You might also like
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Samsung KS1A - AA41-00131H - CB21F52TS 5Q0765 TDA9381 LA7840 D2499 TDA8943-44Document4 pagesSamsung KS1A - AA41-00131H - CB21F52TS 5Q0765 TDA9381 LA7840 D2499 TDA8943-44Hartono Prayitno86% (7)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- In Situ: BurningDocument23 pagesIn Situ: BurningHartono PrayitnoNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Office 2013 Product KeyDocument2 pagesOffice 2013 Product KeyHartono Prayitno75% (4)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- 5HP18Document39 pages5HP18Leonard67% (3)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Future For Biomass Pyrolysis and Gasification: Status, Opportunities and Policies For EuropeDocument30 pagesThe Future For Biomass Pyrolysis and Gasification: Status, Opportunities and Policies For EuropeHartono PrayitnoNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- 23 F Borsodi Full Paper IpcDocument9 pages23 F Borsodi Full Paper IpcHartono PrayitnoNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Suitability of Tyre Pyrolysis Oil (Tpo) As An Alternative Fuel For Internal Combustion EngineDocument5 pagesSuitability of Tyre Pyrolysis Oil (Tpo) As An Alternative Fuel For Internal Combustion EngineHartono PrayitnoNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hydrogen Production From Biomass Wastes by Hydrothermal GasificationDocument15 pagesHydrogen Production From Biomass Wastes by Hydrothermal GasificationHartono PrayitnoNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Conversion of Waste Tyres Into Carbon Black and Their Utilization As AdsorbentDocument5 pagesConversion of Waste Tyres Into Carbon Black and Their Utilization As AdsorbentHartono PrayitnoNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- 04 Edwards 1Document17 pages04 Edwards 1Hartono PrayitnoNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Investigations of The Scaling Criteria For A Mild Combustion BurnerDocument9 pagesInvestigations of The Scaling Criteria For A Mild Combustion BurnerHartono PrayitnoNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Absorptive and Swelling Properties of Clay-Water SystemDocument8 pagesAbsorptive and Swelling Properties of Clay-Water SystemHartono PrayitnoNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Calibration of Orifice Meter FinalDocument7 pagesCalibration of Orifice Meter FinalHartono PrayitnoNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- 8697 BulDocument4 pages8697 BulHartono PrayitnoNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Chapter LV Presenting and Analysis of DataDocument8 pagesChapter LV Presenting and Analysis of DataKimberly HipolitoNo ratings yet
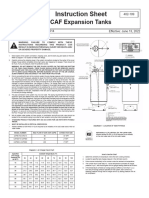
- Taco CAF Expansion Tank Install ManualDocument3 pagesTaco CAF Expansion Tank Install ManualTEMPNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Venturimeter ProjectDocument43 pagesVenturimeter ProjectPangambam Suman100% (1)
- Commander's Smartbook Equipment CatalogDocument59 pagesCommander's Smartbook Equipment CatalogWilliam 'Junior' Hof100% (1)
- Climate Change: Frequently Asked QuestionsDocument8 pagesClimate Change: Frequently Asked QuestionsAdriano Racho MelendresNo ratings yet
- Gas Conditioning & Processing - GLOMACSDocument5 pagesGas Conditioning & Processing - GLOMACSCHO ACHIRI HUMPHREYNo ratings yet
- BIOHYDROGEN PRODUCTION FROM WASTE MATERIALS - Mscbiotech-Mbt1000818Document12 pagesBIOHYDROGEN PRODUCTION FROM WASTE MATERIALS - Mscbiotech-Mbt1000818SupriyaNo ratings yet
- Installation and Operation Manual: 2301A Speed Control With Ma Speed Setting InputDocument40 pagesInstallation and Operation Manual: 2301A Speed Control With Ma Speed Setting Inputsorangel_123No ratings yet
- Como Sobreviver A Um Apocalipse ZumbiDocument30 pagesComo Sobreviver A Um Apocalipse ZumbirejaneNo ratings yet
- SM 18Document16 pagesSM 18Uriel HerreraNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Dekomposisi AnaerobikDocument31 pagesDekomposisi AnaerobikRahma PratiwiNo ratings yet
- Simulation and Performance Analysis of Dielectric Modulated Dual Source Trench Gate TFET BiosensorDocument9 pagesSimulation and Performance Analysis of Dielectric Modulated Dual Source Trench Gate TFET BiosensoramitNo ratings yet
- Traction Drive HES880 - Flyer - 3AUA0000161471 - RevF - EN PDFDocument2 pagesTraction Drive HES880 - Flyer - 3AUA0000161471 - RevF - EN PDFjalilemadiNo ratings yet
- 2014 To Study High Temperature Erosion-Corrosion of Detonation 1111111111111111111111111Document5 pages2014 To Study High Temperature Erosion-Corrosion of Detonation 1111111111111111111111111Harkulvinder SinghNo ratings yet
- Commercial Offer: EP Solutions Philippines IncDocument4 pagesCommercial Offer: EP Solutions Philippines IncJake ZozobradoNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Catalogue Power CableDocument28 pagesCatalogue Power CableAzli FitriNo ratings yet
- On CryogenicsDocument15 pagesOn Cryogenicsaswinchand50No ratings yet
- All AcDocument11 pagesAll Acfb_menotifyNo ratings yet
- Pipe Section Technical Papers - Aug 28 2009Document8 pagesPipe Section Technical Papers - Aug 28 2009Vân Anh TrầnNo ratings yet
- Norshore Drill Ship Presentation 1113Document34 pagesNorshore Drill Ship Presentation 1113Grand PappyNo ratings yet
- Unit - 3 Solar Photovoltaic SystemDocument15 pagesUnit - 3 Solar Photovoltaic SystemSudhir MallampatiNo ratings yet
- Electric PV PPT New3Document32 pagesElectric PV PPT New3Anushka PagalNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Towards 100%: ISC Osaka, 2018 JAN 23Document62 pagesTowards 100%: ISC Osaka, 2018 JAN 23taufanptrNo ratings yet
- Robotic Vacuum CleanerDocument15 pagesRobotic Vacuum Cleanerjjj merczNo ratings yet
- Bank Soal KD 3.9Document6 pagesBank Soal KD 3.9Rakhmady AdamiNo ratings yet
- PH102Document2 pagesPH102Shobhit ParkiNo ratings yet
- Mat Sci Slides 2Document29 pagesMat Sci Slides 2abcdNo ratings yet
- ATC E Bulletin 153E Final LR PDFDocument44 pagesATC E Bulletin 153E Final LR PDFMax JunghannsNo ratings yet
- Hydrogen BombDocument3 pagesHydrogen BombirfuuNo ratings yet
- Ductile Fracture & Brittle Fracture PDFDocument39 pagesDuctile Fracture & Brittle Fracture PDFkoontattNo ratings yet
- Love Life: How to Raise Your Standards, Find Your Person, and Live Happily (No Matter What)From EverandLove Life: How to Raise Your Standards, Find Your Person, and Live Happily (No Matter What)Rating: 3 out of 5 stars3/5 (1)