You might also like
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Technical Information Sheet: Harris O Brazing Filler MetalDocument1 pageTechnical Information Sheet: Harris O Brazing Filler MetalKhyle Laurenz DuroNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Soldering: What Is The Purpose of Soldering in Electronics?Document54 pagesSoldering: What Is The Purpose of Soldering in Electronics?John Jairo Ayop TadenaNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Sif Tips 05 Aluminium Soldering BrazingDocument1 pageSif Tips 05 Aluminium Soldering BrazingKevin WellsNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- System Air Conditioners: Installation ManualDocument23 pagesSystem Air Conditioners: Installation ManualFabio HigashizimaNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Predicting Slag Viscosities inDocument5 pagesPredicting Slag Viscosities injessy eghNo ratings yet
- Service Manual Avant 10-13-7SKV-E5-1Document100 pagesService Manual Avant 10-13-7SKV-E5-1Daniel Peltea100% (3)
- Band and LoopDocument129 pagesBand and LoopVijit Vadhyar100% (1)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Evaluation HPDC Lubricant Spraying For Improved Cooling and Die ProtectionDocument7 pagesEvaluation HPDC Lubricant Spraying For Improved Cooling and Die ProtectionLilian Jefferson MalavaziNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Aws b2.2 1991 Standard Brazing Procedure&Perform QualificationsDocument53 pagesAws b2.2 1991 Standard Brazing Procedure&Perform Qualificationsmasadullah707821100% (1)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Fire Assay of Gold Silver and Lead in Ores and Metallurgical Products - Leonard Austin 1907Document100 pagesThe Fire Assay of Gold Silver and Lead in Ores and Metallurgical Products - Leonard Austin 1907Ferudun Akyol100% (2)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Aoyue 968A+ Instruction ManualDocument10 pagesAoyue 968A+ Instruction ManualconsoledoctorNo ratings yet
- Welding Journal 1959 10Document136 pagesWelding Journal 1959 10AlexeyNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Gas and Shrinkage (Cavity or Hole) Defects in CastingsDocument117 pagesGas and Shrinkage (Cavity or Hole) Defects in CastingsLuis Arturo Ramirez100% (1)
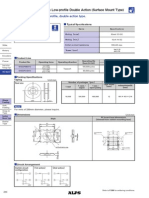
- 0.6mm Low-Profile, Double Action TypeDocument3 pages0.6mm Low-Profile, Double Action TypeshyhuNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Aws A5Document5 pagesAws A5Omid BeygiNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Saudi Aramco Inspection ChecklistDocument4 pagesSaudi Aramco Inspection ChecklistRijwan MohammadNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Mod 7A QuestionDocument150 pagesMod 7A QuestionJunaid MansooriNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Astm A 385 2011Document8 pagesAstm A 385 2011Sathish KumarNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- IOGP S-616 - 2022 - Supp. Specification To API SPEC 5L & ISO 3183 Line PipeDocument187 pagesIOGP S-616 - 2022 - Supp. Specification To API SPEC 5L & ISO 3183 Line PipeFerryNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Methods, Processes and Equipment Involved in Manufacturing GlassDocument29 pagesMethods, Processes and Equipment Involved in Manufacturing GlassNiño Gerard JabagatNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Cree J Series™ 2835 Leds: Product Description FeaturesDocument28 pagesCree J Series™ 2835 Leds: Product Description FeaturesLoengrin MontillaNo ratings yet
- Solder - Paste - Research Paper PDFDocument46 pagesSolder - Paste - Research Paper PDFGopichand VadlamanuNo ratings yet
- Aircraft Materials, Construction and RepairDocument34 pagesAircraft Materials, Construction and RepairJoshua BarteNo ratings yet
- Literature Review On Iron Production Technologies and COREX Process Mathematical ModelsDocument72 pagesLiterature Review On Iron Production Technologies and COREX Process Mathematical ModelsAhmed Wafiq50% (2)
- Basic Mechanical Engineering For Civil Engineers (Ce402es)Document22 pagesBasic Mechanical Engineering For Civil Engineers (Ce402es)Palle Shivajee GoudNo ratings yet
- RMK Group A4 PPT MT-I (UNIT-II)Document50 pagesRMK Group A4 PPT MT-I (UNIT-II)RajmchzNo ratings yet
- Fabrication (Metal Joining) : Ravishankar M D 17EME14 Elements of Mechanical EngineeringDocument18 pagesFabrication (Metal Joining) : Ravishankar M D 17EME14 Elements of Mechanical EngineeringSatish HSNo ratings yet
- Aluminium Recycling Scrap Melting and Process Simulation - Article-22 PDFDocument15 pagesAluminium Recycling Scrap Melting and Process Simulation - Article-22 PDFWillian Bella RosaNo ratings yet
- Studies On Blast Furnace Slag Flow CharacteristicsDocument67 pagesStudies On Blast Furnace Slag Flow CharacteristicsFilipe MansurNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Inspection of HDG.Document71 pagesInspection of HDG.Mritunjay100% (1)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)