You might also like
- 07 CB Conveyor Belt Design ManualDocument44 pages07 CB Conveyor Belt Design ManualRavikanth AluriNo ratings yet
- BANDO Eng. CatalogDocument44 pagesBANDO Eng. Catalogatm_o40% (5)
- Dunlop Conveyor Belt Design Manual - HTMLDocument38 pagesDunlop Conveyor Belt Design Manual - HTMLForbes Kamba100% (1)
- Dunlop Conveyor Belt Design Manual PDFDocument17 pagesDunlop Conveyor Belt Design Manual PDFMuthuvel VivekNo ratings yet
- Fenner Dunlop EnglishDocument16 pagesFenner Dunlop Englishsaeedifar_mohammad100% (1)
- Elevator Belt and Splice Installation GuideDocument17 pagesElevator Belt and Splice Installation Guide4B Braime ComponentsNo ratings yet
- Steel Cord Conveyor Belt 1 PDFDocument16 pagesSteel Cord Conveyor Belt 1 PDFSudarshan deshpandeNo ratings yet
- Conveyor Pulley Failure Analysis PDFDocument3 pagesConveyor Pulley Failure Analysis PDFriysallNo ratings yet
- Conveyor BeltsDocument22 pagesConveyor BeltsFavorSea Industrial Channel LimitedNo ratings yet
- Belt Cleaner HandbookDocument40 pagesBelt Cleaner Handbooklinmar7071100% (1)
- Bearing Centre and Face Width in Conveyor PulleyDocument8 pagesBearing Centre and Face Width in Conveyor PulleyPrashant MishraNo ratings yet
- Frank Loeffler - Pipe Tube Conveyor PDFDocument12 pagesFrank Loeffler - Pipe Tube Conveyor PDFIgor San Martín Peñaloza0% (1)
- Static Shaft Pulleys With Internal BearingsDocument14 pagesStatic Shaft Pulleys With Internal Bearingsjonodo89100% (1)
- Kinds of Conveyor Belts Pipe Conveyor Belt Conveyo 5ad270867f8b9acc4a8b4583Document19 pagesKinds of Conveyor Belts Pipe Conveyor Belt Conveyo 5ad270867f8b9acc4a8b4583nicolasNo ratings yet
- Enclosed Roller Belt ConveyorsDocument4 pagesEnclosed Roller Belt ConveyorsBuguinNo ratings yet
- AUMUND Bucket Elevator PDFDocument16 pagesAUMUND Bucket Elevator PDFMadhusudhan Gajula100% (5)
- Dunlop Conveyor Belt Design Manual - P1Document14 pagesDunlop Conveyor Belt Design Manual - P1perdhana2000100% (1)
- Flexowell - 2013 - EnglischDocument5 pagesFlexowell - 2013 - Englischeduardo_chaban100% (1)
- Understanding The Vulcanizing Cycle As Used in Splicing (3!28!11)Document7 pagesUnderstanding The Vulcanizing Cycle As Used in Splicing (3!28!11)Luis FloresNo ratings yet
- Almex Institute - Transitions (1!28!11)Document5 pagesAlmex Institute - Transitions (1!28!11)Luis FloresNo ratings yet
- Iso 3684 1990Document8 pagesIso 3684 1990joaquin fuentealba moralesNo ratings yet
- Bucket ElevatorDocument72 pagesBucket Elevatorselmagis100% (2)
- FABA CATALOGUE Bucket Elevator PDFDocument23 pagesFABA CATALOGUE Bucket Elevator PDFahmerkhateebNo ratings yet
- ConyevorsDocument9 pagesConyevorsRohan MalkarNo ratings yet
- Conveyor Belt Design Manual Contitech - EngDocument140 pagesConveyor Belt Design Manual Contitech - Engcanito73100% (12)
- Transfer Station Design For Iron OreDocument7 pagesTransfer Station Design For Iron Oreedmond1000No ratings yet
- A Review On Numerical and Experimental Study of Screw ConveyorDocument4 pagesA Review On Numerical and Experimental Study of Screw ConveyorMangatur SimamoraNo ratings yet
- Bucket Elevator ChainDocument4 pagesBucket Elevator Chainluisreng100% (1)
- Bucket ConveyorDocument20 pagesBucket ConveyorHoras Nies100% (1)
- Conveyor Belt Cover GradesDocument1 pageConveyor Belt Cover GradessuraiaNo ratings yet
- Apex Belting Conveyor HandbookDocument102 pagesApex Belting Conveyor Handbooksasha_seferovic1874No ratings yet
- SEMPERIT Belt PDFDocument92 pagesSEMPERIT Belt PDFJaya Kumaar100% (2)
