You might also like
- Operaciones Herramientas - Llavero JuventusDocument3 pagesOperaciones Herramientas - Llavero JuventusAylin EscobarNo ratings yet
- LC0406FC3.3C LC0406FC36C: ApplicationsDocument6 pagesLC0406FC3.3C LC0406FC36C: ApplicationsselocaNo ratings yet
- Operaciones Herramientas - Llavero USADocument3 pagesOperaciones Herramientas - Llavero USAAylin EscobarNo ratings yet
- Esp. VirabrequimDocument4 pagesEsp. VirabrequimflavioNo ratings yet
- Manufacturing bearing housing operationsDocument13 pagesManufacturing bearing housing operationsMiras MuratbekovNo ratings yet
- A Case Study On Predictive Maintenance of Oj 5522 DT 40 CNC Milling MachineDocument4 pagesA Case Study On Predictive Maintenance of Oj 5522 DT 40 CNC Milling MachineIJARP PublicationsNo ratings yet
- Rotary Encoder GuideDocument3 pagesRotary Encoder GuideshyhuNo ratings yet
- Insulated Shaft Rotary EncodersDocument3 pagesInsulated Shaft Rotary EncodersshyhuNo ratings yet
- 60mm Size Ring Type: Large Ring Structure Contributes To MultifunctioningDocument3 pages60mm Size Ring Type: Large Ring Structure Contributes To MultifunctioningshyhuNo ratings yet
- NVX5000Document16 pagesNVX5000Solomon NicuNo ratings yet
- ASP - Process Design CalculationDocument21 pagesASP - Process Design Calculationvishu100% (1)
- Acceptence Criteria IMTEDocument12 pagesAcceptence Criteria IMTEdanaka007100% (1)
- Datasheet EE660 PDFDocument3 pagesDatasheet EE660 PDFAdyMichaelNo ratings yet
- Spring Push Pneumatic Push: Standard Series Standard Series DP/S DP/P Dimensions (MM)Document2 pagesSpring Push Pneumatic Push: Standard Series Standard Series DP/S DP/P Dimensions (MM)Arturo Garza SantosNo ratings yet
- Annealing and Pickling Line for Stainless Steel StripsDocument31 pagesAnnealing and Pickling Line for Stainless Steel StripsSatyam Singh100% (1)
- 2008 ALAC Cutting Hard Materials With LMJDocument10 pages2008 ALAC Cutting Hard Materials With LMJTatiana SavvaNo ratings yet
- Bolted moment end plate connection design analysisDocument2 pagesBolted moment end plate connection design analysisRodain NajjarNo ratings yet
- Manual: Mini-Feed MF 05Document18 pagesManual: Mini-Feed MF 05Matias SoraireNo ratings yet
- MFH Raptor WDocument24 pagesMFH Raptor WdullecncNo ratings yet
- 35mm Ring Encoder GuideDocument3 pages35mm Ring Encoder GuideshyhuNo ratings yet
- Meinhardt Thailand Slab CalculationDocument1 pageMeinhardt Thailand Slab CalculationTRPMEINHARDTNo ratings yet
- Automatic Sanitizer Dispenser Using Scotch Yoke MechanismDocument16 pagesAutomatic Sanitizer Dispenser Using Scotch Yoke MechanismKumaran RNo ratings yet
- EC18A 18mm Insulated Shaft EncoderDocument4 pagesEC18A 18mm Insulated Shaft EncodershyhuNo ratings yet
- Test CMM 2016 Hand-OutDocument42 pagesTest CMM 2016 Hand-OutHernanda ImawanNo ratings yet
- GS Series CNC FLAME/PLASMA Cutting Machine Operator'S ManualDocument16 pagesGS Series CNC FLAME/PLASMA Cutting Machine Operator'S ManualJefferson SilvaNo ratings yet
- Encoder S Short FormDocument2 pagesEncoder S Short FormelecompinnNo ratings yet
- Press-Fit Technology: The New VaripinDocument3 pagesPress-Fit Technology: The New VaripinonafetsNo ratings yet
- Dry Machiningof T6061 Aluminium Alloy Using Titanium Carbonitride Ti CNcoatedtoolsDocument6 pagesDry Machiningof T6061 Aluminium Alloy Using Titanium Carbonitride Ti CNcoatedtoolsJesslyne CheniaNo ratings yet
- The Datasheet of the Vortex FlowmeterDocument27 pagesThe Datasheet of the Vortex FlowmeterRoLopNo ratings yet
- Micro Flow Meter DatasheetDocument4 pagesMicro Flow Meter DatasheetLuanLTNo ratings yet
- Hot Rolled Products, Cold Rolled Products, Galvanised Products From Flats, Tata Steel, IndiaDocument4 pagesHot Rolled Products, Cold Rolled Products, Galvanised Products From Flats, Tata Steel, IndiaraajmrkNo ratings yet
- ETAM 2010 Multi-Objective EDM ModelDocument9 pagesETAM 2010 Multi-Objective EDM ModelVicky VigneshNo ratings yet
