You might also like
- NDT PDFDocument36 pagesNDT PDFAgung SatyaNo ratings yet
- Introduction To NDT BasicDocument27 pagesIntroduction To NDT BasicAngela WalkerNo ratings yet
- CSWIP Welder Training: SymbolsDocument52 pagesCSWIP Welder Training: SymbolsBUDAPESNo ratings yet
- Dye Penetrant Inspection - Wikipedia, The Free EncyclopediaDocument5 pagesDye Penetrant Inspection - Wikipedia, The Free Encyclopediaviswamanoj100% (1)
- Cswip Visual Welding Inspector 3.0 BrochureDocument1 pageCswip Visual Welding Inspector 3.0 BrochureNasfauzan100% (2)
- Welding Gauges PDFDocument4 pagesWelding Gauges PDFsopan kharcheNo ratings yet
- Nissan Shearing Test Standard for Fillet WeldsDocument5 pagesNissan Shearing Test Standard for Fillet WeldsRicardo F.A.No ratings yet
- WIS5 Symbols 05Document52 pagesWIS5 Symbols 05anon_90890103No ratings yet
- CSWIP Day 1Document71 pagesCSWIP Day 1rarwinthNo ratings yet
- Module 4 Weld Geometry and Welding Symbols-1Document87 pagesModule 4 Weld Geometry and Welding Symbols-1Miki JaksicNo ratings yet
- Arabic Welding Defects RT PDFDocument42 pagesArabic Welding Defects RT PDFlucianaNo ratings yet
- Read PWHT ChartsDocument5 pagesRead PWHT ChartszaheerNo ratings yet
- Valid NDT StandardsDocument15 pagesValid NDT StandardsKonstantin LuzarevNo ratings yet
- Nick Break and Fracture TestDocument3 pagesNick Break and Fracture Testamirhazwan80% (5)
- Penetrants TESTINGDocument86 pagesPenetrants TESTINGsankaran_muthukumarNo ratings yet
- Shadesofgrey by Dr. KolblDocument1 pageShadesofgrey by Dr. KolblAnonymous JLrzWCNo ratings yet
- VT & PT - NotesDocument10 pagesVT & PT - Notessanjeev sahota100% (1)
- Phased Array Practical ExamDocument2 pagesPhased Array Practical ExamMarcus AntoniusNo ratings yet
- VisualProcedure - LouDocument8 pagesVisualProcedure - Loujoshrathburn19800% (1)
- Soldering & Brazing: Unit-IvDocument15 pagesSoldering & Brazing: Unit-IvRamu AmaraNo ratings yet
- BS709 1983Document17 pagesBS709 1983Sang SekNo ratings yet
- Welding Defects PraDocument2 pagesWelding Defects PraEzhil Vendhan PalanisamyNo ratings yet
- WRI Brochure 2016-17Document25 pagesWRI Brochure 2016-17Swapnil Rupaye100% (1)
- Weld - Tee Weld Csa w59 Aws d1Document5 pagesWeld - Tee Weld Csa w59 Aws d1Siggy LaiNo ratings yet
- Dye Penetrant InspectionDocument15 pagesDye Penetrant InspectionUwaiz Qurni IINo ratings yet
- Visual Testing Welds GuideDocument37 pagesVisual Testing Welds GuideRajesh KumarNo ratings yet
- Magnetic Particle Test (MT) : Level IiDocument18 pagesMagnetic Particle Test (MT) : Level IiAhmed El Morsy100% (1)
- Everything You Need to Know About WeldingDocument49 pagesEverything You Need to Know About WeldingproxywarNo ratings yet
- Penetrant Testing (PT)Document11 pagesPenetrant Testing (PT)Maria Cristina DijmarescuNo ratings yet
- Welding and Fabrication TechnologyDocument2 pagesWelding and Fabrication TechnologyLeonicia MarquinezNo ratings yet
- Welding SymbolsDocument49 pagesWelding SymbolsManiNo ratings yet
- EW 512 6 Nondestructive TestingDocument37 pagesEW 512 6 Nondestructive TestingHarun HodžićNo ratings yet
- 003 - PTS - Pipeline Welding - Rev 0Document38 pages003 - PTS - Pipeline Welding - Rev 0Praveen KumarNo ratings yet
- Penetrant TestingDocument36 pagesPenetrant Testingkumarmm1234100% (1)
