Professional Documents
Culture Documents
Enterprisewise Scada System For Drilling & Production Facilities
Uploaded by
Rowdy SantoshOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Enterprisewise Scada System For Drilling & Production Facilities
Uploaded by
Rowdy SantoshCopyright:
Available Formats
1
PRACTICAL TRAINING REPORT OIL AND NATURAL GAS CORPORATION LTD MEHSANA ASSET
RAJASTHAN COLLEGE OF ENGINEERING FOR WOMEN, JAIPUR ELECTRONICS & COMMUNICATION SESSION (2011-2012)
ACKNOWLEDGEMENT
Any work cannot be completed by the sole effort of a single person unless and until you don't thank all the persons associated with the work who have even helped a bit. Therefore, for preparing the report as a part of my curriculum, I am thankful to the Oil and Natural Gas Corporation, Mehsana Asset,Gujrat for helping me out to complete my training programme and making me a part of its training programme and giving me a period of 1 month that nourished my practical knowledge and provided me a full pledged information about the working at ONGC. Mr. B.L. Khatri Chief Engineer (E & T) for all the guidance, coordination and support in providing the best of exposure on telecommunication (SCADA) being operated in ONGC to young engineers. Moreover, I am thankful to the Scada center where we spended most of our time surfing on ABB software under the guidance of Mr.Vibhuti Sharma, Executive engineer (Elex) and Mr. Prateek from (ABB) and their sincere efforts for taking us to the different sites time to time. Thanks to Mr. Gaurang, Mr. Mohsin Pathan and Mr. Vishal for their sincere efforts in helping us throughout the entire training programme. I would like to thank Rajasthan College of Engineering For Women, for giving me a wonderful chance to pursue my training from 23.05.12 to 30.06.12 and my Parents for supporting and updating me regularly about ONGC tasks. I firmly thank to Mr. Nurul Arfin, AEE (Elex) and my training mates to help to accomplish the task of completing my report. Regards,
LAVANYA DOLKA ELECTRONICS & COMMUNICATION IVTH YEAR
CERTIFICATE
THIS IS TO CERTIFY THAT Ms.LAVANYA DOLKA HAD SUCCESSFULLY COMPLETED THE TRAINING PROGRAMME/SUMMER INTERNSHIP UNDER THE GUIDENCE AND SUPERVISION OF OIL AND NATURAL GAS CORPORATION, MEHSANA ASSET (GUJARAT).
SIGNATURE OF THE AUTHORITY:
INDEX
Chapter No. 1.
Contents
INTRODUCTION TO ONGC 1.1 Introduction 1.2 History of the ONGC 1.3 ONGC Network
Page No.
6 6 9
2.
INTRODUCTION TO SCADA PROJECT OF ONGC 2.1 Introduction 2.2 Structure of SCADA Project 2.3 Project Objective 2.4 Unique Features of SCADA project ONGC 2.5 Terminologies SCADA FUNCTION 3.1 Introduction 3.2 Data acquisition 3.3 Networked and Data communication 3.4 Data presentation 3.5 Control 11 12 14 14 15 19 20 20 21 21
3.
3.6 Block Diagram 3.7 Configuration 4. INSTRUMENTS 4.1 Introduction 4.2 Types Of Instruments 4.3 FF Protocol 4.4 Mod Bus Protocol 4.5 HART Protocol 4.6 Display modules RTU(REMOTE TERMINAL UNIT) 5.1 Introduction 5.2 Introduction to AC800F Controller 5.3 Features of AC800F 5.4 Architecture of AC800F
22 23
27 27 42 42 43 44 46 47 48 49
5.
6.
MTU(MASTER TERMINAL UNIT) 6.1 Introduction 6.2 MTU function 6.3 SCADA Server SITE VISIT SOBHASAN CTF SOBHASAN ETP SANTHAL MAIN LANWA GGS-2 HMI(HUMAN MACHINE INTERFACE) 7.1 Introduction 7.2 Features of HMI 7.3 Function of HMI 7.4 Layout of HMI 53 55 57 59 60 60 61 62 50 51 51
7.
8.
KU & C BAND 8.1 Introduction 8.2 Ku band 8.3 Difficulties of Ku Band 8.4 C band
67
67 68 70
ENTERPRISEWISE SCADA SYSTEM FOR PRODUCTION & DRILLING FACILITIES
CHAPTER 1
Introduction To ONGC
1.1 Introduction 1.2 History of the ONGC 1.3 ONGC network
1.1
Introduction
ONGC (Oil and Natural Gas Corporation Limited) is India's leading oil & gas exploration company. ONGC has produced more than 600 million metric tonnes of crude oil and supplied more than 200 billion cubic metres of gas since its inception. Today, ONGC is India's highest profit making corporate. It has a share of 77 percent in India's crude oil production and 81 per cent in India's natural gas production.
ONGC has a fully owned subsidiary, ONGC Videsh Ltd (OVL) that looks for exploration opportunities in other parts of the world. OVL is pursuing exploration of oil and gas in Russia, Iran, Iraq, Libya Myanmar and other countries. ONGC has also acquired 72% stake in MRPL with full management control of the 9.69 tonne, state-of-the-art refinery.
1.2
1947 - 1960
History of ONGC
During the pre-independence period, the Assam Oil Company in the northeastern and Attock Oil company in northwestern part of the undivided India were the only oil companies producing oil in the country, with minimal exploration input. The major part of Indian sedimentary basins was deemed to be unfit for development of oil and gas resources. After independence, the national Government realized the importance oil and gas for rapid industrial development and its strategic role in defense. Consequently, while framing the Industrial Policy Statement of 1948, the development of petroleum industry in the country was considered to be of utmost necessity. Until 1955, private oil companies mainly carried out exploration of hydrocarbon resources of India. In Assam, the Assam Oil Company was producing oil at Digboi (discovered in 1889) and the Oil India Ltd. (a 50% joint venture between Government of India and Burmah Oil Company) was engaged in developing two newly discovered large fields Naharkatiya and Moran in Assam. In West Bengal, the Indo-Stanvac Petroleum project (a joint venture between Government of India and Standard Vacuum Oil Company of USA) was engaged in exploration work. The vast sedimentary tract in other parts of India and adjoining offshore remained largely unexplored. In 1955, Government of India decided to develop the oil and natural gas resources in the various regions of the country as part of the Public Sector development. With this objective, an Oil and Natural Gas Directorate was set up towards the end of 1955, as a subordinate office under the then Ministry of Natural Resources and Scientific Research. The department was constituted with a nucleus of geoscientists from the Geological survey of India. A delegation under the leadership of Mr. K D Malviya, the then Minister of Natural Resources, visited several European countries to study the status of oil industry in those countries and to facilitate the training of Indian professionals for exploring potential oil and gas reserves. Foreign experts from USA, West Germany, Romania and erstwhile U.S.S.R visited India and helped the government with their expertise. Finally, the visiting Soviet experts drew
up a detailed plan for geological and geophysical surveys and drilling operations to be carried out in the 2nd Five Year Plan (1956-57 to 1960-61). In April 1956, the Government of India adopted the Industrial Policy Resolution, which placed mineral oil industry among the schedule 'A' industries, the future development of which was to be the sole and exclusive responsibility of the state. Soon, after the formation of the Oil and Natural Gas Directorate, it became apparent that it would not be possible for the Directorate with its limited financial and administrative powers as subordinate office of the Government, to function efficiently. So in August, 1956, the Directorate was raised to the status of a commission with enhanced powers, although it continued to be under the government. In October 1959, the Commission was converted into a statutory body by an act of the Indian Parliament, which enhanced powers of the commission further. The main functions of the Oil and Natural Gas Commission subject to the provisions of the Act, were "to plan, promote, organize and implement programmes for development of Petroleum Resources and the production and sale of petroleum and petroleum products produced by it, and to perform such other functions as the Central Government may, from time to time, assign to it ". The act further outlined the activities and steps to be taken by ONGC in fulfilling its mandate.
