You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5814)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (845)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Room Air Conditioner: Service ManualDocument80 pagesRoom Air Conditioner: Service ManualNyiNyiNo ratings yet
- Making Pinwheel Gears: Different Methods For Successful Gearing: Part 1Document5 pagesMaking Pinwheel Gears: Different Methods For Successful Gearing: Part 1phongtranlp90No ratings yet
- Operator'S Manual Direct Drive Dixie Double Seamer Model 25DDocument9 pagesOperator'S Manual Direct Drive Dixie Double Seamer Model 25DAntonio Henrique BandeiraNo ratings yet
- Imperial and Metric Tap Drill ChartDocument5 pagesImperial and Metric Tap Drill Chartpatiltushar79No ratings yet
- 26 PertDocument25 pages26 PertPotnuru VinayNo ratings yet
- Iterative Computations of The Transportation AlgorithmDocument35 pagesIterative Computations of The Transportation AlgorithmPotnuru VinayNo ratings yet
- Addition of A New ConstraintDocument22 pagesAddition of A New ConstraintPotnuru VinayNo ratings yet
- Hillier and Lieberman Problem 14.4-2 Page 746Document27 pagesHillier and Lieberman Problem 14.4-2 Page 746Potnuru VinayNo ratings yet
- The Transportation Model - FormulationsDocument26 pagesThe Transportation Model - FormulationsPotnuru VinayNo ratings yet
- Dual Simplex Method For Solving The PrimalDocument49 pagesDual Simplex Method For Solving The PrimalPotnuru VinayNo ratings yet
- Game Theory: Strategies Selected by The AdversariesDocument54 pagesGame Theory: Strategies Selected by The AdversariesPotnuru VinayNo ratings yet
- 18 Sensi 1Document24 pages18 Sensi 1Potnuru VinayNo ratings yet
- Determination of Starting Basic Feasible SolutionDocument12 pagesDetermination of Starting Basic Feasible SolutionPotnuru VinayNo ratings yet
- Duality Theorems Finding The Dual Optimal Solution From The Primal Optimal TableauDocument25 pagesDuality Theorems Finding The Dual Optimal Solution From The Primal Optimal TableauPotnuru VinayNo ratings yet
- Some Problems Illustrating The Principles of DualityDocument22 pagesSome Problems Illustrating The Principles of DualityPotnuru VinayNo ratings yet
- In This Presentation We Illustrate The Ideas Developed in The Previous Presentation With Two More ProblemsDocument21 pagesIn This Presentation We Illustrate The Ideas Developed in The Previous Presentation With Two More ProblemsPotnuru VinayNo ratings yet
- Problem 5 Problem Set 3.4B Pages 101-102 Maximize Subject To The ConstraintsDocument30 pagesProblem 5 Problem Set 3.4B Pages 101-102 Maximize Subject To The ConstraintsPotnuru VinayNo ratings yet
- Matrix Formulation of The LppsDocument13 pagesMatrix Formulation of The LppsPotnuru VinayNo ratings yet
- Explanation of The Entries in Any Simplex Tableau in Terms of The Entries of The Starting TableauDocument33 pagesExplanation of The Entries in Any Simplex Tableau in Terms of The Entries of The Starting TableauPotnuru VinayNo ratings yet
- 08 Simplex 3 CDocument31 pages08 Simplex 3 CPotnuru VinayNo ratings yet
- X X X X: Minimize Subject To The ConstraintsDocument15 pagesX X X X: Minimize Subject To The ConstraintsPotnuru VinayNo ratings yet
- 2-D Static Truss: Author: E-Mail: Rb88@cornell - EduDocument2 pages2-D Static Truss: Author: E-Mail: Rb88@cornell - EduPotnuru VinayNo ratings yet
- Artificial Variable Techniques - Big M-MethodDocument26 pagesArtificial Variable Techniques - Big M-MethodPotnuru VinayNo ratings yet
- Minimize Subject To The Constraints: X X X XDocument16 pagesMinimize Subject To The Constraints: X X X XPotnuru VinayNo ratings yet