- Japan Pipe Belt Conveyor Sy...Document7 pagesJapan Pipe Belt Conveyor Sy...salkan_rahmanovic810No ratings yet
- En - Iso - 14890 (2013)Document3 pagesEn - Iso - 14890 (2013)Hà Khểnh0% (1)
- ContiTech Select Catalog 2018 enDocument92 pagesContiTech Select Catalog 2018 enJuan Altamirano Rojas JarNo ratings yet
- Conveyor Belt Engineering TablesDocument5 pagesConveyor Belt Engineering Tablestaohung1120No ratings yet
- Belt Feeder Design: Starting Load Calculations: A.E. Maton, AustraliaDocument4 pagesBelt Feeder Design: Starting Load Calculations: A.E. Maton, AustraliaJakes100% (1)
- AA SPEC 371001 - Conveyor Pulleys and ShaftsDocument14 pagesAA SPEC 371001 - Conveyor Pulleys and Shaftsjonodo89No ratings yet
- Goodyear Conveyor Belting PDFDocument100 pagesGoodyear Conveyor Belting PDFhasan arif100% (1)
- Material Handling Expertise: Screw Conveyors, Drag Conveyors & Bucket ElevatorsDocument18 pagesMaterial Handling Expertise: Screw Conveyors, Drag Conveyors & Bucket ElevatorsSanjeevNo ratings yet
- Cold Vulcanizing SolutionDocument4 pagesCold Vulcanizing Solutionritesh shrivastav0% (1)
- Stuart-Dick&Royal-Design Principles For Chutes To Handle Bulk SolidsDocument4 pagesStuart-Dick&Royal-Design Principles For Chutes To Handle Bulk SolidsJoaquín NarváezNo ratings yet
- Side Wall ConveyorDocument47 pagesSide Wall ConveyorAnonymous BuAlxgBa0% (1)
- Maintenance of Crushers: R S BaislaDocument52 pagesMaintenance of Crushers: R S BaislaRavindranath BheemisettyNo ratings yet
- Installation Handbook - Multiply Conveyor Belts - Rev.4Document36 pagesInstallation Handbook - Multiply Conveyor Belts - Rev.4Guru Raja Ragavendran NagarajanNo ratings yet
- Pipe Conveyors: Optimal Solutions For Specialised HandlingDocument6 pagesPipe Conveyors: Optimal Solutions For Specialised Handlingneeshakothari31No ratings yet
- Bucket Elevators Catalogue: Gambarotta GschwendtDocument64 pagesBucket Elevators Catalogue: Gambarotta GschwendtRICARDOALEXBORGESNo ratings yet
- Vibratory FeederDocument13 pagesVibratory FeederVal Vincent Tumale Laspiñas100% (2)
- Iso 5293 1981Document8 pagesIso 5293 1981Rajaram JayaramanNo ratings yet
- Beumer Belt Bucket Elevator enDocument8 pagesBeumer Belt Bucket Elevator enLev Maravi MandujanoNo ratings yet
- Extract From The Book Belt FeederDocument93 pagesExtract From The Book Belt FeederPushp Dutt100% (1)
- Dunlop Conveyor Belt Design ManualDocument16 pagesDunlop Conveyor Belt Design ManualTabor TamiruNo ratings yet
- Dunlop Conveyor Belting RangeDocument2 pagesDunlop Conveyor Belting RangeharshNo ratings yet
- BDocument2 pagesBharshNo ratings yet
- Dunlop Belting ProductsDocument10 pagesDunlop Belting ProductsOctavio Tornero MartosNo ratings yet
- Dyna Flight 08Document12 pagesDyna Flight 08surachsNo ratings yet
- 224 Fms Transilon Product Range enDocument18 pages224 Fms Transilon Product Range enCesar ChavezNo ratings yet
- Conveyor BeltsDocument16 pagesConveyor BeltsdjsmoniNo ratings yet
- Armorflex 8ppDocument8 pagesArmorflex 8ppQue PiiNo ratings yet
- Procedure of Seismic Design According To Saudi Building Code 301 PDFDocument7 pagesProcedure of Seismic Design According To Saudi Building Code 301 PDFอภิรักษ์ มานะกิจศิริสุทธิNo ratings yet
- By Worawan ChandoevwitDocument24 pagesBy Worawan Chandoevwitอภิรักษ์ มานะกิจศิริสุทธิNo ratings yet
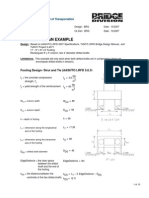
- Shaft Footing ExampleDocument10 pagesShaft Footing Exampleอภิรักษ์ มานะกิจศิริสุทธิNo ratings yet
- 外国人使用汉语语法修订本 PDFDocument664 pages外国人使用汉语语法修订本 PDFTấn Phát100% (2)