- Stream Sensus 620 - LD - 1621 - Int - 620-620m - 0002Document4 pagesStream Sensus 620 - LD - 1621 - Int - 620-620m - 0002csudhaNo ratings yet
- Datasheet Elster Honeywell M100i Multi Jet Water MeterDocument2 pagesDatasheet Elster Honeywell M100i Multi Jet Water MeterSiti MustanirohNo ratings yet
- MOSEB VPEMF Series Electromagnetic Flow MeterDocument7 pagesMOSEB VPEMF Series Electromagnetic Flow Metersyafiq izzuddin bin sapriNo ratings yet
- Shoulder: Material DetailsDocument5 pagesShoulder: Material DetailsDanielAileneiNo ratings yet
- Calculation Program Carbon FiberDocument33 pagesCalculation Program Carbon FiberGroaznicNo ratings yet
- D400-10 (Meters & Accessories 49093) PDFDocument52 pagesD400-10 (Meters & Accessories 49093) PDFLazzarus Az GunawanNo ratings yet
- Sensor SITRANS MAG 5100W Datasheet PDFDocument9 pagesSensor SITRANS MAG 5100W Datasheet PDFdavidcevs89No ratings yet
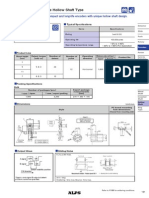
- 10mm Size Hollow Shaft Type: A Series of Compact and Long-Life Encoders With Unique Hollow Shaft DesignDocument3 pages10mm Size Hollow Shaft Type: A Series of Compact and Long-Life Encoders With Unique Hollow Shaft DesignshyhuNo ratings yet
- Mechanical Engineering DepartmentDocument2 pagesMechanical Engineering DepartmentArjit Goswami100% (1)
- EMDq - Question Bank - Jul 2019Document18 pagesEMDq - Question Bank - Jul 2019madhu balan0% (1)
- Government Polytechnic Muzaffarpur: SUBJECT CODE - 1625507Document14 pagesGovernment Polytechnic Muzaffarpur: SUBJECT CODE - 1625507VK D100% (1)
- Vibration MonitoringDocument8 pagesVibration MonitoringKrzysiek PodsiadłoNo ratings yet
- SEO Rotary EncodersDocument4 pagesSEO Rotary EncodersshyhuNo ratings yet
- 2 Numericals Bank MP II PDFDocument7 pages2 Numericals Bank MP II PDFThenarasumohanveluNo ratings yet
- Predictive Modeling of Tool Wear in Hard TurningDocument20 pagesPredictive Modeling of Tool Wear in Hard Turningirinuca12No ratings yet
- Dip Brazing: Parts To Be Dip Brazed AreDocument10 pagesDip Brazing: Parts To Be Dip Brazed AreRavin SinghNo ratings yet
- Ds Uhp Wuc 1x en Us 20710Document10 pagesDs Uhp Wuc 1x en Us 20710behnamatgNo ratings yet
- Juntas SMC MQR PDFDocument10 pagesJuntas SMC MQR PDFhexapodoNo ratings yet
- Document No.: FFS - S/N 1829Document5 pagesDocument No.: FFS - S/N 1829Matias MiroNo ratings yet
- Ultra Precision EngineeringDocument74 pagesUltra Precision Engineeringjuntosidekoik4No ratings yet
- Model Solution of Mini Test Section M1, ME 323Document3 pagesModel Solution of Mini Test Section M1, ME 323hustlingisthewayNo ratings yet
- Vibration TransducerDocument13 pagesVibration TransducerLawren IgnatiusNo ratings yet
- Micro MachiningDocument25 pagesMicro MachiningVishalNaranjeNo ratings yet
- Kmi15 4Document16 pagesKmi15 4Munish JainNo ratings yet
- Microsole Solenoid ValvesDocument4 pagesMicrosole Solenoid ValvesMangesh RasoteNo ratings yet
- Ote Fp-S Filter Press Eng Web PDFDocument8 pagesOte Fp-S Filter Press Eng Web PDFRegina Choque HuallpaNo ratings yet
- Ultrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentFrom EverandUltrasound Analysis for Condition Monitoring: Applications of Ultrasound Detection for Various Industrial EquipmentRating: 4.5 out of 5 stars4.5/5 (3)
- British Commercial Computer Digest: Pergamon Computer Data SeriesFrom EverandBritish Commercial Computer Digest: Pergamon Computer Data SeriesNo ratings yet
- p2010 HKIS - Practice Notes For QS - Final AccountsDocument7 pagesp2010 HKIS - Practice Notes For QS - Final AccountsPameswaraNo ratings yet
- Free Software For Students & Educators - AutoCAD Electrical - AutodeskDocument5 pagesFree Software For Students & Educators - AutoCAD Electrical - AutodeskTecnidon0% (1)
- CCT Ardatech 2Document49 pagesCCT Ardatech 2TecnidonNo ratings yet
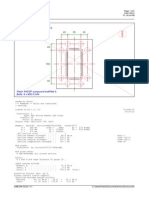
- Example 1 - ULS Rectangular ColumnDocument9 pagesExample 1 - ULS Rectangular ColumnGisela AlvesNo ratings yet
