You might also like
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- National Management College Revision Test PaperDocument8 pagesNational Management College Revision Test Papergovarthan1976No ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- 10 Pages Directors' Summary - by CA Harsh GuptaDocument10 pages10 Pages Directors' Summary - by CA Harsh Guptagovarthan1976No ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- SCMPE India Tour Notes by Sankalp Kanstiya @mission - CA - FinalDocument133 pagesSCMPE India Tour Notes by Sankalp Kanstiya @mission - CA - Finalgovarthan1976No ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- PmlaDocument3 pagesPmlagovarthan1976No ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Standard CostingDocument12 pagesStandard Costinggovarthan1976No ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Test 1Document7 pagesTest 1govarthan1976No ratings yet
- SCMPE Chapter 2 Mind MapDocument1 pageSCMPE Chapter 2 Mind Mapgovarthan1976No ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Scmpe RTP M23Document36 pagesScmpe RTP M23govarthan1976No ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Test 2Document4 pagesTest 2govarthan1976No ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Wcms 228220Document166 pagesWcms 228220ranjann349No ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Test 4Document8 pagesTest 4govarthan1976No ratings yet
- Test 3Document8 pagesTest 3govarthan1976No ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Full Revision Test 1Document10 pagesFull Revision Test 1govarthan1976No ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- ISCA MCQs Chapter - 8 Emerging TechnologiesDocument13 pagesISCA MCQs Chapter - 8 Emerging Technologiesgovarthan1976No ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- 4 Assembly Line BalancingDocument11 pages4 Assembly Line Balancinggovarthan1976No ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Measuring Competitiveness and Labor Productivity in Cambodia's Garment IndustryDocument4 pagesMeasuring Competitiveness and Labor Productivity in Cambodia's Garment Industrygovarthan1976No ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- National Programme For Organic Production: Agricultural and Processed Food Products Export Development Authority (APEDA)Document22 pagesNational Programme For Organic Production: Agricultural and Processed Food Products Export Development Authority (APEDA)govarthan1976No ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- 108 FR Ninik Yudianti Transforming Financial Planning andDocument13 pages108 FR Ninik Yudianti Transforming Financial Planning andgovarthan1976No ratings yet
- AGRICULTURE DEPARTMENT CITIZEN CHARTER PROVIDES ASSISTANCE TO FARMERSDocument104 pagesAGRICULTURE DEPARTMENT CITIZEN CHARTER PROVIDES ASSISTANCE TO FARMERSsureshramarajNo ratings yet
- Cambodia Garment Sector Main Report - NathanDocument68 pagesCambodia Garment Sector Main Report - Nathangovarthan1976No ratings yet
- The Major Role Accountants PlayDocument6 pagesThe Major Role Accountants PlayZlatan MesanovicNo ratings yet
- AGRICULTURE DEPARTMENT CITIZEN CHARTERDocument106 pagesAGRICULTURE DEPARTMENT CITIZEN CHARTERArun PrakashNo ratings yet
- Curicullam VitaeDocument7 pagesCuricullam Vitaegovarthan1976No ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Implementation of Lean Production Practices inDocument66 pagesImplementation of Lean Production Practices ingovarthan1976No ratings yet
- Fabric Inspection Four-PointDocument6 pagesFabric Inspection Four-Pointramf2000lkNo ratings yet
- 10 Steps To Improve ProductivityDocument3 pages10 Steps To Improve ProductivityisabelgonreyesNo ratings yet
- 34 Examination GuideDocument5 pages34 Examination Guidegovarthan1976No ratings yet
- Companies Act 2013 Key Highlights and Analysis in MalaysiaDocument52 pagesCompanies Act 2013 Key Highlights and Analysis in MalaysiatruthosisNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Business Plan Vs Strategic PlanningDocument25 pagesBusiness Plan Vs Strategic Planninggovarthan1976No ratings yet
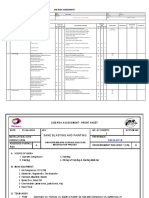
