You might also like
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- School Stage RoofingDocument12 pagesSchool Stage RoofingKris TejereroNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Com Lab EquipmentsDocument13 pagesCom Lab EquipmentsayadmanNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Electrodes MSDSDocument5 pagesElectrodes MSDSJeganeswaranNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
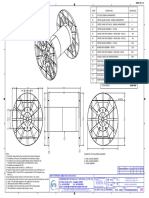
- SHEET No 01 REEL FULL ASSLY GA DWGDocument1 pageSHEET No 01 REEL FULL ASSLY GA DWGKarikalan JayNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- WJ 2016 07Document158 pagesWJ 2016 07JastenJesusNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Sarnafil S 327-20lchceDocument5 pagesSarnafil S 327-20lchceAhmed MontashNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Ams 5664Document3 pagesAms 5664Mick JarrNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- JSA M36 Hydro Testing Spool Pieces & PipeworkDocument4 pagesJSA M36 Hydro Testing Spool Pieces & PipeworkMianNo ratings yet
- Cat DP150 Forklift Service ManualDocument780 pagesCat DP150 Forklift Service ManualRosinaldo Huanaco SuycoNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Open$20Web$20Longspan$20and$20Deep$20Longspan$20Steel$20Joists$20 $201968Document42 pagesOpen$20Web$20Longspan$20and$20Deep$20Longspan$20Steel$20Joists$20 $201968gorafd449100% (3)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Daily Observation Form and ChecklistDocument2 pagesDaily Observation Form and ChecklistABDUL RISHAD KunduthodeNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- AWS D1.1 Generalized Guidelines For Structural Steel Welding InspectionDocument19 pagesAWS D1.1 Generalized Guidelines For Structural Steel Welding InspectionBoy PrayogaNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Radiography Test ProcedureDocument12 pagesRadiography Test Procedurehasan_676489616100% (4)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- QM SampleDocument13 pagesQM SampleHoque AnamulNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Submerged Arc WeldingDocument14 pagesSubmerged Arc WeldingRajan BhadoriyaNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Is 5986-2011Document14 pagesIs 5986-2011oneakshay100% (1)
- Australian Steelwork EvolutionDocument31 pagesAustralian Steelwork EvolutionJohn Paulsy100% (2)
- Asme Boiler and Pressure Vessel Codes: SectionsDocument68 pagesAsme Boiler and Pressure Vessel Codes: Sectionsajay thomasNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Inostar: Wolfram INOSTAR - Nothing Makes More From LessDocument64 pagesInostar: Wolfram INOSTAR - Nothing Makes More From LessScott TrainorNo ratings yet
- Iso 4136-2022Document16 pagesIso 4136-2022mehmet100% (3)
- Kuka»Ъжчилєёѕуинјюkuka Arc Tech AnalogіщччкцібDocument78 pagesKuka»Ъжчилєёѕуинјюkuka Arc Tech Analogіщччкцібpetrozawodsky100% (1)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Waterproofing and MaintenanceDocument14 pagesWaterproofing and MaintenanceJun ChuNo ratings yet
- AWS A5.23 Specification For Low Alloy Steel Electrodes and Fluxes For Submerged Arc Welding PDFDocument44 pagesAWS A5.23 Specification For Low Alloy Steel Electrodes and Fluxes For Submerged Arc Welding PDFRUDY ALONSO CASTRO IGNACIONo ratings yet
- General Hot Work - General Welding, Oxy-Acetylene Cutting, Grinding, Needle Gunning and GougingDocument8 pagesGeneral Hot Work - General Welding, Oxy-Acetylene Cutting, Grinding, Needle Gunning and Gougingbobmat bobmatNo ratings yet
- The Effect of Gas Metal Arc Welding (GMAW) Processes On Different Welding Parameters - DoneDocument5 pagesThe Effect of Gas Metal Arc Welding (GMAW) Processes On Different Welding Parameters - DoneAsim AliNo ratings yet
- 12-001B Punta Gorda TSD R5Document93 pages12-001B Punta Gorda TSD R5rotary.requerimientosNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Wps For Aluminium WeldingDocument8 pagesWps For Aluminium WeldingMohammed MusaNo ratings yet
- 59036682-DAF Electrical PDFDocument438 pages59036682-DAF Electrical PDFgulam hussein100% (8)
- Remediation Lesson in SMAW NC IIDocument49 pagesRemediation Lesson in SMAW NC IIemmabentonioNo ratings yet
- FCAW Welding Guide PDFDocument76 pagesFCAW Welding Guide PDFAmir Nor0% (1)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)