- Agricultural Abundance: An American Innovation StoryDocument20 pagesAgricultural Abundance: An American Innovation StoryAmerican Enterprise Institute100% (1)
- Bank of England Speech596Document37 pagesBank of England Speech596TecnidonNo ratings yet
- Agricultural Abundance: An American Innovation StoryDocument20 pagesAgricultural Abundance: An American Innovation StoryAmerican Enterprise Institute100% (1)
- Agricultural Abundance: An American Innovation StoryDocument20 pagesAgricultural Abundance: An American Innovation StoryAmerican Enterprise Institute100% (1)
- Vector Calculus - Corral PDFDocument222 pagesVector Calculus - Corral PDFMartin Martin MartinNo ratings yet
- ECB Working Paper - LTRO - May 2004Document60 pagesECB Working Paper - LTRO - May 2004jieliu513No ratings yet
- A Pics Competency Model BrochureDocument17 pagesA Pics Competency Model BrochurebenjudsrNo ratings yet
- Chlorimet 2 (N-7M) and Chlorimet 3 (CW-6M)Document6 pagesChlorimet 2 (N-7M) and Chlorimet 3 (CW-6M)gullenariNo ratings yet
- Piling Works WMSDocument8 pagesPiling Works WMSRufahniyah LizhaNo ratings yet
- Technical Terms: Bug: Bug Is An Error, Flaw, or A Problem With The Functionality of AnDocument15 pagesTechnical Terms: Bug: Bug Is An Error, Flaw, or A Problem With The Functionality of AnsridharkotteNo ratings yet
- Weiss PapDocument18 pagesWeiss Papeugene123No ratings yet
- TCAA-AC-OPS003A Draft Operator Quality SystemDocument29 pagesTCAA-AC-OPS003A Draft Operator Quality SystemElmer VillegasNo ratings yet
- Machining Operations GuideDocument3 pagesMachining Operations GuideSujay RamachandraNo ratings yet
- Astm D1527Document8 pagesAstm D1527Hernando Andrés Ramírez GilNo ratings yet
- GreeniesDocument859 pagesGreeniesRedditReadsNo ratings yet
- Alignment TestsDocument24 pagesAlignment TestsSharath Chandra PalleNo ratings yet
- Webinar SLIDESDocument52 pagesWebinar SLIDESMary FallNo ratings yet
- Fundamentals of Logistics and Supply Chain ManagementDocument17 pagesFundamentals of Logistics and Supply Chain ManagementJatin Arora0% (2)
- Uscg 009623 PDFDocument383 pagesUscg 009623 PDFAnbarasan AnandhanNo ratings yet
- List Active NTTC Region VIII June 2013Document5 pagesList Active NTTC Region VIII June 2013Chell Cres GarcianoNo ratings yet
- Offenbach's Michoufleuri at HomeDocument72 pagesOffenbach's Michoufleuri at HomeRocio GutierrezNo ratings yet
- Samsung Electronics' Innovation DilemmaDocument8 pagesSamsung Electronics' Innovation DilemmaJames JungNo ratings yet
- Mohamed TahaDocument6 pagesMohamed TahaTAHANo ratings yet
- AC 21-99 Amdt 1Document9 pagesAC 21-99 Amdt 1Harry NuryantoNo ratings yet
- Name: - Date: - Grade: - ScoreDocument3 pagesName: - Date: - Grade: - ScoreAYVEL LASCONIA100% (1)
- Simulation Applications For Alumina RefiningDocument4 pagesSimulation Applications For Alumina RefiningRogerio CannoniNo ratings yet
- Stats eWLB OverviewFlyer PDFDocument4 pagesStats eWLB OverviewFlyer PDFChris TanNo ratings yet
- TakeoffDocument298 pagesTakeoffFredMesquitaNo ratings yet
- Oracle Master Data Management Strategy PDFDocument32 pagesOracle Master Data Management Strategy PDFshardullavandeNo ratings yet
- Cleaning of Analytical BalanceDocument2 pagesCleaning of Analytical BalanceFAYAZ HUSSAINNo ratings yet
- Prarancangan Pabrik Alumunium Klorida Dari Bauksit Dan HCL Dengan Kapasitas 35000 Ton Per TahunDocument49 pagesPrarancangan Pabrik Alumunium Klorida Dari Bauksit Dan HCL Dengan Kapasitas 35000 Ton Per TahunGhina Fatikah SalimNo ratings yet
- Types of Manufacturing SystemDocument23 pagesTypes of Manufacturing SystemVishal ChoudharyNo ratings yet
- Welch AMC 2010 - 11 FINAL Email 032712 - SubDocument60 pagesWelch AMC 2010 - 11 FINAL Email 032712 - SubJose PerozoNo ratings yet
- Distributed Database Sample QuestionsDocument3 pagesDistributed Database Sample QuestionsNhb SohelNo ratings yet
- LomDocument14 pagesLomKumarChirraNo ratings yet
- Screw ConveyorDocument5 pagesScrew ConveyorEDUARDO100% (3)
- Aa 60005Document30 pagesAa 60005ashishkesharwaniNo ratings yet