- 04 Simplex 2Document36 pages04 Simplex 2Potnuru VinayNo ratings yet
- 01 Formulation of LPPsDocument36 pages01 Formulation of LPPsMeghashyam SandeepNo ratings yet
- 2-D Static Truss: Step 9: Validate The ResultsDocument2 pages2-D Static Truss: Step 9: Validate The ResultsPotnuru VinayNo ratings yet
- Problem Set 2Document2 pagesProblem Set 2Potnuru VinayNo ratings yet
- Final Project Report: F.O.B.O Floppy Box Robot An Experiment A.I and Machine LearningDocument44 pagesFinal Project Report: F.O.B.O Floppy Box Robot An Experiment A.I and Machine LearningPotnuru VinayNo ratings yet
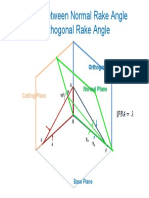
- Normal Rake AngleDocument1 pageNormal Rake AnglePotnuru VinayNo ratings yet
- Tabla de CompresoresDocument9 pagesTabla de CompresoresLuisNo ratings yet
- How To Setup Cannular and Check Can SeamDocument27 pagesHow To Setup Cannular and Check Can SeamHarold AmadorNo ratings yet
- SKF Instalacion de AcoplesDocument10 pagesSKF Instalacion de AcoplesEdwin Casadiego AvilaNo ratings yet
- Kitchen & Bakery Hvac BoqDocument5 pagesKitchen & Bakery Hvac BoqRajeshNo ratings yet
- LTA KL2300/24 AUG/JFK-MIA: - Not For Real World NavigationDocument52 pagesLTA KL2300/24 AUG/JFK-MIA: - Not For Real World NavigationAlcides Francisnei Oliveira da ConceicaoNo ratings yet
- FilterDocument4 pagesFilterjaimhakalNo ratings yet
- Parts List: Model 4021Document15 pagesParts List: Model 4021AstraluxNo ratings yet
- Installation Instructions W10436749 RevC PDFDocument36 pagesInstallation Instructions W10436749 RevC PDFCarlos Alberto VentreNo ratings yet
- Design of Screw FastenersDocument6 pagesDesign of Screw FastenersJosa FatyNo ratings yet
- Sparbs Luxuat Iixit: Slev Gearb0X Ttpe: Htls.385: Octobxr 1989Document11 pagesSparbs Luxuat Iixit: Slev Gearb0X Ttpe: Htls.385: Octobxr 1989Sergei KurpishNo ratings yet
- IDPA Gun SafetyDocument23 pagesIDPA Gun SafetyRonnieEnggingNo ratings yet
- Mitre Saw GCM 10 MX 128375 0601b290k0Document72 pagesMitre Saw GCM 10 MX 128375 0601b290k0danhproNo ratings yet
- Erma MP-38 and MP-40 Submachine Gun (Germany)Document3 pagesErma MP-38 and MP-40 Submachine Gun (Germany)blowmeasshole1911100% (1)
- Rigid 92Document1 pageRigid 92ircasinagaNo ratings yet
- Din No With DrawingDocument9 pagesDin No With DrawingdurgeshwardNo ratings yet
- Honey Well Limit SwitchDocument1 pageHoney Well Limit Switchgetz_meNo ratings yet
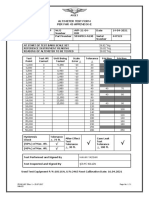
- Tc-Ayp 2021 Altimeter Test FormDocument1 pageTc-Ayp 2021 Altimeter Test FormHakan YazganNo ratings yet
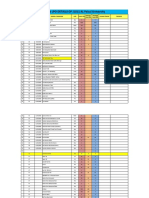
- All M. Request Material ListDocument20 pagesAll M. Request Material ListGopal RaiNo ratings yet
- Machine Shop TheoryDocument1 pageMachine Shop TheoryDaryl MadejaNo ratings yet
- Pressure Drop and Friction Loss Pressure Drop and Friction LossDocument38 pagesPressure Drop and Friction Loss Pressure Drop and Friction LossKatherine PutriNo ratings yet
- Hartzell Propeller IncDocument24 pagesHartzell Propeller IncJacksonNo ratings yet
- Virgin Build AK-47 Yugoslavian M70AB2 Stamped Receiver Yugo M70 AB2Document50 pagesVirgin Build AK-47 Yugoslavian M70AB2 Stamped Receiver Yugo M70 AB2scout50100% (1)
- Home Workshop The Art of WoodworkingDocument148 pagesHome Workshop The Art of Woodworkinglimaunderwear1No ratings yet
- Jacob Shaw Underhammer RevolverDocument5 pagesJacob Shaw Underhammer RevolverRoddy PfeifferNo ratings yet
- FM 640 1981 OBSOLETE Field Artillery Cannon GunneryDocument421 pagesFM 640 1981 OBSOLETE Field Artillery Cannon Gunnerymikle97No ratings yet
- Mts 01 ADocument45 pagesMts 01 ApaquitatorresNo ratings yet