You might also like
- Accounting Mechanism: K N BadhaniDocument13 pagesAccounting Mechanism: K N BadhanimayshNo ratings yet
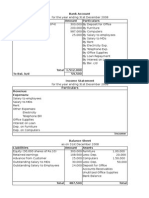
- Bank Account Particulars Amount ParticularsDocument4 pagesBank Account Particulars Amount ParticularsmayshNo ratings yet
- Brochure LCDocument4 pagesBrochure LCmayshNo ratings yet
- Strategic Outsourcing at Bharti Airtel LimitedDocument6 pagesStrategic Outsourcing at Bharti Airtel Limitedmaysh0% (2)
- 9-Group-9 National Company Law TribunalDocument8 pages9-Group-9 National Company Law TribunalmayshNo ratings yet
- Indian Institute of Management Kashipur: Statistical Process Control (SPC) Tools For Problem SolvingDocument4 pagesIndian Institute of Management Kashipur: Statistical Process Control (SPC) Tools For Problem SolvingmayshNo ratings yet
- Hmsi Case Study Which Focuses On HR ProblemsDocument2 pagesHmsi Case Study Which Focuses On HR ProblemsDing LinNo ratings yet
- HMSI CaseDocument14 pagesHMSI CasemayshNo ratings yet
- Integrated DwoDocument9 pagesIntegrated DwomayshNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- SyllabDocument5 pagesSyllabPawan MahiyaNo ratings yet
- Different Types of EcosystemsDocument3 pagesDifferent Types of EcosystemsCherry BrutasNo ratings yet
- Organic Waste Shredder and PelletizerDocument37 pagesOrganic Waste Shredder and PelletizerOlive BarbaNo ratings yet
- 9 Chapter 7 Invertebrate Pest MGMTDocument20 pages9 Chapter 7 Invertebrate Pest MGMTPonsica RomeoNo ratings yet
- Organic FarmDocument2 pagesOrganic FarmAlexander QuiñonesNo ratings yet
- Earth and Life Science Week 11-12Document14 pagesEarth and Life Science Week 11-12Aleli Joy Profugo DalisayNo ratings yet
- Plants For Food and Fibre WebquestDocument2 pagesPlants For Food and Fibre Webquestapi-237961942100% (1)
- Energy Audit Report of Rice Mill - Ganjam IndiaDocument90 pagesEnergy Audit Report of Rice Mill - Ganjam IndiaAtif Ahmad Khan0% (1)
- Lecture 1 Pulp and Paper Technology CHE 510Document12 pagesLecture 1 Pulp and Paper Technology CHE 510Christian Nweke100% (2)
- Drum Line, Color Guard To Highlight Grand Parade: Ummerfest 2015Document6 pagesDrum Line, Color Guard To Highlight Grand Parade: Ummerfest 2015Livewire Printing CompanyNo ratings yet
- NERI - Anti-Cattle Rustling Law Written ReportDocument7 pagesNERI - Anti-Cattle Rustling Law Written ReportBles NeriNo ratings yet
- Ancient TechnologyDocument398 pagesAncient TechnologyNicole Turner100% (2)
- Potential Analysis For Further Nature Conservation in AzerbaijanDocument162 pagesPotential Analysis For Further Nature Conservation in AzerbaijanGeozon Science MediaNo ratings yet
- Critical Growth StagesDocument3 pagesCritical Growth StagesSunil DhankharNo ratings yet
- 2019031999Document52 pages2019031999Vinodhanan SNo ratings yet
- Crocodile Farming: How To Establish A Crocodile Farm Small Business IdeasDocument6 pagesCrocodile Farming: How To Establish A Crocodile Farm Small Business IdeasAmbaNo ratings yet
- Science 6: Separating MixturesDocument32 pagesScience 6: Separating MixturesKateBarrionEspinosaNo ratings yet
- Barmash Web EngDocument2 pagesBarmash Web Engvica3_No ratings yet
- 09 - Chapter 2-5 PDFDocument34 pages09 - Chapter 2-5 PDFMiko100% (2)
- Lab Report 7Document7 pagesLab Report 7Jhon Patrick DelmonteNo ratings yet
- SIP Brochure 2015 17 Final LRDocument48 pagesSIP Brochure 2015 17 Final LRanushiv rajputNo ratings yet
- Analysis of Rural Households Food Security Status in Dibatie District, Western EthiopiaDocument11 pagesAnalysis of Rural Households Food Security Status in Dibatie District, Western EthiopiaPremier PublishersNo ratings yet
- Chapter 4Document62 pagesChapter 4abbyNo ratings yet
- The Role of Multipurpose Cooperatives in Social and Economic Empowerment, Gambella Town, EthiopiaDocument80 pagesThe Role of Multipurpose Cooperatives in Social and Economic Empowerment, Gambella Town, EthiopiaCain Cyrus Mondero100% (1)
- Compaction and Water Content Ratio of Compacted Soil Using Hilf Rapid MethodDocument7 pagesCompaction and Water Content Ratio of Compacted Soil Using Hilf Rapid MethodErdrick PérezNo ratings yet
- Vaucheria A.PDocument6 pagesVaucheria A.PAlexidosNo ratings yet
- Champion Tree Report 7.13.23Document8 pagesChampion Tree Report 7.13.23Matthew SelfNo ratings yet
- Pestle Analysis of Indian AgricultureDocument32 pagesPestle Analysis of Indian Agriculturesheikhtalha94% (33)
- Latest MCQs Sample Papers 2015Document52 pagesLatest MCQs Sample Papers 2015Zeeshan SattarNo ratings yet
- Microcontroller Based Smart Crop ProtectionDocument3 pagesMicrocontroller Based Smart Crop ProtectionInternational Journal of Innovative Science and Research TechnologyNo ratings yet