1961 - 1990 Since its inception, ONGC has been instrumental in transforming the country's limited upstream sector into a large viable playing field, with its activities spread throughout India and significantly in overseas territories. In the inland areas, ONGC not only found new resources in Assam but also established new oil province in Cambay basin (Gujarat), while adding new petroliferous areas in the Assam-Arakan Fold Belt and East coast basins (both inland and offshore). ONGC went offshore in early 70's and discovered a giant oil field in the form of Bombay High, now known as Mumbai High. This discovery, along with subsequent discoveries of huge oil and gas fields in Western offshore changed the oil scenario of the country. Subsequently, over 5 billion tonnes of hydrocarbons, which were present in the country, were discovered. The most important contribution of ONGC, however, is its self-reliance and development of core competence in E&P activities at a globally competitive level. After 1990
The liberalized economic policy, adopted by the Government of India in July 1991, sought to deregulate and de-license the core sectors (including petroleum sector) with partial disinvestments of government equity in Public Sector Undertakings and other measures. As a consequence thereof, ONGC was re-organized as a limited Company under the Company's Act, 1956 in February 1994. After the conversion of business of the erstwhile Oil & Natural Gas Commission to that of Oil & Natural Gas Corporation Limited in 1993, the Government disinvested 2 per cent of its shares through competitive bidding. Subsequently, ONGC expanded its equity by another 2 per cent by offering shares to its employees. During March 1999, ONGC, Indian Oil Corporation (IOC) - a downstream giant and Gas Authority of India Limited (GAIL) - the only gas marketing company, agreed to have cross holding in each other's stock. This paved the way for long-term strategic alliances both for the domestic and overseas business opportunities in the energy value chain, amongst themselves. Consequent to this the Government sold off 10 per cent of its share holding in ONGC to IOC and 2.5 per cent to GAIL. With this, the Government holding in ONGC came down to 84.11 per cent. In the year 2002-03, after taking over MRPL from the A V Birla Group, ONGC diversified into the downstream sector. ONGC will soon be entering into the retailing business. ONGC has also entered the global field through its subsidiary, ONGC Videsh Ltd. (OVL). ONGC has made major investments in Vietnam, Sakhalin and Sudan and earned its first hydrocarbon revenue from its investment in Vietnam.
1.3
ONGC network
ONGC network is divided in five parts as shown in Fig. 1.1.
10
11
CHAPTER 2
Introduction To SCADA Project Of ONGC
2.1 Introduction 2.2 Structure of SCADA Project 2.3 Project Objective 2.4 Unique features of SCADA project of ONGC 2.5 Terminologies 2.6 Other application of SCADA
2.1
Introduction
Oil and Natural Gas Corporation Limited (ONGC) is Indias premier Organization engaged in exploration and exploitation of hydrocarbons and makes Significant contributions to the industrial and economic growth of the country. The operations of ONGC in India are organized and managed through geographically distinct Assets, Basins, Forward Base, Regional & Corporate office listed. ONGC needs to deploy advanced technology in all facets of its multidisciplinary activities, to sustain efficiency of operations and to remain competitive in the emerging open economy. This is particularly relevant in the core activities of hydrocarbon exploration, drilling, production and processing. Enterprise Wide SCADA for all Production and Drilling Facility of ONGC spread across India and in Arabian Sea. This project is handle by ABB (Asea brown boveri). Supply of Three Tier SCADA Architecture as Production SCADA and Drilling SCADA spread across 19 Assets/252 Locations in India. The Production SCADA is ABB SCADA Vision and Drilling SCADA is NOV solution. RTU with FF based Instrument for the Production installation to enable data acquisition and asset management. RTU used is ABB AC800F and Total Flow series.
12
Supply of 16 Data Centers including the corporate data centre across India to enable efficient operation of respective Assets. UPS for all the 250 plus tier 1 control room of production and drilling SCADA along with FCBC for 85 no of remote RTU with solar chargers.
Fig. 2.1 Major ONGC work center
2.2
Structure of SCADA project
Three-tier system architecture is proposed with Tier-1 at different Production and Drilling Installations, Tier-2 at Different Asset Head Quarters and Tier-3 at corporate level. As shown in below Fig.2.2.
13
Fig. 2.2 Structure of SCADA project Tier-1 shall be SCADA Systems, which shall acquire data from Field Instruments, store Real-time and Historical data and process the data for generating Alarms, Events and Reports. Tier-2 shall have a Data Center, which shall acquire data from all the production, & Drilling installations of that Asset have GUI, Alarming and Reporting functionalities and Interface with various Applications. Key Performance Indicators shall be sent to Corporate Layer Tier-3 for presenting it to corporate level users with the facility to drill down to the Installation / rig level if required. Production and Drilling information is required by different organizational scientific as well as business functional groups and managers in respective Assets and Basins. This information is vital for planning and coordination of all E&P activities. Efficient real-time monitoring of this production and drilling operations shall contribute greatly in efficient and cost effective operations. Availability of on-line information shall result in timely and informed scientific and business decisions. The Tier 1 SCADA will be used for following facilities within the asset.
14
Group Gathering Stations (GGS) Gas Collecting Station (GCS) Central Tank Farm (CTF) Central Processing Facility (CPF) Early Production System (EPS) Effluent Treatment Plant (ETP) Water Injection Plant (WIP)
2.3
Project Objective
Efficient Real time monitoring of the Production and Drilling Parameters across all the assets in India. Remote control of the production well in case of offshore platform. Facilitate offline analysis of the Valuable/ High Producing Wells through third party E&P Applications. Provide summarized information to the management for effective decision making. Total Facelift in the day to day operation of ONGC Production and Drilling facility to improve the efficiency.
2.4
Unique Features of SCADA project
Single Largest Instrumentation- Automation IT Solution project finalized in India The order value is 95 musd. Largest three tier network of real time process data monitoring. The no of HMI Station in a single largest Network - 1300 Plus HMI Stations and 600 Plus Servers. Largest Project in term of the FF based Instrumentations and automation solution 7500 FF instrument and 850 FFH1 segments. First Ever project with FF and Hart based RTU and Asset Management. Largest project in terms of Field Instrumentation scope of supply Largest Oil and Gas producing wells connected to the SCADA system 7000 Wells
15
Single largest contract to build 179 Control rooms, 16 Data centers and 75 Mobile Control rooms at 250 plus locations.
2.5
Terminologies
Asset Asset is an independent organizational entity. It has the assets in terms of the productive properties i.e. the Oil & Gas producing Fields and is responsible for all activities related to production and development of the field. Asset operation is managed by Asset Manager. EPS EPS stands for Early Production System. EPS collects crude oil from new oil field wells. It has got the minimum facilities for separation / handling / dispatch of well fluid. After establishing commercial viability of the new oil field / area the EPS is converted into a full fledge GGS/Process Platform or the wells are connected to Process Platform using sub-sea pipeline. For ONGC Offshore Sagar Laxmi is an EPS. In Onshore there are several EPS. Water Injection Platform Water Injection Platform caters to the need of Reservoir Management by injecting water into the sub-surface reservoir. There are water-treaters and pumps. Water is pumped at high-pressure into different Sectors. These sectors are further divided into lines entering into each well platform and then to individual wells in that well platform. Gas Lift Wells These are the oil wells, in which the reservoir pressure is not sufficient to lift the oil up to the surface. Hence, High Pressure Gas is injected from Annulus. Between Annulus and the well string, there are Gas Lift Valves at different places through which the Gas enters into the production string. Due to the Pressure of the Gas the Oil is also lifted out. The Gas is received into every Remote Well platform from Process Complex through Gas Injection Line and distributed amongst different Wells under Gas Injection. Gas Injection Wells
16
These are the special type of wells where high Pressure Gas is injected from Production Tubing into Reservoir for maintaining reservoir pressure. Group Gathering Station (GGS) GGS shown in Fig. 2.5. GGS stands for Group Gathering Station which collects crude oil from wells / EPS / ETP. The well fluid is separated into oil /gas and effluent. The crude oil / emulsion is dispatched to CTF/ CPF and natural gas is dispatched to GCS / consumers. GGS is primarily used for oil wells.
Fig. 2.5 GGS
Central Tank Farm (CTF) CTF shown in Fig. 2.6.CTF stands for Central Tank Farm which collects crude oil from GGS / EPS / ETP. The crude oil / emulsion received at CTF is given chemical, heat and electrostatic treatment to break the emulsion of crude oil & effluent. The crude oil is dispatched to Refinery and the effluent is sent to Effluent Treatment Plant (ETP). The CTF has many tanks to store the untreated / intermediate and treated crude oil.
