You might also like
- 1 1直流電路基礎實驗Document26 pages1 1直流電路基礎實驗21 522No ratings yet
- BrixtonDocument61 pagesBrixtonShahrin Akmar Mohamed Shaharuddin100% (1)
- ASME GB Steel Grades Comparison Table PDFDocument11 pagesASME GB Steel Grades Comparison Table PDFSreenubabu KandruNo ratings yet
- Valve Material ASME-JIS-GBDocument5 pagesValve Material ASME-JIS-GBIara - MemóriasNo ratings yet
- Nbt 47008-2010 承压设备用碳素钢和合金钢锻件Document14 pagesNbt 47008-2010 承压设备用碳素钢和合金钢锻件aliNo ratings yet
- 09WPSDocument5 pages09WPSsujinlongNo ratings yet
- App000134 - Wps and PQR Ss410Document10 pagesApp000134 - Wps and PQR Ss410avinash bahadurNo ratings yet
- API 1104中文版(内部资料)Document76 pagesAPI 1104中文版(内部资料)霍达100% (1)
- Asme PQR Wps WPQDocument9 pagesAsme PQR Wps WPQHoJienHauNo ratings yet
- Contern A-GMAW焊接工艺评定指导书2Document2 pagesContern A-GMAW焊接工艺评定指导书2zsmithNo ratings yet
- JIS ASTM DIN Steel Code ComparisonsDocument8 pagesJIS ASTM DIN Steel Code ComparisonsCalvin WongNo ratings yet
- ABUIABA9 GAAgoo SJ 5 W Uom LPRXG EDocument13 pagesABUIABA9 GAAgoo SJ 5 W Uom LPRXG E模具工程系鄭德彥100% (1)
- Gbt 5310-2023 高压锅炉无缝管Document36 pagesGbt 5310-2023 高压锅炉无缝管young up LeeNo ratings yet
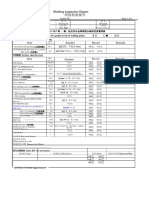
- 焊接检验报告Document1 page焊接检验报告zsmithNo ratings yet
- GB T1591 2008Document15 pagesGB T1591 2008nfaayedNo ratings yet
- 焊接检验报告Document1 page焊接检验报告zsmithNo ratings yet
- A36 MTCDocument1 pageA36 MTCfvssc05No ratings yet
- 工业金属管道工程施工质量验收规范GB50184 2011Document93 pages工业金属管道工程施工质量验收规范GB50184 2011Elias AinsworthNo ratings yet
- BS 4504-3.1 - 1989Document54 pagesBS 4504-3.1 - 1989Isbar BatubaraNo ratings yet
- ISO 15614-11-20028电子束焊和激光焊 中文版Document21 pagesISO 15614-11-20028电子束焊和激光焊 中文版Maher ShehabNo ratings yet
- Adco Document No (1) - 30.99.37Document39 pagesAdco Document No (1) - 30.99.37gpskumar220% (1)
- Iso 12944-2-2017 PDFDocument20 pagesIso 12944-2-2017 PDFEidrish ShaikhNo ratings yet
- Gbt 1591-2018 低合金高强度结构钢Document24 pagesGbt 1591-2018 低合金高强度结构钢HoangNo ratings yet
- CNS 金屬材料銲接程序規範書及其檢定-通則Document11 pagesCNS 金屬材料銲接程序規範書及其檢定-通則Alan tsaiNo ratings yet
- GBT9711 2017Document148 pagesGBT9711 2017Nobody619No ratings yet
- API 1104-99 中文焊接工艺Document67 pagesAPI 1104-99 中文焊接工艺Lee JohnNo ratings yet
- QAP - EOT Crane (Revised)Document4 pagesQAP - EOT Crane (Revised)Bikash ShreshthaNo ratings yet
- 产 品 材 质 证 明 书 Mill CertificateDocument1 page产 品 材 质 证 明 书 Mill Certificatekunkun nugrahaNo ratings yet
- Mn13 (X120Mn12)Document1 pageMn13 (X120Mn12)gwenaelNo ratings yet
- Q235B钢板钢带Document1 pageQ235B钢板钢带gwenaelNo ratings yet
- NBT 47014Document87 pagesNBT 47014zsmithNo ratings yet
- GB/T 3632~3633-1995 钢结构用扭剪型高强度螺栓连接副 PDFDocument8 pagesGB/T 3632~3633-1995 钢结构用扭剪型高强度螺栓连接副 PDFGang WangNo ratings yet
