You might also like
- Chloromethane Flix Plant Technical PDFDocument143 pagesChloromethane Flix Plant Technical PDFjsaul100% (2)
- Pressure Vessel Fabrication - Int Dist Training 7-30-09Document41 pagesPressure Vessel Fabrication - Int Dist Training 7-30-09Mostafa Abd El Alem100% (2)
- DSO FS Amended Technical Report 22 02 2011 PDFDocument150 pagesDSO FS Amended Technical Report 22 02 2011 PDFjsaulNo ratings yet
- Pressure Vessel Inspector Certification - by PuspatriDocument162 pagesPressure Vessel Inspector Certification - by Puspatrijsaul100% (2)
- Receipt of Machines: Machines Are EitherDocument63 pagesReceipt of Machines: Machines Are EitherjsaulNo ratings yet
- Plant Complexity Update 2Document25 pagesPlant Complexity Update 2jsaulNo ratings yet
- Guide Lines For Procurement of Plant & Machinery: General: The Action To Purchase or Replace Plant &Document99 pagesGuide Lines For Procurement of Plant & Machinery: General: The Action To Purchase or Replace Plant &jsaulNo ratings yet
- Conveyor DynamicsDocument1 pageConveyor DynamicsjsaulNo ratings yet
- EPC Vs EPCmDocument4 pagesEPC Vs EPCmjsaulNo ratings yet
- Existing Processes and Business EnvironmentDocument52 pagesExisting Processes and Business EnvironmentjsaulNo ratings yet
- Conveyor Systems PC SeriesDocument12 pagesConveyor Systems PC SeriesjsaulNo ratings yet
- 10.bulk Materials Handling by Belt Conveyors at New Denmark CollieryDocument10 pages10.bulk Materials Handling by Belt Conveyors at New Denmark CollieryjsaulNo ratings yet
- Steve Sawch Assistant Director For Construction Management NSLS-II Conventional Facilities Advisory Committee Review November 9 & 10, 2009Document25 pagesSteve Sawch Assistant Director For Construction Management NSLS-II Conventional Facilities Advisory Committee Review November 9 & 10, 2009jsaulNo ratings yet
- DEMPack Tutorial 01Document25 pagesDEMPack Tutorial 01jsaulNo ratings yet
- Receiver SizingDocument7 pagesReceiver SizingjsaulNo ratings yet
- Barco CaseDocument9 pagesBarco CaseMamud DakoNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Viano BrochureDocument64 pagesThe Viano BrochureArtur CatanoiNo ratings yet
- Technical SpecificationDocument103 pagesTechnical Specificationnishchalpf100% (3)
- 40 Days To IELTS Writing 8.0 - Task 1Document68 pages40 Days To IELTS Writing 8.0 - Task 1katieNo ratings yet
- Act 139 Factories and Machinery Act 1967Document45 pagesAct 139 Factories and Machinery Act 1967Adam Haida & Co100% (2)
- Techincal Data Sheet EPB-Shield For BC-18 Description Specification RemarksDocument4 pagesTechincal Data Sheet EPB-Shield For BC-18 Description Specification Remarkskalpesh86patel9246No ratings yet
- Coupler and Draw Gear: Rolling Stock StandardDocument51 pagesCoupler and Draw Gear: Rolling Stock StandarddisyelNo ratings yet
- NASA Ball Bearings 19810009866Document86 pagesNASA Ball Bearings 19810009866APNo ratings yet
- Coast Artillery Journal - Jun 1934Document82 pagesCoast Artillery Journal - Jun 1934CAP History LibraryNo ratings yet
- Have Had To Go To Parts of The Town Which Were Not: Word FormDocument6 pagesHave Had To Go To Parts of The Town Which Were Not: Word Formthuymilk100% (1)
- The Complete Walk MapDocument1 pageThe Complete Walk MapDragos PandeleNo ratings yet
- Affiliated Service Providers As of August 2019Document16 pagesAffiliated Service Providers As of August 2019mkuy7No ratings yet
- London Police StateDocument2 pagesLondon Police StateChamille ZueNo ratings yet
- TFL Spider Map For Barnet HospitalDocument1 pageTFL Spider Map For Barnet Hospitalhrpwmv83No ratings yet
- Design Guideline For Industrial Track Projects - BNSF RailwayDocument67 pagesDesign Guideline For Industrial Track Projects - BNSF RailwayKhalil SaberNo ratings yet
- Design of A Steam Power PlantDocument19 pagesDesign of A Steam Power PlantAbhishek MeenaNo ratings yet
- Time, Distance and TrainDocument9 pagesTime, Distance and TrainJISHNU NARAYANNo ratings yet
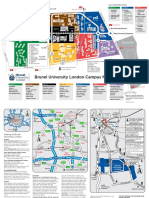
- Brunel Campus MapDocument2 pagesBrunel Campus MapKédian Lamin100% (1)
- Four Wheels GoodDocument2 pagesFour Wheels GoodPhúc ĐoànNo ratings yet
- MV Switchgear PDFDocument13 pagesMV Switchgear PDFsouheil boussaidNo ratings yet
- Wardha Nanded Rly LineDocument5 pagesWardha Nanded Rly LineMANISHDECENT100% (1)
- London Guide 2013 PDF PDFDocument136 pagesLondon Guide 2013 PDF PDFBOBLACROUTE123100% (1)
- Horno RATIONAL Brochure - AccessoriesDocument24 pagesHorno RATIONAL Brochure - AccessoriesJosue QuirozNo ratings yet
- RDV - FINAL DRAFT of The Welton Corridor Conditions StudyDocument47 pagesRDV - FINAL DRAFT of The Welton Corridor Conditions StudyNickNo ratings yet
- Geography Project WorkDocument10 pagesGeography Project WorkingridNo ratings yet
- System Map 2040 LightDocument1 pageSystem Map 2040 LightHsin-jen HohNo ratings yet
- APTA Peer Review of Fare PolicyDocument33 pagesAPTA Peer Review of Fare PolicyMetro Los AngelesNo ratings yet
- Simply Okotberfest - Brochure 2022 SeptDocument2 pagesSimply Okotberfest - Brochure 2022 SeptWiktor BarańskiNo ratings yet
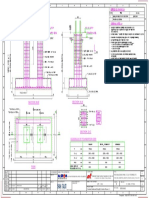
- W3SE 5702 Tower Foundation-T1Document1 pageW3SE 5702 Tower Foundation-T1ankitrj297No ratings yet
- EyeTrain Brochure Web Email 04092012Document20 pagesEyeTrain Brochure Web Email 04092012Orlando117No ratings yet
- Men Who Are Making Kansas CityDocument192 pagesMen Who Are Making Kansas CityDanielNo ratings yet