17
Fig. 2.6 CTF/CPF Central Production Facility (CPF) The CPF Gandhar the biggest Onshore Production facility. It is in Gandhar field in Ankaleshwar Asset. It is spread around 5 Sq. Km area. It receives well fluid from nearby GGSs and processes them. Different processing facilities are available within this complex, such as CSU, GCP, ETP and a Gas based Captive Power Plant (CPP). The well fluid from nearby GGSs is received in Headers. Oil is processed at Crude Stabilization Unit (CSU), and then stored in Intermediate Tanks and then Transferred to Main Tanks. From Main Tanks, oil is pumped to KT terminal in Koyali Refinery, Vadodara. High Pressure (HP) and Medium Pressure (MP) Gas from GGS are processed and dispatched to GAIL. Lean gas from GAIL is received back and compressed and sent to for Gas Lift wells. It is further compressed for Gas Injection wells. Effluent from different separators are sent to ETP. There is a Captive Power Plant equipped with Tata-Honeywell TDC-3000 DCS system. There is one TDC3000 DCS system in the Control Room catering to CSU Process Parameters. Gas Collecting Station (GCS) Gas Collection Station collects gas from wells / GGS / EPS / EPT. The well fluid is separated into gas and liquid / condensate / emulsion. The gas is dispatched to Gas compressor plant / consumers. GCS is primarily used for gas wells. Gas Compression Plant (GCP)
18
GCP is an Onshore installation where the Gas from nearby GGS and GCS is received and compressed into pipelines for dispatch to Consumers. It also has compressors for Gas Lift and Gas Injection depending upon requirements of the field. Applications of SCADA Around the world, SCADA systems control: Electric power generation, transmission and distribution: Electric utilities use SCADA systems to detect current flow and line voltage, to monitor the operation of circuit breakers, and to take sections of the power grid online or offline. Water and sewage: State and municipal water utilities use SCADA to monitor and regulate water flow, reservoir levels, pipe pressure and other factors. Buildings, facilities and environments: Facility managers use SCADA to control HVAC, refrigeration units, lighting and entry systems. Manufacturing: SCADA systems manage parts inventories for just-in-time manufacturing, regulate industrial automation and robots, and monitor process and quality control Traffic signals: SCADA regulates traffic lights, controls flow and detects out-oforder signals.
19
CHAPTER 3
SCADA FUNCTION
3.1 Introduction 3.2 Data acquisition 3.3 Network &Data communication 3.4 Data presentation 3.5 Control 3.6 Block diagram 3.7 Configuration
3.1
A SCADA system performs four functions Data acquisition Networked data communication Data presentation Control
Introduction
These functions are performed by four kinds of SCADA components: Sensors (either digital or analog) and control relays that directly interface with the managed system. Remote telemetry units (RTUs). These are small computerized units deployed in the field at specific sites and locations. RTUs serve as local collection points for gathering reports from sensors and delivering commands to control relays. SCADA master units. These are larger computer consoles that serve as the central processor for the SCADA system. Master units provide a human interface to the system and automatically regulate the managed system in response to sensor inputs. The communications network that connects the SCADA master unit to the RTUs in the field.
20
3.2
Data Acquisition
A real-life SCADA system needs to monitor hundreds or thousands of sensors. Some sensors measure inputs into the system (for example, water flowing into a reservoir), and some sensors measure outputs (like valve pressure as water is released from the reservoir). Some of those sensors measure simple events that can be detected by a straightforward on/off switch, called a discrete input (or digital input). For example, in our simple model of the widget fabricator, the switch that turns on the light would be a discrete input. In real life, discrete inputs are used to measure simple states, like whether equipment is on or off, or tripwire alarms, like a power failure at a critical facility. Some sensors measure more complex situations where exact measurement is important. These are analog sensors, which can detect continuous changes in a voltage or current input. Analog sensors are used to track fluid levels in tanks, voltage levels in batteries, temperature and other factors that can be measured in a continuous range of input.
3.3
Networked data communication
In our simple model of the widget fabricator, the network is just the wire leading from the switch to the panel light. In real life, you want to be able to monitor multiple systems from a central location, so you need a communications network to transport all the data collected from your sensors. Early SCADA networks communicated over radio, modem or dedicated serial lines. Today the trend is to put SCADA data on Ethernet and IP over SONET. For security reasons, SCADA data should be kept on closed LAN/WANs without exposing sensitive data to the open Internet. Real SCADA systems dont communicate with just simple electrical signals, either. SCADA data is encoded in protocol format. Older SCADA systems depended on closed proprietary protocols, but today the trend is to open, standard protocols and protocol mediation. Sensors and control relays are very simple electric devices that cant generate or interpret protocol communication on their own. Therefore the
21
remote telemetry unit (RTU) is needed to provide an interface between the sensors and the SCADA network. The RTU encodes sensor inputs into protocol format and forwards them to the SCADA master; in turn, the RTU transmits electrical signals to the appropriate control relays.
3.4
Data presentation
The only display element in our model SCADA system is the light that comes on when the switch is activated. A real SCADA system reports to human operators over a specialized computer that is variously called a master station, an HMI (Human-Machine Interface) or an HCI (Human-Computer Interface). The SCADA master station has several different functions. The master continuously monitors all sensors and alerts the operator when there is an alarm that is, when a control factor is operating outside what is defined as its normal operation. The master presents a comprehensive view of the entire managed system, and presents more detail in response to user requests. The master also performs data processing on information gathered from sensors it maintains report logs and summarizes historical trends.
3.5
Control
Unfortunately, our miniature SCADA system monitoring the widget fabricator doesnt include any control elements. So lets add one. Lets say the human operator also has a button on his control panel. When he presses the button, it activates a switch on the widget fabricator that brings more widget parts into the fabricator. Now lets add the full computerized control of a SCADA master unit that controls the entire factory. You now have a control system that responds to inputs elsewhere in the system. If the machines that make widget parts break down, you can slow down or stop the widget fabricator. If the part fabricators are running efficiently, you can speed up the widget fabricator.
22
If you have a sufficiently sophisticated master unit, these controls can run completely automatically, without the need for human intervention. Of course, you can still manually override the automatic controls from the master station In real life, SCADA systems automatically regulate all kinds of industrial processes. For example, if too much pressure is building up in a gas pipeline, the SCADA system can automatically open a release valve. Electricity production can be adjusted to meet demands on the power grid. Even these real-world examples are simplified; a full-scale SCADA system can adjust the managed system in response to multiple inputs.
3.6
Block diagram
Block diagram is shown in Fig. 3.1. It shows four stage structures.
Fig. 3.1 Block Diagram of SCADA function
23
3.7
Configuration
Typical Tier 1 Production & drilling SCADA Configuration contain following parts. Measurement instruments RTU( Remote Terminal Unit) HMI( Human machine interface) L2(layer-2) Switch SCADA server Converter.
This configuration is shown in Fig. 3.2, Fig. 3.3
Fig. 3.2 Typical Tier 1 Production SCADA Configuration
24
Fig.3.3 Typical Tier drilling SCADA Configuration
Tier-2 SCADA contain following Parts. Servers o Redundant Production SCADA Server o Redundant Drilling SCADA Server o Dual Redundant Common Database Server o Application Server (Production) o Application Server (Drilling) o Web server HMIs Projection display system
Tier -2 configurations is shown in Fig.3.4
25
Fig. 3.4 Typical Tier-2 SCADA configuration
Typical Tier 3 SCADA (Corporate Office) Configuration Tier-3 SCADA at Delhi have large memory servers for store data coming from Tier-2. Its have SCADA server(Production) SCADA server(Drilling) Web server Network management server Conman Database(on ORACLE) Calibration server HMIs, Projection display system
This configuration shown in Fig.3.5
26
Fig. 3.5 Typical Tier-3 configuration
27
CHAPTER 4
INSTRUMENTS
4.1 Introduction 4.2 Sensors 4.3 Types of Instruments 4.4 FF Protocol 4.5 Modbus Protocol 4.6 HART Protocol 4.7 Display Module
4.1
Introduction
A basic instrument system consists of three elements: SENSOR or INPUT DEVICE SIGNAL PROCESSOR RECEIVER or OUTPUT DEVICE A block diagram of basic system is shown but they are usually more complex.
Fig. 4.1 Basic block diagram of instrument
4.2
1) Temperature transducers
Sensors
Thermocouple When two wires with dissimilar electrical properties are joined at both ends and one junction is made hot and the other cold, a small electric current is produced proportional to the difference in the temperature. Seebeck discovered
28
this effect. It is true no matter how the ends are joined so the cold end may be joined at a sensitive millivolt meter. The hot junction forms the sensor end.
Fig. 4.3 Thermocouple Peltier showed that heat is absorbed at the hot end and rejected at the cold end. Thompson showed that part of the e.m.f. is due to the temperature gradient in the wire as well as the temperature difference between the junctions. Most thermocouple metals produce a relationship between the two temperatures and the e.m.f as follows. e = (1 - 2) + (12 - 22) and are constants for the type of thermocouple. The relationship is nearly linear over the operating range. The actual characteristic and suitable operating temperatures depends upon the metals used in the wires. The various types are designated in international and national standards. Typical linear operating ranges are shown for standard types. It is important that thermocouples are standard so that the same e.m.f will always represent the same temperature. Thermocouples come in several forms. They may be wires insulated from each other with plastic or glass fibre materials. For high temperature work, the wire pairs are put inside a tube with mineral insulation. For industrial uses the sensor comes in a metal enclosure such as stainless steel.
