You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5811)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Enquiry Routines PDFDocument27 pagesEnquiry Routines PDFabdalah said0% (1)
- PDC Bit BasicsDocument2 pagesPDC Bit Basicscaaceveds59150% (2)
- JRC ECDIS TypeSpecificTraining Rev ADocument120 pagesJRC ECDIS TypeSpecificTraining Rev Aardipangulihi50% (2)
- 4-LD1187 GB 3+4Document4 pages4-LD1187 GB 3+4luyckxj0% (2)
- Analisis Lineal y de FatigaDocument10 pagesAnalisis Lineal y de FatigaFranco AlberiNo ratings yet
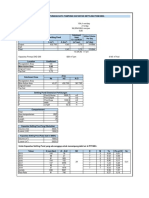
- Perhitungan Daya Tampungan Kapasitas SETPOND MEADocument1 pagePerhitungan Daya Tampungan Kapasitas SETPOND MEAHappytianto BijaksonoNo ratings yet
- Triple Combination Tool String: DescriptionDocument2 pagesTriple Combination Tool String: DescriptionmuratNo ratings yet
- Chapter 4B (Modern CPU)Document19 pagesChapter 4B (Modern CPU)api-3774277100% (1)
- 4eys / 4eyt: Installation/Operating ManualDocument28 pages4eys / 4eyt: Installation/Operating ManualMorteza ShakerienNo ratings yet
- Flexible Pavement Design by California Bearing Ratio Method PDFDocument4 pagesFlexible Pavement Design by California Bearing Ratio Method PDFFaizan NazirNo ratings yet
- Operating BCS TWT + Rotary HoeDocument2 pagesOperating BCS TWT + Rotary HoeTractorDiéselNo ratings yet
- TS KoncarDocument4 pagesTS KoncarDragan VuckovicNo ratings yet
- Carrier Handbook of Air Conditioning System Design Part 1Document2 pagesCarrier Handbook of Air Conditioning System Design Part 1Dharani PathyNo ratings yet
- As LabDocument8 pagesAs LabSaurabh JharbadeNo ratings yet
- Document SlidesDocument49 pagesDocument SlidesAnkit SachdevaNo ratings yet
- IBM BladecenterDocument53 pagesIBM BladecenterdsunteNo ratings yet
- Tutorial 1 Getting Started With MATLABDocument142 pagesTutorial 1 Getting Started With MATLABSoavan SahuNo ratings yet
- LM3900 - ExplicadoDocument48 pagesLM3900 - Explicadomerca870No ratings yet
- Fuchs Reniso KC 68 SdsDocument6 pagesFuchs Reniso KC 68 Sdsbazoka fransiskusNo ratings yet
- Workshop SafetyDocument21 pagesWorkshop SafetyEm Cama100% (1)
- Magicwave 2200Document160 pagesMagicwave 2200djotenNo ratings yet
- Experiment #1 Final - Report - CODocument9 pagesExperiment #1 Final - Report - COEisen JaylordNo ratings yet
- Srikanth ResumeDocument3 pagesSrikanth ResumeqsychoNo ratings yet
- ErrDocument1 pageErrJose Carlos Perumundo CordovezNo ratings yet
- Briefing Paper - IceDocument62 pagesBriefing Paper - IcePanagiotis RappasNo ratings yet
- Introduction To Limit State DesignDocument3 pagesIntroduction To Limit State DesignDesigner_2018No ratings yet
- Construction Waste ManagementDocument69 pagesConstruction Waste ManagementmonishNo ratings yet
- Do-While LoopDocument32 pagesDo-While LoopWaqas Zafar100% (1)
- Esab Buddy Arc 145 Manual enDocument20 pagesEsab Buddy Arc 145 Manual enСтефан АнтонићNo ratings yet
- Technical Brief - LDAP Authentication and Authorization.dDocument11 pagesTechnical Brief - LDAP Authentication and Authorization.dSunil KadamNo ratings yet