You might also like
- D Rest Chem EngDocument56 pagesD Rest Chem EngJeanne Kamille Evangelista PiniliNo ratings yet
- Mechanics ReviewerDocument4 pagesMechanics Reviewerrmgc1003No ratings yet
- BART Case Study: Engineers Blow Whistle on Rapid Transit Control SystemDocument4 pagesBART Case Study: Engineers Blow Whistle on Rapid Transit Control SystemJeanne Kamille Evangelista PiniliNo ratings yet
- ItineraryDocument6 pagesItineraryJeanne Kamille Evangelista PiniliNo ratings yet
- TutorialDocument6 pagesTutorialJeanne Kamille Evangelista PiniliNo ratings yet
- Functional Food Case StudyDocument7 pagesFunctional Food Case StudyJeanne Kamille Evangelista PiniliNo ratings yet
- Water and Wastewater Treatment in The Alcoholic BeverageDocument33 pagesWater and Wastewater Treatment in The Alcoholic BeverageJeanne Kamille Evangelista PiniliNo ratings yet
- Hazards in Water Treatment and Distribution SystemDocument4 pagesHazards in Water Treatment and Distribution SystemJeanne Kamille Evangelista PiniliNo ratings yet
- Chemical Engineering Economy Problems SolvedDocument7 pagesChemical Engineering Economy Problems SolvedJeanne Kamille Evangelista PiniliNo ratings yet
- ArticleDocument1 pageArticleJeanne Kamille Evangelista PiniliNo ratings yet
- ReportDocument7 pagesReportJeanne Kamille Evangelista PiniliNo ratings yet
- Report On Functional FoodsDocument6 pagesReport On Functional FoodsJeanne Kamille Evangelista PiniliNo ratings yet
- Jess Anthony B. Dicdiquin Bs Che IvDocument2 pagesJess Anthony B. Dicdiquin Bs Che IvJeanne Kamille Evangelista PiniliNo ratings yet
- Exercise No.5 BiotechDocument6 pagesExercise No.5 BiotechJeanne Kamille Evangelista PiniliNo ratings yet
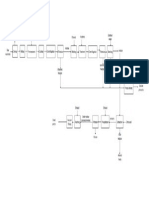
- Block Scheme DiagramDocument1 pageBlock Scheme DiagramJeanne Kamille Evangelista PiniliNo ratings yet
- EditedDocument3 pagesEditedJeanne Kamille Evangelista PiniliNo ratings yet
- Capitalized Cost P50,000 1.5Document7 pagesCapitalized Cost P50,000 1.5Jeanne Kamille Evangelista PiniliNo ratings yet
- Type of Fermentation Description (+) Advantages/ (-) DisadvantagesDocument2 pagesType of Fermentation Description (+) Advantages/ (-) DisadvantagesJeanne Kamille Evangelista PiniliNo ratings yet
- Design Sand Filter System for Wastewater TreatmentDocument5 pagesDesign Sand Filter System for Wastewater TreatmentJeanne Kamille Evangelista Pinili100% (1)
- Oil Eating BacteriaDocument1 pageOil Eating BacteriaJeanne Kamille Evangelista PiniliNo ratings yet
- 5.3 Environmental Management System (EMS)Document1 page5.3 Environmental Management System (EMS)Jeanne Kamille Evangelista PiniliNo ratings yet
- WorkDocument1 pageWorkJeanne Kamille Evangelista PiniliNo ratings yet
- Waste Management InitiativesDocument1 pageWaste Management InitiativesJeanne Kamille Evangelista PiniliNo ratings yet
- Block Scheme DiagramDocument1 pageBlock Scheme DiagramJeanne Kamille Evangelista PiniliNo ratings yet
- Banana LiteratureDocument3 pagesBanana LiteratureJeanne Kamille Evangelista PiniliNo ratings yet
- Banana LiteratureDocument3 pagesBanana LiteratureJeanne Kamille Evangelista PiniliNo ratings yet
- Hazards in Water Treatment and Distribution SystemDocument4 pagesHazards in Water Treatment and Distribution SystemJeanne Kamille Evangelista PiniliNo ratings yet
- Song For GraduationDocument12 pagesSong For GraduationJeanne Kamille Evangelista PiniliNo ratings yet
- DOUBLE CONE BLENDER VS HAMMER MILLDocument14 pagesDOUBLE CONE BLENDER VS HAMMER MILLJeanne Kamille Evangelista PiniliNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Thermal Conductivity of Brass and PLADocument10 pagesThermal Conductivity of Brass and PLAJonathan WilliamsNo ratings yet