Resistance type sensors
29
Fig. 4.4 Resistance type sensor These work on the principle that the electrical resistance of a conductor change with temperature. If a constant voltage is applied to the conductor then the current flowing through it will change with temperature. The resistivity of the conductor changes with temperature. This usually means the resistance gets bigger as the conductor gets hotter. The following law relates the resistance and temperature. is the temperature coefficient of resistance. Ro is the resistance at 0oC. Sometimes the equation is given as basic temperature sensor is made by winding a thin resistance wire into a small sensor head. The resistance of the wire then represents the temperature. This has an advantage over a thermocouple in that it is unaffected by the temperature of the gauge end. The main type of wire used is PLATINUM. The sensors are usually manufactured to have a resistance of 100 is 200 to 400oC. A special type of resistance sensor is called a THERMISTOR. They are made from a small piece of semiconductor material. The material is special because the resistance changes a lot for a small change in temperature and so can be made into a small sensor and it costs less than platinum wire. The temperature range is limited. They are only used for a typical range of -20 to 120oC and are commonly used in small hand held thermometers for everyday use. The relationship between resistance and temperature is of the form R = AeB/ Liquid expansion and vapor pressure sensors These are thermometers filled with either a liquid such as mercury or an evaporating fluid such as used in refrigerators. In both cases the inside of the sensor head and the connecting tube are completely full. Any rise in temperature produces expansion or evaporation of the liquid so the sensor becomes pressurized. The pressure is related to the temperature and it may be
30
indicated on a simple pressure gauge. Ways and means exist to convert the pressure into an electrical signal. The movement may also directly operate a thermostat. These instruments are robust and used over a wide range. They can be fitted with electric switches to set off alarms.
Fig.4.5 Liquid expansion and vapor pressure sensors Bimetallic types It is a well-known principle that if two metals are rigidly joined together as a two-layer strip and heated, the difference in the expansion rate causes the strip to bend.
Fig. 4.6 Bimetallic types In the industrial type, the strip is twisted into a long thin coil inside a tube. One end is fixed at the bottom of the tube and the other turns and moves
31
a pointer on a dial. The outward appearance is very similar to the pressure type. They can be made to operate limit switches and set off alarms or act as a thermostat. (e.g. on a boiler). Glass thermometer The ordinary glass thermometer is also a complete system. Again the bulb is the sensor but the column of liquid and the scale on the glass is the processor and indicator. Mercury is used for hot temperatures and colored alcohol for cold temperatures.
Fig.4.7 Glass thermometer The problems with glass thermometers are that they are 1.Brittle -40oC. 3.Alcohol boils at around 120 oC. 4.Accurate manufacture is needed and this makes accurate ones expensive. 5.It is easy for people to make mistakes reading them. Glass thermometers are not used much now in industry but if they are, they are usually protected by a shield from accidental breakage. In order to measure the temperature of something inside a pipe they are placed in thermometer pockets. 2) Pressure transducers Pressure sensors either convert the pressure into mechanical movement or into an electrical output. Complete gauges not only sense the pressure but indicate them on a dial or scale. Mechanical movement is produced with the following elements.
32
Bourdon tube The Bourdon tube is a hollow tube with an elliptical cross section. When a pressure difference exists between the inside and outside, the tube tends to straighten out and the end moves. The movement is usually coupled to a needle on a dial to make a complete gauge. It can also be connected to a secondary device such as an air nozzle to control air pressure or to a suitable transducer to convert it into an electric signal. This type can be used for measuring pressure difference.
Fig. 4.8 Bourdon tube Piston type The pressure acts directly on the piston and compresses the spring. The position of the piston is directly related to the pressure. A window in the outer case allows the pressure to be indicated. This type is usually used in hydraulics where the ability to withstand shock, vibration and sudden pressure changes is needed (shock proof gauge). The piston movement may be connected to a secondary device to convert movement into an electrical signal.
33
Fig. 4.9 Piston type pressure sensor Capsules and bellows A bellows is made of several capsules. These are hollow flattened structures made from thin metal plate. When pressurized the bellows expand and produce mechanical movement. If the bellows is encapsulated inside an outer container, then the movement is proportional to the difference between the pressure on the inside and outside. Bellows and single capsules are used in many instruments. They are very useful for measuring small pressures.
Fig. 4.10 Capsules and bellows type pressure sensor Diaphragms
34
These are similar in principle to the capsule but the diaphragm is usually very thin and perhaps made of rubber. The diaphragm expands when very small pressures are applied. The movement is transmitted to a pointer on a dial through a fine mechanical linkage.
Fig. 4.11 Diaphragm type pressure sensor 3) Speed transducers Speed transducers are widely used for measuring the output speed of a rotating object. There are many types using different principles and most of them produce an electrical output. Optical types
Fig. 4.12 Optical type speed sensor These use a light beam and a light sensitive cell. The beam is either reflected or interrupted so that pulses are produced for each revolution. The pulses are then counted over a fixed time and the speed obtained. Electronic processing is required to time the pulses and turn the result into an analogue or digital signal. Tachometers
35
There are two types, A.C. and D.C. The A.C. type generates a sinusoidal output. The frequency of the voltage represents the speed of rotation. The frequency must be counted and processed. The D.C. type generates a voltage directly proportional to the speed. Both types must be coupled to the rotating body. very often the tachometer is built into electric motors to measure their speed.
Fig. 4.14 Tachometer
Flow meters Differential pressure flow meters These are a range of meters that convert flow rate into a differential pressure. The important types conform to BS 1042 and are Orifice meters. venturi meters nozzle meters pitot tubes.
The diagram shows a cross section through the four types of d.p. meters. The working principle for all these is that something makes the velocity of the = p2 - p1 is created.
36
Fig. 4.15 Differential pressure flow meter
4) Force sensors The main types of force sensors are Mechanical types. Hydraulic types. Electrical strain gauge types. Mechanical types Mechanical types are usually complete measuring systems involving some form of spring such as in a simple spring balance or bathroom scale. It is a basic mechanical principle that the deflection of a spring is directly proportional to the applied force so if the movement is shown on a scale, the scale represents force.
37
Fig. 4.16 mechanical type force sensor Hydraulic types Hydraulic types are often referred to as hydraulic load cells. The cell is a capsule filled with liquid. When the capsule is squeezed, the liquid becomes pressurised. The pressure represents the force and may be indicated with a calibrated pressure gauge. The capsule is often a short cylinder with a piston and the pressure produced is given by p = F/A where F is the force and A the piston area.
Fig. 4.17 Hydraulic types force sensor Strain gauge type A typical load cell consists of a metal cylinder with strain gauges fixed to it. When the cylinder is stretched or compressed, the strain gauges convert the force into a change in resistance and hence voltage. Since the elements require
38
a supply voltage, the cell usually has 4 wires, two for the supply and two for the output.
Fig. 4.18 Strain gauge type Force sensor
5) Position sensors Position sensors are essential elements in the control of actuators. The position of both linear and rotary actuators is needed in robotic type mechanisms. There are three principle types. Resistive optical inductive Resistive types
Fig. 4.19 Resistive type position sensor
39
A potentiometer is a variable electrical resistance. A length of resistance material has a voltage applied over its ends. A slider moves along it (either linear or rotary) and picks off the voltage at its position or angle. The tracks may be made from carbon , resistance wire or piezo resistive material. The latter is the best because it gives a good analogue output. The wire wound type produces small step changes in the output depending on how fine the wire is and how closely it is coiled on the track. Optical types
Fig. 4.20 Optical types position sensor Optical types are mainly used for producing digital outputs. A common example is found on machine tools where they measure the position of the work table and display it in digits on the gauge head. Digital micrometers and verniers also use this idea. The basic principle is as follows. Light is emitted through a transparent strip or disc onto a photo electric cell. Often reflected light is used as shown. The strip or disc has very fine lines engraved on it which interrupt the beam. The number of interruptions are counted electronically and this represents the position or angle. This is very much over simplified and you should refer to more advanced text to find out how very accurate measurements are obtained and also the direction of movement. Inductive types
40
Fig. 4.21 Inductive type position sensor The most common of these is the Linear Variable Differential transformer or LVDT. The transformer is made with one primary coil and two secondary coils, one placed above and the other below the primary. The coils are formed into a long narrow hollow tube. A magnetic core slides in the tube and is attached to the mechanism being monitored with a non magnetic stem (e.g. brass). A constant alternating voltage is applied to the primary coil. This induces a voltage in both secondary coils. When the core is exactly in the middle, equal voltages are induced and when connected as shown, they cancel each other out. When the core moves, the voltage in one secondary coil grows but reduces in the other. The result is an output voltage which represents the position of the core and hence the mechanism to which it is attached. The output voltage is usually converted into D.C. With suitable electronic equipment for phase detection, it is possible to detect which direction the core moves and to switch the DC voltage from plus to minus as the core passes the centre position. These can be very accurate and are widely used for gauging the dimensions of machined components.