- Pwps Aws Mks AluminiumDocument2 pagesPwps Aws Mks AluminiumAbu ZahidNo ratings yet
- Visual TestDocument5 pagesVisual TestMohd Hafizan ZahariNo ratings yet
- Welding Engineer Sept - Oct 2014Document5 pagesWelding Engineer Sept - Oct 2014Chong Ching ShyanNo ratings yet
- Magnetic Particle InspectionDocument10 pagesMagnetic Particle InspectionZhafri Suhaimi100% (1)
- NDT Students GuideDocument24 pagesNDT Students GuideHussain Ahmed100% (1)
- Welding Inspection and CertificationDocument30 pagesWelding Inspection and Certificationmahmoud_allam3No ratings yet
- Destructive TestDocument18 pagesDestructive TestgirishnnaikNo ratings yet
- Sem1WorkShop PDFDocument8 pagesSem1WorkShop PDFGuddu RajputNo ratings yet
- Application Form For CSWIP 5 Year Renewal (Overseas) - v3 1Document7 pagesApplication Form For CSWIP 5 Year Renewal (Overseas) - v3 1Bamarasan ArasanNo ratings yet
- DefectDocument2 pagesDefectanon_90890103100% (1)
- Projects Assessments For Welding ProcessDocument8 pagesProjects Assessments For Welding ProcessKamarul NizamNo ratings yet
- Radiography Part 1 - TWI PDFDocument7 pagesRadiography Part 1 - TWI PDFPahe DriveNo ratings yet
- Destructive Test With Tensile BendDocument20 pagesDestructive Test With Tensile BendRohit MalhotraNo ratings yet
- 21 - Welding Terms and Definations - PPT Version 1Document69 pages21 - Welding Terms and Definations - PPT Version 1Shubham Shukla100% (1)
- G S Earth WireDocument10 pagesG S Earth WiresaratNo ratings yet
- Experienced NDT engineer CVDocument6 pagesExperienced NDT engineer CVTrung Tinh HoNo ratings yet
- Essential weld gauges for inspectorsDocument15 pagesEssential weld gauges for inspectorssojeckNo ratings yet
- What'S in Your Coiled Tubing?: Roderic K. Stanley, PH D, I. EngDocument30 pagesWhat'S in Your Coiled Tubing?: Roderic K. Stanley, PH D, I. EngAriel TerrensNo ratings yet
- Weld DefectsDocument23 pagesWeld DefectsSridhar CnNo ratings yet
- Structural Steel Welded Connections Design ReportDocument4 pagesStructural Steel Welded Connections Design ReportChris Paulo100% (1)
- Helling Katalog NDTDocument43 pagesHelling Katalog NDTjeyaselvanmNo ratings yet
- Inspection and Testing Welds: A Guide to Non-Destructive and Destructive Testing MethodsDocument78 pagesInspection and Testing Welds: A Guide to Non-Destructive and Destructive Testing Methodssomashutosh100% (1)
- Quality Inspection - WeldingDocument4 pagesQuality Inspection - WeldingMin Min Mit100% (1)
- MEM661 - Destructive Test (Bend Test)Document20 pagesMEM661 - Destructive Test (Bend Test)FIefa100% (2)
- Testing and Inspection of WeldsDocument20 pagesTesting and Inspection of Welds7harma V1swaNo ratings yet
- Bom List50klDocument3 pagesBom List50klRafeek ShaikhNo ratings yet
- Spray Drying PlantsDocument3 pagesSpray Drying PlantsRafeek ShaikhNo ratings yet
- 125k Receiver DataDocument2 pages125k Receiver DataRafeek ShaikhNo ratings yet
- Standard Measurement of Painting (Section Area/Metre) For Beams For Channels For Angels (Star Bracing)Document2 pagesStandard Measurement of Painting (Section Area/Metre) For Beams For Channels For Angels (Star Bracing)Rafeek ShaikhNo ratings yet
- Agitator Vessel Design Costing50klDocument1 pageAgitator Vessel Design Costing50klRafeek ShaikhNo ratings yet