- Blasting and Painting ProcedureDocument3 pagesBlasting and Painting Proceduredownload dokumenNo ratings yet
- Astm e 774Document4 pagesAstm e 774Zahoor Ahmed MohsanNo ratings yet
- Manual F100 PBM 650-15Document524 pagesManual F100 PBM 650-15Brayan Villalba100% (1)
- Triton XR-70 HZP R2 FinalDocument16 pagesTriton XR-70 HZP R2 FinalErcan YilmazNo ratings yet
- Epoxies For Marble, Granite, StoneDocument6 pagesEpoxies For Marble, Granite, StoneNaveen GuptaNo ratings yet
- Philips Stofzuiger FC8760 - 01Document10 pagesPhilips Stofzuiger FC8760 - 01gerNo ratings yet
- David ClarkDocument12 pagesDavid ClarkrujanacNo ratings yet
- M10 Assignment InstructionsDocument2 pagesM10 Assignment InstructionsDivya VishnoiNo ratings yet
- ASHRAE Intro To LEED NC Building Commissioning EMS 30minsDocument33 pagesASHRAE Intro To LEED NC Building Commissioning EMS 30minsvictorNo ratings yet
- LAB 2 - Running Speed (Method 2) OEL 1Document3 pagesLAB 2 - Running Speed (Method 2) OEL 1ZULFAQAR BIN MOHAMMAD NIZAMNo ratings yet
- Outcome 9. Interchangeable ManufactureDocument43 pagesOutcome 9. Interchangeable ManufactureKishannNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- SWOT AnalysisDocument7 pagesSWOT AnalysislanguagembaNo ratings yet
- GodrejDocument29 pagesGodrejKarteek MenduNo ratings yet
- Space Mouse (Pooja S)Document30 pagesSpace Mouse (Pooja S)Pooja S100% (1)
- COST ACCOUNTING 1-4 FinalDocument28 pagesCOST ACCOUNTING 1-4 FinalChristian Blanza Lleva100% (1)
- Practica # 2 FinalDocument10 pagesPractica # 2 Finaljackeline floredNo ratings yet
- Dosa King CaseDocument8 pagesDosa King CaseManohar PalavalasaNo ratings yet
- Metralleta Casera Sin Torno TRADUCIDO AL FINALDocument12 pagesMetralleta Casera Sin Torno TRADUCIDO AL FINALMiguel Omar Pieszko100% (5)
- TerraEffekt Drip Off Primer 1260Document2 pagesTerraEffekt Drip Off Primer 1260Tomislav RogićNo ratings yet
- Manufacturing FundamentalsDocument11 pagesManufacturing FundamentalsbangalorNo ratings yet
- CDU Tutorial StepsDocument7 pagesCDU Tutorial StepsPabloSmithNo ratings yet
- AccessDocument1 pageAccesslmblukeNo ratings yet
- DBT Exp1 DevanshDocument24 pagesDBT Exp1 DevanshDevansh JaniNo ratings yet
- Business Process OutsourcingDocument33 pagesBusiness Process OutsourcingKuntalNo ratings yet
- MS For Slab On GradeDocument9 pagesMS For Slab On GradeJoe PSNo ratings yet
- Calibration certificate for digital multimeterDocument11 pagesCalibration certificate for digital multimeterDiegoCastro100% (1)
- Geovariances Geostats Software For Improved Resource EstimationDocument2 pagesGeovariances Geostats Software For Improved Resource EstimationGeorge ChdNo ratings yet
- Improving Infrastructure Worldwide: IabseDocument9 pagesImproving Infrastructure Worldwide: Iabsew1000000No ratings yet
- A Practical Guide To GIS in Asset Management PDFDocument12 pagesA Practical Guide To GIS in Asset Management PDFOmar Lobo GuillenNo ratings yet
- FDAI Checklist2 PDFDocument2 pagesFDAI Checklist2 PDFpankajNo ratings yet
- Scaling Up: How a Few Companies Make It...and Why the Rest Don't, Rockefeller Habits 2.0From EverandScaling Up: How a Few Companies Make It...and Why the Rest Don't, Rockefeller Habits 2.0Rating: 5 out of 5 stars5/5 (1)
- The Coaching Habit: Say Less, Ask More & Change the Way You Lead ForeverFrom EverandThe Coaching Habit: Say Less, Ask More & Change the Way You Lead ForeverRating: 4.5 out of 5 stars4.5/5 (186)
- The First Minute: How to start conversations that get resultsFrom EverandThe First Minute: How to start conversations that get resultsRating: 4.5 out of 5 stars4.5/5 (55)
- The 7 Habits of Highly Effective PeopleFrom EverandThe 7 Habits of Highly Effective PeopleRating: 4 out of 5 stars4/5 (2564)
- How to Talk to Anyone at Work: 72 Little Tricks for Big Success Communicating on the JobFrom EverandHow to Talk to Anyone at Work: 72 Little Tricks for Big Success Communicating on the JobRating: 4.5 out of 5 stars4.5/5 (36)
- Spark: How to Lead Yourself and Others to Greater SuccessFrom EverandSpark: How to Lead Yourself and Others to Greater SuccessRating: 4.5 out of 5 stars4.5/5 (130)