6) Depth gauges Depth gauges measure the depth of liquids and powder in tanks. They use a variety of principles and produce outputs in electrical and pneumatic forms. The type to use depends on the substance in the tank. Here are a few.
41
Fig. 4.22 Depth guage The ultrasonic system reflects sound waves from the surface and determines the depth from the time taken to receive the reflected sound. The electronic version uses a variety of electrical affects including conduction of the fluid and capacitance. The pneumatic version bubbles air through the liquid and the pressure of the air is related to the depth. A simple pressure gauge attached to a tank is also indicates the depth since depth is proportional to pressure. 7) Strain gauges Strain gauges are used in many instruments that produce mechanical strain because of the affect being measured in their own right, they are used to measure the strain in a structure being stretched or compressed. The strain gauge element is a very thin wire that is formed into the shape shown. This produces a long wire all in one direction but on a small surface area. The element is often formed by etching a thin foil on a plastic backing. The completed element is then glued to the surface of the material or component that will be strained. The axis of the strain gauge is aligned with the direction of the strain. When the component is stretched or compressed, the length of the resistance wire is changed. This produces a corresponding change in the electrical resistance. Let the length of the gauge be L and the change in length be L. The mechanical strain = L/L Let the resistance of the gauge be R (typically 120 ) and the change in resistance be R. The electrical strain = R/R.
42
The electrical and mechanical strains are directly proportional and the constant relating them is called the gauge factor (typically 2). Gauge Factor = Electrical Strain/Mechanical strain = /= L R/R L 4.3 Types of instrument In SCADA project of ONGC following Instruments is used for measure different quantity. In bracket shows protocol used for those instruments. Differential Pressure Transmitter (FF) Pressure Transmitter (FF) Temperature Transmitter (FF) Coriolis Mass Flow Meters-Oil Despatch (Modbus) Ultrasonic Clamp-on Flow Meter-Water Injection Header (Modbus) Thermal Mass Flow Meter-Flare Line (HART) Level Transmitters- Storage & Test Tanks (FF,HART) Magnetic Flow Meters-Effluent Line (FF) Turbidity Meters-Effluent Line (Modbus) Total Flow RTU-Custody Transfer for Gas (Modbus)
4.4 FF(Field Foundation) Fieldbus is a generic-term which describes a new digital communications network which will be used in industry to replace the existing 4 - 20mA analogue signal. The network is a digital, bi-directional, multidrop, and serialbus communications network used to link isolated field devices, such as controllers, transducers, actuators and sensors. Each field device has low cost computing power installed in it, making each device a smart device. Each device will be able to execute simple functions on its own such as diagnostic, control, and maintenance functions as well as providing bi-directional communication capabilities. With these devices not only will the engineer be able to access the field devices, but they are also able to communicate with other field devices. In essence fieldbus will replace centralized control networks with distributed-control networks. Therefore fieldbus is much more than a replacement for the 4 - 20mA analogue standard. The fieldbus technology promises to improve quality, reduce costs and boost efficiency. These promises made by the fieldbus technology are derived
43
partly from the fact that information which a field device is required to transmit or receive can be transmitted digitally. This is a great deal more accurate than transmitting using analogue methods which were used previously. Each field device is also a smart device and can carry out its own control, maintenance and diagnostic functions. As a result it can report if there is a failure of the device or manual calibration is required, this increases the efficiency of the system and reduces the amount of maintenance required. Each field device will be more flexible as they will have computing power. One fieldbus device could be used to replace a number of devices using the 4 20mA analogue standard. Other major cost savings from using fieldbus are due to wiring and installation - the existing 4 - 20mA analogue signal standard requires each device to have is own set of wires and its own connection point. Fieldbus eliminates this need so only a single twisted pair wiring scheme is required.
4.5
Modbus
The Modbus protocol provides an industry standard method that Modbus devices use for parsing messages. This protocol was developed by Modicon, Incorporated, for industrial automation systems and Modicon programmable controllers. Modbus devices communicate using a master-slave technique in which only one device (the master) can initiate transactions (called queries). The other devices (slaves) respond by supplying the requested data to the master, or by taking the action requested in the query. A slave is any peripheral device (I/O transducer, valve, network drive, or other measuring device) which processes information and sends its output to the master using Modbus. Acromag Series 900MB I/O Modules are slave devices, while a typical master device is a host computer running appropriate application software. Masters can address individual slaves, or can initiate a broadcast message to all slaves. Slaves return a response to all queries addressed to them individually, but do not respond to broadcast queries. A master's query consists of a slave address (or broadcast address), a function code defining the requested action, any required data, and an error
44
checking field. A slave's response consists of fields confirming the action taken, any data to be returned, and an error checking field. Note that the query and response both include a device address, plus a function code, plus applicable data, and an error checking field. If no error occurs, the slave's response contains the data requested. If an error occurs in the query received, or if the slave is unable to perform the action requested, the slave will return an exception message as its response (see Modbus Exceptions). The error check field of the message frame allows the master to confirm that the contents of the message are valid. Additionally, parity checking is also applied to each transmitted character in its data frame.
4.6
HART
Field networks are not the only solution when plant operators want to use the advantages of smart field devices. The HART protocol provides many possibilities even for installations that are equipped with the conventional 4 to 20 mA technique. HART devices communicate their data over the transmission lines of the 4 to 20 mA system. This enables the field devices to be parameterized and started up in a flexible manner or to read measured and stored data (records). All these tasks require field devices based on microprocessor technology. These devices are frequently called smart devices. Introduced in 1989, this protocol has proven successful in many industrial applications and enables bidirectional communication even in hazardous environments. HART allows the use of up to two masters: the engineering console in the control room and a second device for operation on site, e.g. a PC laptop or a handheld terminal. The most important performance features of the HART protocol include: proven in practice, simple design, easy to maintain and operate compatible with conventional analog instrumentation simultaneous analog and digital communication option of point-to-point or multidrop operation flexible data access via up to two master devices supports multivariable field devices sufficient response time of approx. 500 ms
45
open de-facto standard freely available to any manufacturer or user
4.7
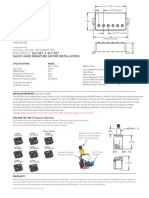
Display module
For Display module electronics Scada is used. This is shown in Fig. 4.23
Fig. 4.23 Display module for SCADA
46
CHAPTER 5
RTU (Remote Terminal Unit)
5.1 Introduction 5.2 Introduction to AC800 F Controller 5.3 Features of AC800F 5.4 Architecture of AC800F
5.1
INTRODUCTION
SCADA RTUs need to communicate with all your on-site equipment and survive under the harsh conditions of an industrial environment. RTU functionality is Collects all analog & digital field signals (FF, Modbus, Hart, 420mA, On- Off States) .Digitize the Field Signal. Load the data into OPC server So RTU required Sufficient capacity to support the equipment at your site but not more capacity than you actually will use. At every site, you want an RTU that can support your expected growth over a reasonable period of time, but its simply wasteful to spend your budget on excess capacity that you wont use. Rugged construction and ability to withstand extremes of temperature and humidity. You know how punishing on equipment your sites can be. Keep in mind that your SCADA system needs to be the most reliable element in your facility.
47
Secure redundant power supply. You need your SCADA system up and working 24/7, no excuses. Your RTU should support battery power and, ideally, two power inputs. Redundant communication ports. Network connectivity is as important to SCADA operations as a power supply. A secondary serial port or internal modem will keep your RTU online even if the LAN fails. Plus, RTUs with multiple communication ports easily support a LAN migration strategy. Nonvolatile memory (NVRAM) for storing software and/or firmware. NVRAM retains data even when power is lost. New firmware can be easily downloaded to NVRAM storage, often over LAN so you can keep your RTUs capabilities up to date without excessive site visits. Intelligent control. As I noted above, sophisticated SCADA remotes can control local systems by themselves according to programmed responses to sensor inputs. This isnt necessary for every application, but it does come in handy for some users. Real-time clock for accurate date/time stamping of reports. Watchdog timer to ensure that the RTU restarts after a power failure.
5.2
Introduction toAC800F Controller
In Fig. 5.1 show the AC800F controller which is used in the RTU.