- Causesof LandslidesDocument6 pagesCausesof LandslidesmarwanfakihNo ratings yet
- Application of Aerogels in Textile IndustryDocument8 pagesApplication of Aerogels in Textile IndustrySanmedha AmbureNo ratings yet
- Motorless Solar Tracking SystemDocument6 pagesMotorless Solar Tracking SystemFawkes SangNo ratings yet
- CE 8601 Internal 2 Answerkey 2021Document10 pagesCE 8601 Internal 2 Answerkey 2021ci_balaNo ratings yet
- Comparison Between Impulse Turbine and Reaction TurbineDocument3 pagesComparison Between Impulse Turbine and Reaction TurbineVISHNUNo ratings yet
- Deflection calculation sheetDocument4 pagesDeflection calculation sheetmuhannedNo ratings yet
- 2004 Indian Ocean Earthquake and TsunamiDocument38 pages2004 Indian Ocean Earthquake and TsunaminicasioaquinoNo ratings yet
- GEA RT RedHeatPump BRS EN 2022-06 08-Low-272674Document16 pagesGEA RT RedHeatPump BRS EN 2022-06 08-Low-272674wipiriNo ratings yet
- 1 Multi-Phase Flow Analysis in Oil and Gas Engineering Systems and Its Model PDFDocument5 pages1 Multi-Phase Flow Analysis in Oil and Gas Engineering Systems and Its Model PDFWesam Al shoumariNo ratings yet
- Lecture 6a Pavement DesignDocument20 pagesLecture 6a Pavement DesignEngr Asad Ahmad ShahNo ratings yet
- CH 19-Chemical ThermodynamicsDocument31 pagesCH 19-Chemical ThermodynamicsAdiPutraSaragihTurnipNo ratings yet
- How To Remove Air From Refrigeration Cooling System - PDFDocument6 pagesHow To Remove Air From Refrigeration Cooling System - PDFShahid AliNo ratings yet
- ANEXO Quotation Pipe AccesoriesDocument2 pagesANEXO Quotation Pipe AccesoriesJavierEnriquePalominoMendozaNo ratings yet
- Boiler-Steam Generator Protection PDFDocument12 pagesBoiler-Steam Generator Protection PDFأمير حارث100% (1)
- Physics Investigatory ProjectDocument19 pagesPhysics Investigatory ProjectKrish KaushikNo ratings yet
- ROLLED PRODUCT DEFECTS AND REMEDIESDocument32 pagesROLLED PRODUCT DEFECTS AND REMEDIESamit gajbhiye100% (2)
- Fixed Points: BU Installation Installation Technical Manual Typical Applications Product Line ApplicationsDocument110 pagesFixed Points: BU Installation Installation Technical Manual Typical Applications Product Line ApplicationsКатя ДенискинаNo ratings yet
- Synthetic Polymers ISC Project 2014Document94 pagesSynthetic Polymers ISC Project 2014Patricia Joseph33% (3)
- SKF Composite Plain Bearings - 11004 EN - TCM - 12-107917 PDFDocument60 pagesSKF Composite Plain Bearings - 11004 EN - TCM - 12-107917 PDFAnonymous 1qAH6CKCNo ratings yet
- Introduction to Electronic Materials and DevicesDocument8 pagesIntroduction to Electronic Materials and DevicesSahana MecheriNo ratings yet
- Learn key diffusivity equation solutions for transient well test behaviorDocument19 pagesLearn key diffusivity equation solutions for transient well test behaviormaamoun ramyNo ratings yet
- Rigaku NEX CG Brochure Rev6smDocument6 pagesRigaku NEX CG Brochure Rev6smLuis ReyesNo ratings yet
- Syllabus Modul GeothermalDocument6 pagesSyllabus Modul GeothermalAgastyo WahyuNo ratings yet
- Biological Techniques HecDocument2 pagesBiological Techniques HecHaroon yaseen100% (2)
- DDBD Priestley-Calvi-y-KowalskyDocument733 pagesDDBD Priestley-Calvi-y-KowalskyEvelyn DomínguezNo ratings yet
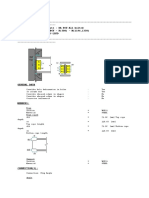
- Connection: Clip AngleDocument2 pagesConnection: Clip AngleKilk SueNo ratings yet
- Investigation Slip TireDocument18 pagesInvestigation Slip TiresiritapeNo ratings yet
- LiquefactionDocument10 pagesLiquefactionMaria Fernanda CastilloNo ratings yet
- Indian Geotech Conference - Analysis of Delhi Metro Cross Passage ConstructionDocument4 pagesIndian Geotech Conference - Analysis of Delhi Metro Cross Passage ConstructionDEBASIS BARMANNo ratings yet