- THE SECRETS OUT - How To Hack Yahoo PasswordsDocument1 pageTHE SECRETS OUT - How To Hack Yahoo PasswordsRafeek ShaikhNo ratings yet
- Related FormulaDocument279 pagesRelated FormulaRafeek ShaikhNo ratings yet
- 50kl Cost Estimation of Storage TankDocument1 page50kl Cost Estimation of Storage TankRafeek ShaikhNo ratings yet
- Virus CodeDocument1 pageVirus CodeRafeek ShaikhNo ratings yet
- Storage Tank Design Calculation - Api 650: Open Cone-RoofDocument1 pageStorage Tank Design Calculation - Api 650: Open Cone-RoofRafeek ShaikhNo ratings yet
- Painting Work Inquiry-20121205-235314Document2 pagesPainting Work Inquiry-20121205-235314Rafeek ShaikhNo ratings yet
- Electrical Panel Load Calculation 22 8 12Document33 pagesElectrical Panel Load Calculation 22 8 12vicent johnNo ratings yet
- Chip Plus Handson With Ms WordDocument50 pagesChip Plus Handson With Ms Wordknlyadav8463No ratings yet
- New 30 KL green silica vessel projectDocument2 pagesNew 30 KL green silica vessel projectRafeek ShaikhNo ratings yet
- Rotary Dryer Design & Working PrincipleDocument12 pagesRotary Dryer Design & Working PrincipleRafeek ShaikhNo ratings yet
- MKM Solutions Plastic Pyrolysis Plant: Other ProductsDocument4 pagesMKM Solutions Plastic Pyrolysis Plant: Other ProductsRafeek ShaikhNo ratings yet
- MYMT PersonalBudgetWorksheet TrackingWeeklyExpenses Final Version 1 Jan 2004Document7 pagesMYMT PersonalBudgetWorksheet TrackingWeeklyExpenses Final Version 1 Jan 2004gopi100% (2)
- Battery Sizing CalculatorDocument6 pagesBattery Sizing Calculatormfisol2000No ratings yet
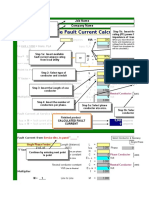
- Calculating Fault CurrentDocument8 pagesCalculating Fault Currentenghassanain6486No ratings yet
- Ra BillDocument1 pageRa BillRafeek ShaikhNo ratings yet
- Jdi-L11 Liaquat Engineering WorksDocument21 pagesJdi-L11 Liaquat Engineering WorksRafeek ShaikhNo ratings yet
- Pharma Co ListDocument7 pagesPharma Co ListRafeek ShaikhNo ratings yet
- Minimum Insulation Resistance Values GuideDocument37 pagesMinimum Insulation Resistance Values GuideHilmy FadlyNo ratings yet
- Autocad TricksDocument1 pageAutocad TricksRafeek ShaikhNo ratings yet
- Home Electrical Bill / Energy Consumption / Electrical Load CalculatorDocument21 pagesHome Electrical Bill / Energy Consumption / Electrical Load Calculatorsrabon1059No ratings yet
- Calculations on an adiabatic continuous dryer processDocument11 pagesCalculations on an adiabatic continuous dryer processBülent KabadayiNo ratings yet
- ASME Boiler & Fuel Cell Pressure Vessel Spreadsheets-Content-J AndrewDocument55 pagesASME Boiler & Fuel Cell Pressure Vessel Spreadsheets-Content-J AndrewAravindan Ganesh KumarNo ratings yet
- Motor Power and TorqueDocument4 pagesMotor Power and Torquepippo2378793No ratings yet
- Faizaan 5kl With Distillation UnitDocument2 pagesFaizaan 5kl With Distillation UnitRafeek ShaikhNo ratings yet
- ASME Boiler & Fuel Cell Pressure Vessel Spreadsheets-Content-J AndrewDocument1 pageASME Boiler & Fuel Cell Pressure Vessel Spreadsheets-Content-J AndrewRafeek ShaikhNo ratings yet
- Nervous System NotesDocument6 pagesNervous System NotesAlex Whitwam100% (3)
- Tensile Testing Apparatus Design with 220000 N Load LimitDocument5 pagesTensile Testing Apparatus Design with 220000 N Load LimitMunir EffendyNo ratings yet