- Asme B16.9 - 2018Document12 pagesAsme B16.9 - 2018Jihr Hernandez50% (2)
- SikaTop Seal-107 InstructionDocument3 pagesSikaTop Seal-107 InstructionJames LoNo ratings yet
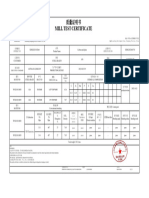
- Certificate Of Inspection: 湖南申德钢铁有限公司 Hunan Standard Steel Co.,LtdDocument1 pageCertificate Of Inspection: 湖南申德钢铁有限公司 Hunan Standard Steel Co.,LtdPrasanthNo ratings yet
- NBT47013.5 渗透检测Document49 pagesNBT47013.5 渗透检测apply19842371No ratings yet
- Chinese Steel Structure CodesDocument158 pagesChinese Steel Structure CodesDaniel WamgNo ratings yet
- En 12680-2-2003Document25 pagesEn 12680-2-2003அன்புடன் அஸ்வின்0% (1)
- BS en 12266-1-2012 Ispitivanje Metalnih VentilaDocument23 pagesBS en 12266-1-2012 Ispitivanje Metalnih VentilagagisrbinNo ratings yet
- Mill Certificate Shanghai Liangte ValveDocument1 pageMill Certificate Shanghai Liangte ValvedaniarsyafrilianNo ratings yet
- Gb/t 5118-2012 热强钢焊条(原低合金钢焊条修)Document20 pagesGb/t 5118-2012 热强钢焊条(原低合金钢焊条修)ccq0707No ratings yet
- HGT 21629 1999 管架标准图 (一)Document35 pagesHGT 21629 1999 管架标准图 (一)SUN FangNo ratings yet
- Gost 493-79Document3 pagesGost 493-79tehnoNo ratings yet
- JIS G3141 2005 Cold Rolled Carbon Steel Sheet (SPCX) CHNDocument17 pagesJIS G3141 2005 Cold Rolled Carbon Steel Sheet (SPCX) CHNRicky ZengNo ratings yet
- Iso 2808 - 2019-07Document57 pagesIso 2808 - 2019-07xiaoyaoswimNo ratings yet
- Dl t 869 2012 火力发电厂焊接技术规程Document44 pagesDl t 869 2012 火力发电厂焊接技术规程Yu ChenNo ratings yet
- Sae 1010 MTCDocument1 pageSae 1010 MTCgwenaelNo ratings yet
- MTC (Mill Test Certificates)Document1 pageMTC (Mill Test Certificates)ocean blueNo ratings yet
- ISO 4624-2016 CompletaDocument18 pagesISO 4624-2016 CompletaLuis Ocampo ElizaldeNo ratings yet
- Asme B1.1 PDFDocument193 pagesAsme B1.1 PDFJonathan VegaNo ratings yet
- Astm E1418 PDFDocument6 pagesAstm E1418 PDFJesús M. RomeroNo ratings yet
- GB-T 2506-2005Document8 pagesGB-T 2506-2005Ngọc TùngNo ratings yet
- 乌克兰英语怎么说 291 完整目录Document9 pages乌克兰英语怎么说 291 完整目录toukool1No ratings yet
- MTC ERW 4500473545 Tubos sch-3 - 20044008Document1 pageMTC ERW 4500473545 Tubos sch-3 - 20044008Saul Omar Fernandez RojasNo ratings yet
- GB-T20801-2006《压力管道规范 工业管道》Document169 pagesGB-T20801-2006《压力管道规范 工业管道》thanh haoNo ratings yet
- Dl t 438 2016 火力发电厂金属技术监督规程Document45 pagesDl t 438 2016 火力发电厂金属技术监督规程Yu ChenNo ratings yet
- ASTM D882-18 Standard Test Method For Tensile Properties of Thin Plastic Sheetin.Document12 pagesASTM D882-18 Standard Test Method For Tensile Properties of Thin Plastic Sheetin.resty manuelNo ratings yet
- 123 RMDocument1 page123 RMANIL PLAMOOTTILNo ratings yet
- 大西洋焊接材料试验计划SMAWDocument1 page大西洋焊接材料试验计划SMAW蔡佳伟No ratings yet
- 20150623093304Document6 pages20150623093304Lokesh ModemzNo ratings yet