 Assignment 2Document4 pages5016 Assignment 2TauseefAhmadNo ratings yet
- SPC-Training For CQDocument41 pagesSPC-Training For CQRanish BeraNo ratings yet
- Control ChartsDocument15 pagesControl ChartsArivanandanNo ratings yet
- Chapter 3 - The Basic Tools of Quality Management - P4 - 2Document13 pagesChapter 3 - The Basic Tools of Quality Management - P4 - 2rachel greyNo ratings yet
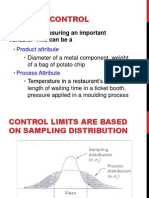
- Process Control: Starts With Measuring An Important Variable. This Can Be ADocument40 pagesProcess Control: Starts With Measuring An Important Variable. This Can Be Anikaro1989No ratings yet
- Validation: Pruthvish RDocument15 pagesValidation: Pruthvish RSanjana GNo ratings yet
- Lecture 5Document33 pagesLecture 5Karan mannNo ratings yet
- Computer Applicatin Project (2) Ermi and LalemDocument13 pagesComputer Applicatin Project (2) Ermi and Lalemdawit melkamuNo ratings yet
- Avinash Anand AQMDocument7 pagesAvinash Anand AQMRAZOR GAMINGNo ratings yet
- L3 - Statistical Quality ControlDocument22 pagesL3 - Statistical Quality ControlMahbubur MasnunNo ratings yet
- Chapter-3 Control ChartsDocument44 pagesChapter-3 Control ChartsComputer Maintainance Hardware and softwareNo ratings yet
- ENGM 620: Quality Management: - Process CapabilityDocument22 pagesENGM 620: Quality Management: - Process Capabilitytushar 88No ratings yet
- Process Capability Preview PDFDocument4 pagesProcess Capability Preview PDFAyushSorenNo ratings yet
- TQM Unit 3Document106 pagesTQM Unit 3Shibamay MitraNo ratings yet
- Network Performance Evaluation: Dr. Muazzam A. KhanDocument46 pagesNetwork Performance Evaluation: Dr. Muazzam A. KhanTayyab RafiqueNo ratings yet
- Process Capability: Process Capability Is Also Defined As The Capability of A Process To MeetDocument13 pagesProcess Capability: Process Capability Is Also Defined As The Capability of A Process To MeetNazia SyedNo ratings yet
- PPAP Si Faza 4 de DezvoltareDocument3 pagesPPAP Si Faza 4 de DezvoltareRaduNo ratings yet
- Apqp PpapDocument50 pagesApqp Ppaprataothiago86No ratings yet
- CH 9 Process Capability AnalysisDocument60 pagesCH 9 Process Capability AnalysisSrikar RenikindhiNo ratings yet
- Quality ControlDocument41 pagesQuality ControlPrashantNo ratings yet