Fig. 5.1 AC800F Controller
48
AC 800F opens up the flexibility of Fieldbus technology to the user. The AC 800F collects and processes diagnostic and process data from four Fieldbus lines, which may be of different types. It does this in addition to the tasks of a conventional process station. Up to 4 (different) fieldbus modules can be plugged into the AC 800F. The communication with other controllers runs via Ethernet. The basic unit, PM 802F, cyclically scans signals from the fieldbus sensors via the corresponding fieldbus modules, processes these signals according the application programs installed by the user and sends appropriate signals to the fieldbus actuators via the fieldbus modules. Controller redundancy can be achieved by installing two AC 800F. To ensure quick and smooth takeover by the secondary AC 800F in case the primary AC 800F fails, a dedicated redundancy communications link through the second Ethernet module makes sure that both AC 800F are always synchronized. All inputs and outputs are designed to support redundant operation. Data communication between AC 800F, process and operator stations runs over the Ethernet system bus on the first Ethernet module. Data exchange with the engineering station is also carried via the system bus. Engineering station communications can involve new or updated configuration files being downloaded to the process stations, or information about the connected modules being reported back. When fieldbus modules are installed or exchanged, the required configuration information is automatically updated. Configuration and real-time process data is stored in RAM. To safeguard this data in case of power loss, the RAM power is backed up with batteries located either on the Ethernet modules or on battery modules. The AC 800F optionally provides several levels of redundancy: device redundancy with 2 AC 800F power supply redundancy (24 V DC) Ehernet communication redundancy (standard) Cable redundancy for Profibus DP, requires external equipment (RLM 01)
5.3
Features of AC800F
Superscalar RISC microprocessor (up to 150 MIPS)
49
16 K internal CPU cache RAM 4 MB FLASH EPROM 4 MB SRAM with error detection and correction (patent pending) Battery backup incl. battery watchdog EEPROM, serial, 16 Kbit Monitoring of the temperature inside the device Watchdog 4 slots for fieldbus modules 2 slots for Ethernet communications modules, 32-bit data bus, 100 MByte/s
5.4
Architecture of the AC800f RTU shown in Fig.5.
Architecture of AC00F
Fig. 5.2 Architecture of RTU
50
CHAPTER 6
MTU(Master Terminal Unit)
5.1 Introduction 5.2 MTU function 5.3 SCADA server
6.1
Introduction
MTU collects data from different RTU. In any SCADA system only one MTU and more than one RTU.MTU stores data to the SCADA server feature decision improve day by day SCADA system. Your SCADA master should display information in the most useful ways to human operators and intelligently regulated your managed systems. SCADA master must-haves: Flexible, programmable response to sensor inputs. Look for a system that provides easy tools for programming soft alarms (reports of complex events that track combinations of sensor inputs and date/time statements) and soft controls (programmed control responses to sensor inputs). 24/7, automatic pager and email notification. Theres no need to pay personnel to watch a board 24 hours a day. If equipment needs human attention, the SCADA master can automatically page or email directly to repair technicians. Detailed information display. You want a system that displays reports in plain English, with a complete description of what activity is happening and how you can manage it. Nuisance alarm filtering. Nuisance alarms desensitize your staff to alarm reports, and they start to believe that all alarms are nonessential alarms.
51
Eventually they stop responding even to critical alarms. Look for a SCADA master that includes tools to filter out nuisance alarms. Expansion capability. A SCADA system is a longterm investment that will last for as long as 10 to 15 years. So you need to make sure it will support your future growth for up to 15 years. Redundant, geodiverse backup. The best SCADA systems support multiple backup masters, in separate locations.. If the primary SCADA master fails, a second master on the network automatically takes over, with no interruption of monitoring and control functions. Support for multiple protocols and equipment types. Early SCADA systems were built on closed, proprietary protocols. Single-vendor solutions arent a great idea vendors sometimes drop support for their products or even just go out of business. Support for multiple open protocols safeguards your SCADA system against unplanned obsolescence.
6.2
MTU function
Gives up-to-date process information to the operator Allows the operator to remotely open or close any block valves Detect any problems (e.g. Pipeline leak) and creates alarms to warn the operator Performs a sequence of troubleshooting/shutdown procedures based on operator instruction Prints out a report that tells how much fluid was delivered Stores important historical information especially when alarm occurs (date, time, condition)
6.3
SCADA server
SCADA server is installed at bath RTU & MTU unit. It is interface the HMI to RTU or MTU SCADA server is providing following function. Collects data from RTU Send this data to HMI Send this data to Ku band Disc
52
Fig. 6.1 Shows the SCDA server. In the SCADA server use window server 2003, & SCDA vantage software.
Fig. 6.1 SCADA Server
53
SITE VISITS
SOBHASAN CTF
CTF stands for Central Tank Farm. The oil from wells is given to the headers of GGS. Headers are inlets through which the oil is taken from the ground. These are of three types : 1. High pressure header 2. Low pressure header 3. Testing header They are classified according to the pressure of the incoming oil i.e. if the oil coming from a well that is old enough and the pressure of the well is lower than low pressure headers are used. Similarly if the pressure of the oil is very high then high pressure headers are used. For testing purpose, the oil is fed to the testing header. The oil from the headers is given to the separators. The main functioning of the separators is to separate oil and gas from the mixture. The gas from the separator is then given to the scrubber. The main functioning of the scrubber is to separate the gas from the liquid. The gas separated from here is divided in two parts i.e., some amount of the gas is given to the GAIL and the remaining amount is kept for its reusability for gas injection in low pressure headers. The measurement of the gas that is supplied to GAIL is measured using various measuring instruments that are discussed above. In scrubber, the gas is separated by feeding at an angle to the inner scrubber walls. We know that the gravity of the oil is higher than that of the gas. So, the gas will settle down and will be stored alternately in the container to be supplied to the GAIL. The water from the scrubber is kept for its purification and its used for water injection. Now the liquid separated from the separator is given to the bath heater. Bath heater is used for heating the oil in order to reduce its viscosity. This
54
is done by two ways. Firstly by heating it upto 80C-85 C and the other way is to break the chemical bonds in the mixture. It is a cylindrical structure and is placed horizontally on the ground supported by some supporting structure above the ground. In the scrubber, two pipes are given at the top of the cylindrical structure in order to expel out the gases produced at the time of heating the oil. In the heating process, we cannot heat the oil directly because it can catch the flame. Hence, it is heated indirectly. The oil from the bath heater is then given to the storage tank.
Heater Treater
55
SOBHASAN ETP
ETP stands for Effluent Treatment Plant. The ETP has two water tanks. In the first water tank initially the water is stored & the inlet and the outlet of the tank are provided at the bottom only. The inlet and the outlet pipes are of 8 inches. The other pipes used for the water flow purpose are of 6 inches. The water drained out from the heater chamber is processed for further treatment. The water is feeded in the tank1 and the water having less oil content is again transmitted to the second water tank via common link. Water is provided in between the two tanks at the bottom. The inlet and the outlet of the tank2 is also provided at the bottom having the same in clues and provided carrier. In these tanks, there are two outlets for oil at different levels. These are used in order to detect if oil is present over the layer of water or not. In this process, the water level is raised above the standard level. From these outlets the outcome is checked. As oil is lighter than water, it is stored at the upper layer of the water. The oil will be drained out from these outlets is stored in oil reservoir. If the outcome in the reservoir is not oil than it will be easily known that the oil is not present in the upper layer of the water. Then the level is decreased again. Now the water from the water tank is feeded in zone refining section (zone 1) equalization tank. It is based on the principle that upper layer which is heavier is skimmed by the skimmer. Here the skimming is done with the help of the mechanical process using pulleys having conveyer belt to convert them. When the layer of oil is skimmed then it will be tilted slightly and the oil will come in this container. The water obtained from this tank is feeded to the TPI Feed Tank. Through which the further filtration of oil and water is done.
56
The semi-cylindrical container is used to store the oil in it. Now the oil is stored in the oil reservoir through a pipe. Now the water is supplied to the slow boil tank where there is the same processing of separation of oil & water. Now the water which is free to some extent from the oil is given to the foculation tank where oil is treated chemically. These chemicals are stored in large tanks. If the qualities of the chemicals used are good then the water is stored in the foculation tank is white and if the quality of chemicals is not of desirable then it will be black. Now this chemically treated water is filtered through filters which are of two types 1. Dual media tank filter 2. Carbon filter These both tanks differ in their filter particle size. The particle size in dual media tank is larger than particles in carbon filter and the chemically processed water is feed to the dual media tank which is filtered out to some extent by passing through the larger carbon particles which are acting like filters & filter out a bulk of sludge that are of larger size particles. These tanks are sometimes cleaned manually and the sludge is again put in the sludge bed. The temperature of the foculation tank is 40C.