- Prof SanohDocument484 pagesProf Sanohอภิรักษ์ มานะกิจศิริสุทธิNo ratings yet
- Modal Analysis ExampleDocument15 pagesModal Analysis Exampleอภิรักษ์ มานะกิจศิริสุทธิNo ratings yet
- Response SpectrumDocument12 pagesResponse Spectrumอภิรักษ์ มานะกิจศิริสุทธิNo ratings yet
- TDRI Quarterly Review December 2012Document20 pagesTDRI Quarterly Review December 2012อภิรักษ์ มานะกิจศิริสุทธิNo ratings yet
- By Yongyuth Chalamwong, Raphaella Prugsamatz, and Khanittha HongprayoonDocument16 pagesBy Yongyuth Chalamwong, Raphaella Prugsamatz, and Khanittha Hongprayoonอภิรักษ์ มานะกิจศิริสุทธิNo ratings yet
- Wind Loads On Buildings With Attached CanopiesDocument8 pagesWind Loads On Buildings With Attached Canopiesอภิรักษ์ มานะกิจศิริสุทธิNo ratings yet
- Principles of Structural Stability by A. Chajes (1974)Document175 pagesPrinciples of Structural Stability by A. Chajes (1974)jonathanbp92No ratings yet
- 5 - Structural DynamicsDocument139 pages5 - Structural DynamicsJohn Rheynor Mayo100% (2)
- Direct Analysis and Design Using Amplified First-Order AnalysisDocument18 pagesDirect Analysis and Design Using Amplified First-Order Analysisอภิรักษ์ มานะกิจศิริสุทธิNo ratings yet
- Heinisuo Ja Laine - 7D PDFDocument27 pagesHeinisuo Ja Laine - 7D PDFBabin SaseendranNo ratings yet
- Design of Anchorage To Concrete Using ACI 318 08 & CSA A23.3 04 CodeDocument155 pagesDesign of Anchorage To Concrete Using ACI 318 08 & CSA A23.3 04 CodeTawfik Omar0% (1)
- Ubc Eq EtabsDocument44 pagesUbc Eq Etabsอภิรักษ์ มานะกิจศิริสุทธิNo ratings yet
- Design of Column Base Plates and Steel Anchorage To ConcreteDocument31 pagesDesign of Column Base Plates and Steel Anchorage To Concretemonther_alsalkhadiNo ratings yet
- The Dishonesty of Honest People: A Theory of Self-Concept Maintenance.Document21 pagesThe Dishonesty of Honest People: A Theory of Self-Concept Maintenance.อภิรักษ์ มานะกิจศิริสุทธิNo ratings yet
- Asce 7-05 Seismic Load CalculationDocument4 pagesAsce 7-05 Seismic Load Calculationอภิรักษ์ มานะกิจศิริสุทธิ100% (1)
- The Rough Guide Mandarin Chinese Phrase BookDocument258 pagesThe Rough Guide Mandarin Chinese Phrase Bookอภิรักษ์ มานะกิจศิริสุทธิ93% (15)
- 230kV DS Foundation DesignDocument5 pages230kV DS Foundation Designelkhalfi100% (1)
- Design Calculation RCC Sleeper Type 6Document9 pagesDesign Calculation RCC Sleeper Type 6DrAmit Dutta100% (4)
- Mandarin Chinese Visual Phrase BookDocument196 pagesMandarin Chinese Visual Phrase Bookอภิรักษ์ มานะกิจศิริสุทธิ100% (3)
- Design of Structural Steel Pipe Racks PDFDocument12 pagesDesign of Structural Steel Pipe Racks PDFmobin1978100% (3)
- Differences Between ASTM A706 and A615Document4 pagesDifferences Between ASTM A706 and A615อภิรักษ์ มานะกิจศิริสุทธิ100% (6)
- Streetwise Mandarin Chinese 2009 BookDocument381 pagesStreetwise Mandarin Chinese 2009 Bookอภิรักษ์ มานะกิจศิริสุทธิNo ratings yet
- Cantilever Sheet Pile WallDocument9 pagesCantilever Sheet Pile Wallmicomak100% (5)
- Analysis of Underground Water Tank - SAP 2000Document58 pagesAnalysis of Underground Water Tank - SAP 2000paulovribeiro75% (4)
- 09 Chapter-4 PDFDocument21 pages09 Chapter-4 PDFGauraw MishraNo ratings yet
- Ok - Montecolino Moquetas PDFDocument5 pagesOk - Montecolino Moquetas PDFJavier Molina DelgadoNo ratings yet
- Sample-Card DPWH PDFDocument17 pagesSample-Card DPWH PDFStephen John ClementeNo ratings yet
- PH - Eur. USP Methods 1 1Document5 pagesPH - Eur. USP Methods 1 1Balesh NidhankarNo ratings yet