- Grinding FundamentalsDocument49 pagesGrinding FundamentalsanruloNo ratings yet
- Karakteristik Dan Pola Penggunaan Obat Analgesik Nsaid Pada Pasien Pasca Operasi Di Rsud Abdul Wahab Sjahranie SamarindaDocument11 pagesKarakteristik Dan Pola Penggunaan Obat Analgesik Nsaid Pada Pasien Pasca Operasi Di Rsud Abdul Wahab Sjahranie SamarindaAgung WsbNo ratings yet
- g3620 Sgoas Brochure 2012Document4 pagesg3620 Sgoas Brochure 2012Khasin FuadiNo ratings yet
- Balflex 24o Tube Fittings Adapters 2020Document85 pagesBalflex 24o Tube Fittings Adapters 2020Francisco Rojas MarinNo ratings yet
- ASTM A153 Zinc Coating (Hot Dip) On Iron and Steel HardwareDocument5 pagesASTM A153 Zinc Coating (Hot Dip) On Iron and Steel HardwareConhydra AcoaguaNo ratings yet
- R 134a PDFDocument1 pageR 134a PDFFabian de Jesus Orozco MartinezNo ratings yet
- Susan Jonson - (Strangers in The Night SS) - Natural AttractionDocument73 pagesSusan Jonson - (Strangers in The Night SS) - Natural AttractionNarbonaNo ratings yet
- GIS 36-107 Integral Cladding Weld Overlay and Limited LooseDocument17 pagesGIS 36-107 Integral Cladding Weld Overlay and Limited LooseMarkoJovicin100% (5)
- Oil Center Research, LLC 8 0 0 - 2 5 6 - 8 9 7 7: DependaDocument2 pagesOil Center Research, LLC 8 0 0 - 2 5 6 - 8 9 7 7: DependafrdrfdederNo ratings yet
- Asme 1417 WordDocument12 pagesAsme 1417 WordERIKA RUBIONo ratings yet
- 17 PDFDocument8 pages17 PDFHalfianiNo ratings yet
- Vacuum Furnace Manufacturers in Bangalore-GLOBALVACUUMPRODUCTSDocument60 pagesVacuum Furnace Manufacturers in Bangalore-GLOBALVACUUMPRODUCTSglobalvacuumproductsNo ratings yet
- Chemistry Form 6 Sem 3 10Document29 pagesChemistry Form 6 Sem 3 10Anonymous WAnr0jvNo ratings yet
- Cruciferous VegetablesDocument13 pagesCruciferous Vegetablesapi-271257230No ratings yet
- Revision DB024 Set 2 AnswerDocument12 pagesRevision DB024 Set 2 Answerpjh 1115No ratings yet
- Ek Liquid Line Filter Drier and Capacity Table PDFDocument4 pagesEk Liquid Line Filter Drier and Capacity Table PDFDian IchtiarNo ratings yet
- CBSE Class 8 Science Chapter Wise Question BankDocument82 pagesCBSE Class 8 Science Chapter Wise Question BankVersha Rustagi100% (1)
- Flyer Rotary FMR Rev1Document8 pagesFlyer Rotary FMR Rev1Omar Equihua LinaresNo ratings yet
- Vector SbsDocument2 pagesVector SbsHau TranNo ratings yet
- CPWD Analysis of Rates 2012Document3,100 pagesCPWD Analysis of Rates 2012bd_gupta_3100% (1)
- Alcohols, Phenols and Ethers Test SeriesDocument5 pagesAlcohols, Phenols and Ethers Test SeriesCR foreverNo ratings yet
- TB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)Document13 pagesTB3 - 117 Engine Maintenance Manual: (EMM Book1 TOC) (Chapter 72 TOC)robinyNo ratings yet
- Viscocity: UTAS-0300 Supplied WithDocument1 pageViscocity: UTAS-0300 Supplied WithDilhara WickramaarachchiNo ratings yet
- Extraction 2Document10 pagesExtraction 2Pravin KaleNo ratings yet
- WaterDocument41 pagesWaterWeihan ChiewNo ratings yet
- 090768.232 3.00 018 A e - ADocument111 pages090768.232 3.00 018 A e - ANoman Abu-FarhaNo ratings yet
- Tata Chemicals - WikipediaDocument22 pagesTata Chemicals - WikipediaRavi NayakaNo ratings yet
- VCO and Transparent Soap RevisiDocument16 pagesVCO and Transparent Soap RevisiRikkoNo ratings yet