57
SANTHAL MAIN
The main aim of SANTHAL site is to provide continuous and uninterrupted supply of high pressure air for injection to wells. Santhal Main is the biggest EOR (Enhance Oil Recovery) in Asia. The other main objective is to provide high pressure water injection to wells. The oil here obtained is very thick i.e., the viscosity of the oil is reduced via compressor. Here the oil from the ground is taken through the SRP (Sucker Road Pump) like a hand pump. The plant system essentially consists of low pressure compressors, high pressure compressors, water injection system, cooling water system, different chemical dosing system & necessary electrical and instrumentation system. A total of 70 wells can be connected from SANTHAL Main for the air and water injection.
At a time when only one oil cooler out of twelve was available for LP compressors and there was no standby LP air compressor, one of the HP compressor air intercooler of North Santhal Ph-I plant was modified to be used as oil cooler and LP-A compressor was made available as a standby unit. Laying of Underground pit lines for all injector wells done. New earthing pits constructed for entire plant. Laying of separate lines for air and water injection. In-house Replacement of first stage piston rod assembly of HP-A compressor. Modification of old cooling circuit by using bore well water in place of effluent water in primary cooling circuit & using RO water in place of bore well water in secondary cooling circuit. Laying of a separate line with flow control valve for continuous blow down of cooling tower water to maintain the required TDS.
58
Provision made for continuous supply of treated effluent to Santhal IV/Brine plant. OWS water dispatch to NS ETP brought down from 300 M3/day to 70 M3/day by replacing all the leaking butterfly valves of Injection Water filtration package resulting in drastic saving of energy. Clubbing of Effluent disposal to S#211 ED well with water injection to Jotana header, led to utilization of the pump at 100% efficiency against the earlier efficiency of 37%. It resulted in running the second pump only for 5days a week to achieve the wet phase weekly target. This will lead to a saving of approximately Rs 30 lacs per year.
LP & HP Compressor Tank
59
LANWA GGS-2
There are three storage tanks (GGS). The main function of Lanwa GGS is to heat the crude oil & separate it from the water. The oil from the ground comes into the well header. Then the oil is supplied to the bath heater for the heating process. The oil is heated at a temperature of 50C - 52C. Here the viscosity of the oil is reduced. Now the oil is supplied to the heater treater. Here the oil is heated between 75C - 80C. In the heater treater the process of emulsion is carried out. In this process the water is separated from the oil. But still 70 75% of water remains in the oil. Then this water is stored in the storage tank. Here the testing headers are used to show the productivity of the well. The Mass Flow meter is used to display the flow of oil in the well. There are three types of level indicators 1. Pro Gauge 2. REX Gauge 3. GWR(Guided wave radar)
60
CHAPTER 7
HMI (Human Machine Interface)
7.1 Introduction 7.2 Features of HMI 7.3 Functions of HMI 7.4 HMI layout 7.5 Basic Navigation
7.1
Introduction
A HMI is the apparatus which presents process data to a human operator, and through this, the human operator, monitors and controls the process. A supervisory (computer) system, gathering (acquiring) data on the process and sending commands (control) to the process. Fig. 7.1 show the HMI.
7.2
Features of HMI
61
It contains two touches Screen Panasonic Monitor. Windows Server 2003 installed Open database connectivity Contain SCADA vantage software.
7.3
Function
Monitoring real data from the field. For see replication from all the RTU. If we dont get of replication of any reading there is some problem.
Fig. 7.2 HMI Overview
62
7.4
Basic Navigation
For most Tier 1 facilities, the HMI will open to the site overview screen by default. The site overview screen is displayed in the main area of Error! Reference source not found., shows a graphical representation of the site, however, it contains only a minimum amount of dynamic I/O in order to prevent overcrowding. The user can obtain more information about particular sections using various navigation methods which are described below. Incase of Tier-2 a screen displaying the consolidated list of all the Tier 1 is displayed. On a single click on any of the button, the graphic will open the corresponding Tier 1 graphics (like Fig. 7.2). Alternatively, a map opens along with the consolidated list, displaying the summary of production of the Asset and also displays the Tier-1 sites as per Latitude and Longitude mapping, double clicking on a particular site icon opens up the Graphic of the particular site showing the various details corresponding to the location. Other navigations methods which can be used by the Operator for switching between the screens are as follows: Via buttons (linked to different screens within) on the graphics
Via the navigation toolbar on graphics i.e. Go Back One Display, Show Overview Display, Go to the Next Display, Pin the Display.
Via the main navigation toolbar (for accessing standard tools, lists etc)
63
The first screen is overview (Birds View) of the entire location under consideration, in this case ANKGDRGGS03. From here the operator can go the respective locations split mainly as Separator Area, Test Separator Area, Liquid Storage, Gas Lift etc, by clicking on the buttons on the right (refer Figure 6 for better understanding). For example, in order to see additional information regarding the test separators the user would click the Test Separators button shown in Error! Reference source not found.. 7.2 to be navigated to the Test Separator screen which contains detailed process information not shown on the site overview screen
Fig.7.3 Detailed View of Test Separators
64
In the graphics provided, the process piping connects all the areas in a particular location, in such a case dynamic link buttons are provided. The user can click these buttons to move between connected screens. Alternatively the user can open the Navigation Bar using the Display Buttons icon ( ), which provides links to all areas on the site. Error! Reference source not found..7.4 shows the Navigation Bar and highlights a dynamic link button.
Fig. 7.4 Navigation Bar Point Description To obtain details about a specific data point, the user can move the mouse on top of that point. The fly-over shows the name, current value, and quality of the database point.
65
Fig.7.5 Point Details on the screen
Points on a black background are read by an RTU, points on a blue background can be set by the user. Any point that is unreliable due to communication problems, etc., will be shown with a line through the value (i.e. stroked value). The color of the point value text indicates the state of that point. In general, Green points are normal, Yellow points are points under the state warning levels, and red points are in alarm. If the point is flashing between white and black backgrounds (reverse video), it indicates that the point is currently in an alarm state and has not been acknowledged. Right clicking the point will bring up the menu shown in Error! Reference source not found..7.6.
66
CHAPTER 8
Ku & C Band
8.1 Introduction 8.2 Ku Band 8.3 Difficulties of Ku Band 8.4 C band
8.1
Introduction
In SCADA Project of ONGC communication for Tier-1 to Tier-2 Ku band in C band is used. For tier-2 to Tier-3, Delhi 2Mbps line is used. For this communication is ONGC infocom department of ONGC.PCS ( Patani computer system) handled total LAN network Tier-2 to Tier-3.
8.2
Ku band
The Ku band (Kurtz-under band) is primarily used for satellite communications, particularly for editing and broadcasting satellite television. This band is split into multiple segments broken down into geographical regions, as determined by the ITU (International Telecommunication Union). The Ku band is a portion of the electromagnetic spectrum in the microwave range of frequencies ranging from 11.7 to 12.7GHz. (downlink frequencies) 14 to 14.5GHz (uplink frequencies).
67
The most common Ku band digital reception format is DVB (main profile video format) .vs the studio profile digital video format or the full-blown Digicipher II 4DTV format. The first commercial television network to extensively utilize the Ku Band for most of its affiliate feeds was NBC, back in 1983. The ITU Region 2 segments covering the majority of the Americas are between 11.7 and 12.2 GHz, with over 21 FSS North American Ku-band satellites currently orbiting. Each requires a 0.8-m to 1.5-m antenna and carries twelve to twenty four transponders, of which consume 20 to 120 watts (per transponder), for clear reception. The 12.2 to 12.7 GHz segment of the Ku Band spectrum is allocated to the broadcasting satellite service (BSS). These direct broadcast satellites typically carry 16 to 32 transponders. Each provides 27 MHz in bandwidth, and consumes 100 to 240 watts each, accommodating receiver antennas down to 450 mm (18 inches ). The ITU Region 1 segments of the Ku spectrum represent Africa and Europe (11.45 to 11.7 GHz band range and 12.5 to 12.75 GHz band range) is reserved for the fixed satellite service (FSS), with the uplink frequency range between 14.0 and 14.5 GHz).
8.3
Difficulties of Ku Band
When frequencies higher than 10 GHz are transmitted and received used in a heavy rain fall area, a noticeable degradation occurs, due to the problems caused by and proportional to the amount of rain fall (commonly known as known as "rain fade" This problem can be combated, however, by deploying an appropriate link budget strategy when designing the satellite network, and allocating a higher
68
power consumption to overcome rain fade loss. In terms of end-viewer TV reception, It takes heavy rainfall in excess of 100 mm per hour to have a noticeable effect. The higher frequency spectrum of the Ku band is particularly susceptible to signal degradation- considerably more so than C band satellite frequency spectrum, though the Ku band is less vulnerable to rain fade than the Ka band frequency spectrum. A similar phenomena, called "snow fade" (when snow accumulation significantly alters the focal point of your dish) can also occur during Winter Season. Also, the Ku band satellites typically require considerably more power to transmit than the C band satellites. However, both Ku and Ka band satellite dishes to be smaller (varying in size from 2' to 5' in diameter.)