- Conveyor Chain GuideDocument59 pagesConveyor Chain GuideajaykrishnaaNo ratings yet
- Sea Water DesalinationDocument4 pagesSea Water Desalinationsisiliaprenaly100% (1)
- (PDF) Development of Testing Facility To Investigate GRE Pipes Behavior in Harsh EnvironmentDocument14 pages(PDF) Development of Testing Facility To Investigate GRE Pipes Behavior in Harsh Environmentchandana kumarNo ratings yet
- Facade Fit Out Brochure 2017-06-15Document44 pagesFacade Fit Out Brochure 2017-06-15Bogdan MuresanNo ratings yet
- (Untitled) .SDB SAP2000 v14.0.0 - License # 06 October 2016Document3 pages(Untitled) .SDB SAP2000 v14.0.0 - License # 06 October 2016fransNo ratings yet
- Deposition by Thermal Evaporation of Thin Films of Titanium and Zirconium For Tritium TargetsDocument4 pagesDeposition by Thermal Evaporation of Thin Films of Titanium and Zirconium For Tritium Targetsnandza99No ratings yet
- P S CL K Ca: F3 First Term RevisionDocument6 pagesP S CL K Ca: F3 First Term Revisionjonas hoNo ratings yet
- Dislocation MotionDocument40 pagesDislocation Motionart180No ratings yet
- Topic 8 NotesDocument32 pagesTopic 8 NoteswaleedNo ratings yet
- Unit 1 Part 5 CalculationDocument35 pagesUnit 1 Part 5 CalculationI LOVE JAKENo ratings yet
- ITW Product Catalog4Document1 pageITW Product Catalog4johnNo ratings yet
- Reverse Engineering ReportDocument5 pagesReverse Engineering Reportapi-296708165No ratings yet
- Sustainable Textiles From Renewable Carbon To Fib-Wageningen University and Research 563384Document1 pageSustainable Textiles From Renewable Carbon To Fib-Wageningen University and Research 563384Yassin Alaoui BelhassanNo ratings yet
- Concreting Plan: Bauxite Export Project, Guinea - CC - 006Document3 pagesConcreting Plan: Bauxite Export Project, Guinea - CC - 006Gibbs Per70% (10)
- Laboratory Test Report: Faculty of Engineering & TechnologyDocument6 pagesLaboratory Test Report: Faculty of Engineering & TechnologySourav SahaNo ratings yet
- Finnra 1997 (No Part of This Directive May Be Reproduced)Document60 pagesFinnra 1997 (No Part of This Directive May Be Reproduced)Ricardo Saavedra G.No ratings yet
- TMCX Globally Approved, Hazardous (Classified) Location Barrier Cable GlandDocument1 pageTMCX Globally Approved, Hazardous (Classified) Location Barrier Cable GlandThomas Ramirez CastilloNo ratings yet
- Modern Electroplating Fourth Edition Book Review PDFDocument2 pagesModern Electroplating Fourth Edition Book Review PDFGambar BlogNo ratings yet
- Victaulic Firelock Sprinkler Coating Data Sheet: See Victaulic Publication 10.01 For More DetailsDocument2 pagesVictaulic Firelock Sprinkler Coating Data Sheet: See Victaulic Publication 10.01 For More DetailsRobson Custódio de SouzaNo ratings yet
- ExamDocument18 pagesExamMark MamaradloNo ratings yet
- GROUP 3 - LABORATORY REPORT 1 - Composition-Of-Most-Organic-CompoundsDocument11 pagesGROUP 3 - LABORATORY REPORT 1 - Composition-Of-Most-Organic-CompoundsJESSIE FREDRICK DALANIELNo ratings yet
- Addage CLC Concrete Foaming Agent-1Document1 pageAddage CLC Concrete Foaming Agent-1aNo ratings yet
- Astm D4927-2015Document10 pagesAstm D4927-2015bhailogNo ratings yet
- Designing of Forming Fabric Considering Paper Making AspectsDocument6 pagesDesigning of Forming Fabric Considering Paper Making AspectsLev BNo ratings yet
- A Guide To Common Plastics PDFDocument1 pageA Guide To Common Plastics PDFmuammal abbasNo ratings yet
- UltraChem Lubricants Product HandbookDocument222 pagesUltraChem Lubricants Product HandbookCao Quy NguyenNo ratings yet