- The Rights of Nature: A Legal Revolution That Could Save the WorldFrom EverandThe Rights of Nature: A Legal Revolution That Could Save the WorldRating: 5 out of 5 stars5/5 (1)
- The Cyanide Canary: A True Story of InjusticeFrom EverandThe Cyanide Canary: A True Story of InjusticeRating: 4 out of 5 stars4/5 (51)
- Art of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionFrom EverandArt of Commenting: How to Influence Environmental Decisionmaking With Effective Comments, The, 2d EditionRating: 3 out of 5 stars3/5 (1)
- Exposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle Against DuPontFrom EverandExposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle Against DuPontRating: 4.5 out of 5 stars4.5/5 (18)
- Desperate: An Epic Battle for Clean Water and Justice in AppalachiaFrom EverandDesperate: An Epic Battle for Clean Water and Justice in AppalachiaRating: 4 out of 5 stars4/5 (1)
- Busted!: Drug War Survival Skills and True Dope DFrom EverandBusted!: Drug War Survival Skills and True Dope DRating: 3.5 out of 5 stars3.5/5 (7)
- 3rd Grade Science: Life Sciences in Eco Systems | Textbook EditionFrom Everand3rd Grade Science: Life Sciences in Eco Systems | Textbook EditionNo ratings yet
- Principles of direct and superior responsibility in international humanitarian lawFrom EverandPrinciples of direct and superior responsibility in international humanitarian lawNo ratings yet
- Slow Violence and the Environmentalism of the PoorFrom EverandSlow Violence and the Environmentalism of the PoorRating: 4 out of 5 stars4/5 (5)
- Waste: One Woman’s Fight Against America’s Dirty SecretFrom EverandWaste: One Woman’s Fight Against America’s Dirty SecretRating: 5 out of 5 stars5/5 (1)
- New Paradigms in Environmental Biomonitoring Using PlantsFrom EverandNew Paradigms in Environmental Biomonitoring Using PlantsSupriya TiwariNo ratings yet
- Environmental Education in Practice: Concepts and ApplicationsFrom EverandEnvironmental Education in Practice: Concepts and ApplicationsNo ratings yet
- Land Divided by Law: The Yakama Indian Nation as Environmental History, 1840-1933From EverandLand Divided by Law: The Yakama Indian Nation as Environmental History, 1840-1933No ratings yet
- Down to the Wire: Confronting Climate CollapseFrom EverandDown to the Wire: Confronting Climate CollapseRating: 4.5 out of 5 stars4.5/5 (8)
- Reduce, Reuse and Recycle : The Secret to Environmental Sustainability : Environment Textbooks | Children's Environment BooksFrom EverandReduce, Reuse and Recycle : The Secret to Environmental Sustainability : Environment Textbooks | Children's Environment BooksNo ratings yet
- The Intersection of Intellectual Property Law and the “Green” Movement: RIPL’s Green Issue 2010From EverandThe Intersection of Intellectual Property Law and the “Green” Movement: RIPL’s Green Issue 2010Rating: 5 out of 5 stars5/5 (2)
- Climate Action Challenge: A Proven Plan for Launching Your Eco-Initiative in 90 DaysFrom EverandClimate Action Challenge: A Proven Plan for Launching Your Eco-Initiative in 90 DaysNo ratings yet
- Exposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle against DuPontFrom EverandExposure: Poisoned Water, Corporate Greed, and One Lawyer's Twenty-Year Battle against DuPontRating: 4.5 out of 5 stars4.5/5 (9)