Ku Band Dish Antenna Compatibility If you have a solid dish, you should have no problem converting from C band to Ku band. However, with a mesh dish- if the "holes" in the mesh are greater than a quarter inch, the chances of computability are not in your favor, due to the fact that your dish won't reflect Ku-band signals properly. Therefore, you'll want to strongly consider upgrading to either a solid dish, or a mesh dish in which the hole size under 1/4", and ideally you'll want a dish that is 1 piece (or at least very few pieces); as 4 section dish is more optimal than an 8 section dish. The fewer the sections, the more accurate your parabola shape is and thereby the more difficult it is for your dish to become warped (the smaller the number of seams- the better). And insofar as dish mounts go, the H2H (Horizon-to-Horizon) dish mount is more desirable than a polar mount. This is due to the fact that the Ku-band demands that the dish antenna system is well-targeted and able to closely follow the orbital arc, of which the H2H mount does quite admirably, as compared to a polar mount. Also, bear in mind that you will be adjusting both the azimuth and elevation, which can be a bit tricky occasionally.
69
8.4
C Band
C Band is the original frequency allocation for communications satellites.CBand uses 3.7-4.2GHz for downlink and 5.925-6.425Ghz for uplink. The lower frequencies used by C Band perform better under adverse weather conditions than the Ku band or Ka band frequencies.
70
The Drilling SCADA
The SCADA system include 09 offshore and 65 onshore Drilling Rigs System engineered for 18 Chartered Hired Offshore Rigs 25 % scalability and expandability built into the system An integrated Drilling and Mud logging approach adopted on offshore drilling rigs and two onshore rigs in Rajamundry A robust 3-tier architecture concept with adequately built in redundancy at system level
Parameters Monitored
Hook load, Bit weight, Lines strung, Bit position Rate of penetration, Depth of hole, Bit depth Drill pipe Rotary Rate and Torque Active Mud tank Volume, Trip Tank Volume, Gain/loss Return Mud Flow Pump rate, Total strokes, Mud Pressure Gas & Mud parameters MWD & LWD (wherever deployed)
71
Mud Logging Software (Tier-1)
Input-Raw parameters from SCADA. Output - Lag tagged parameters will be transmitted to SCADA in WITSML. Will Display all drilling parameters like hole depth, bit depth, ROP , WOB, Rotary Speed, Rotary Torque etc. Kick control will display all information related to type of influx ,volume of mud gained, weight of barite required to kill the kick Detection of over pressure ,complete with curve fitting and leak test, Dexponent, fracture gradient ,pore pressure ,sigma, cross plots etc.
A digitally operating electronic apparatus which uses a programming memory for the internal storage of instructions for implementing specific functions such as logic, sequencing, timing, counting and arithmetic to control through digital or analog modules, various types of machines or process. PLC was developed to replace relays in the late 1960s. Costs dropped and became popular by 1980s. Now PLC is used in many industrial designs.
Historical Background
The Hydramatic Division of the General Motors Corporation specified the design criteria for the first programmable controller in 1968 . Their primary goal
72
To eliminate the high costs associated with inflexible, relay-controlled systems. The controller had to be designed in modular form, so that sub-assemblies could be removed easily for replacement or repair. 1968 1969 1974 Programmable concept developed Hardware CPU controller, with logic instructions, 1 K of memory and 128 I/O points Use of several (multi) processors within a PLC - timers and counters; arithmetic operations; 12 K of memory and 1024 I/O points Remote input/output systems introduced Microprocessors - based PLC introduced Intelligent I/O modules developed Enhanced communications facilities Enhanced software features (e.g. documentation) Use of personal microcomputers programming aids Low - cost small PLCs introduced Networking of all levels of PLC, computer
1976 1977 1980
1983 1985 on
73
CONCLUSION
Acquiring the galores of knowledge at the scada centre was quite fascinating and full of fun. We not only saw the monitoring at the center but also had various visits to the sites like Sobhasan CTF Sobhasan ETP Santhal main Lanwa GGS-02.
These visits to the sites helped us to interact with the engineers involved at various works like production, drilling and instrumentation & through these site visits we now know how the engineers work there. We saw the diesel generator in the colony premises and saw its generation for small scale. Santhal main even had the grid substation (GSS) and thus we got familiar with the switchyard.
74
BIBLIOGRAPHY
Manuals and training details provided at the workspace. Foundation fieldbus training manual
www.abb.com
www.abb.com/oilandgas
Detailed theoretical lectures on live projector.
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Cab&Chaissis ElectricalDocument323 pagesCab&Chaissis Electricaltipo3331100% (13)
- Navistar O & M ManualDocument56 pagesNavistar O & M ManualMushtaq Hasan95% (20)
- What Is A Problem?: Method + Answer SolutionDocument17 pagesWhat Is A Problem?: Method + Answer SolutionShailaMae VillegasNo ratings yet
- CS210 Lecture 32 Magical Application Binary Tree IIIDocument38 pagesCS210 Lecture 32 Magical Application Binary Tree IIIOshoNo ratings yet
- Mobile ApplicationDocument2 pagesMobile Applicationdarebusi1No ratings yet
- 4 Factor DoeDocument5 pages4 Factor Doeapi-516384896No ratings yet
- Build A Program Remote Control IR Transmitter Using HT6221Document2 pagesBuild A Program Remote Control IR Transmitter Using HT6221rudraNo ratings yet
- Essential Rendering BookDocument314 pagesEssential Rendering BookHelton OliveiraNo ratings yet
- Journals OREF Vs ORIF D3rd RadiusDocument9 pagesJournals OREF Vs ORIF D3rd RadiusironNo ratings yet
- Staffing Process and Job AnalysisDocument8 pagesStaffing Process and Job AnalysisRuben Rosendal De Asis100% (1)
- IELTS Speaking Q&ADocument17 pagesIELTS Speaking Q&ABDApp Star100% (1)
- Condition Based Monitoring System Using IoTDocument5 pagesCondition Based Monitoring System Using IoTKaranMuvvalaRaoNo ratings yet
- Emergency Management of AnaphylaxisDocument1 pageEmergency Management of AnaphylaxisEugene SandhuNo ratings yet
- 1st SemDocument3 pages1st SemARUPARNA MAITYNo ratings yet
- Learning Activity Sheet: 3 Quarter Week 1 Mathematics 2Document8 pagesLearning Activity Sheet: 3 Quarter Week 1 Mathematics 2Dom MartinezNo ratings yet
- CBSE Class 6 Whole Numbers WorksheetDocument2 pagesCBSE Class 6 Whole Numbers WorksheetPriyaprasad PandaNo ratings yet
- Rubric 5th GradeDocument2 pagesRubric 5th GradeAlbert SantosNo ratings yet
- Advantages of Using Mobile ApplicationsDocument30 pagesAdvantages of Using Mobile ApplicationsGian Carlo LajarcaNo ratings yet
- Certification Presently EnrolledDocument15 pagesCertification Presently EnrolledMaymay AuauNo ratings yet
- Trillium Seismometer: User GuideDocument34 pagesTrillium Seismometer: User GuideDjibril Idé AlphaNo ratings yet
- PHY210 Mechanism Ii and Thermal Physics Lab Report: Faculty of Applied Sciences Uitm Pahang (Jengka Campus)Document13 pagesPHY210 Mechanism Ii and Thermal Physics Lab Report: Faculty of Applied Sciences Uitm Pahang (Jengka Campus)Arissa SyaminaNo ratings yet
- France Winckler Final Rev 1Document14 pagesFrance Winckler Final Rev 1Luciano Junior100% (1)
- Ultra Slimpak G448-0002: Bridge Input Field Configurable IsolatorDocument4 pagesUltra Slimpak G448-0002: Bridge Input Field Configurable IsolatorVladimirNo ratings yet
- Computer Networks Transmission Media: Dr. Mohammad AdlyDocument14 pagesComputer Networks Transmission Media: Dr. Mohammad AdlyRichthofen Flies Bf109No ratings yet
- Prasads Pine Perks - Gift CardsDocument10 pagesPrasads Pine Perks - Gift CardsSusanth Kumar100% (1)
- ALXSignature0230 0178aDocument3 pagesALXSignature0230 0178aAlex MocanuNo ratings yet
- BenchmarkDocument4 pagesBenchmarkKiran KumarNo ratings yet
- Role of PAODocument29 pagesRole of PAOAjay DhokeNo ratings yet
- Lecture NotesDocument6 pagesLecture NotesRawlinsonNo ratings yet
- Cell Organelles ColoringDocument2 pagesCell Organelles ColoringThomas Neace-FranklinNo ratings yet