You might also like
- Digital Technologies in Quality and Efficiency ManDocument9 pagesDigital Technologies in Quality and Efficiency ManAbdulhmeed MutalatNo ratings yet
- 1 KPIs Rail FreightDocument18 pages1 KPIs Rail FreightAbdulhmeed MutalatNo ratings yet
- ERTMS Level 1 - Bombardier TransportationDocument2 pagesERTMS Level 1 - Bombardier TransportationAbdulhmeed MutalatNo ratings yet
- Continuous Assessment of Students' PerformanceDocument20 pagesContinuous Assessment of Students' PerformanceAbdulhmeed MutalatNo ratings yet
- IT Polish RailwayDocument11 pagesIT Polish RailwayAbdulhmeed MutalatNo ratings yet
- Railway Infrastructure Maintenance A Survey of Planning Problems and Conducted Research 2015 Transportation Research ProcediaDocument10 pagesRailway Infrastructure Maintenance A Survey of Planning Problems and Conducted Research 2015 Transportation Research ProcediaAbdulhmeed MutalatNo ratings yet
- RLX Incident Costing Model1Document34 pagesRLX Incident Costing Model1Abdulhmeed MutalatNo ratings yet
- Key Performance Indicators For Dummies Cheat SheetDocument10 pagesKey Performance Indicators For Dummies Cheat SheetAbdulhmeed Mutalat100% (1)
- CROR English May 18 2018 Web ServicesDocument96 pagesCROR English May 18 2018 Web ServicesAbdulhmeed MutalatNo ratings yet
- Transport Accident CostsDocument51 pagesTransport Accident CostsAbdulhmeed MutalatNo ratings yet
- تأثر أداء الوحدات الحكومیة بالبنیات الأساسیة للإدارة العلمیةDocument40 pagesتأثر أداء الوحدات الحكومیة بالبنیات الأساسیة للإدارة العلمیةAbdulhmeed MutalatNo ratings yet
- Scrap Material Theft Prevention Act 79Document4 pagesScrap Material Theft Prevention Act 79Abdulhmeed MutalatNo ratings yet
- Design Technologies for Railway Wheels and Future ProspectsDocument8 pagesDesign Technologies for Railway Wheels and Future ProspectsAbdulhmeed MutalatNo ratings yet
- A New Approach To Crew Scheduling in Rapid Transit Networks 2015 Transportation Research ProcediaDocument10 pagesA New Approach To Crew Scheduling in Rapid Transit Networks 2015 Transportation Research ProcediaAbdulhmeed MutalatNo ratings yet
- Hydro Mechanical Systems in Simulink in SL Part 2 PDFDocument20 pagesHydro Mechanical Systems in Simulink in SL Part 2 PDFAbdulhmeed MutalatNo ratings yet
- ATmega8 RISC Microcontroller: Interfacing and System Design Using RMCKITDocument60 pagesATmega8 RISC Microcontroller: Interfacing and System Design Using RMCKITRuchit SankhesaraNo ratings yet
- BSC StepbystepDocument4 pagesBSC StepbystepAbdulhmeed MutalatNo ratings yet
- A Comparison Between Latent Roots and Least Squares Regression Methods Using Simulation TechniqueDocument14 pagesA Comparison Between Latent Roots and Least Squares Regression Methods Using Simulation TechniqueAbdulhmeed MutalatNo ratings yet
- The Balanced Scorecard As A Strategical Management Performance ToolDocument20 pagesThe Balanced Scorecard As A Strategical Management Performance ToolAbdulhmeed Mutalat100% (1)
- The Influence of Islamic Core ValuesDocument14 pagesThe Influence of Islamic Core ValuesAbdulhmeed MutalatNo ratings yet
- Credit Suisse - Independent Review of ESIAs For Ethiopian Railway 100614Document23 pagesCredit Suisse - Independent Review of ESIAs For Ethiopian Railway 100614Abdulhmeed MutalatNo ratings yet
- Arab Railway - Executive Summary - October 2012Document58 pagesArab Railway - Executive Summary - October 2012Abdulhmeed MutalatNo ratings yet
- Continuous Assessment of Students' PerformanceDocument20 pagesContinuous Assessment of Students' PerformanceAbdulhmeed MutalatNo ratings yet
- 24 165 Paper - Enc gnss2010Document7 pages24 165 Paper - Enc gnss2010Abdulhmeed MutalatNo ratings yet
- Arbara Portsudan LayoutDocument4 pagesArbara Portsudan LayoutAbdulhmeed MutalatNo ratings yet
- Strategic Management LectDocument26 pagesStrategic Management LectAbdulhmeed MutalatNo ratings yet
- Sudan DevelopementDocument14 pagesSudan DevelopementAbdulhmeed MutalatNo ratings yet
- Management FundamentalsDocument11 pagesManagement FundamentalsAbdulhmeed MutalatNo ratings yet
- 17-Marketing Mangement (Compatibility Mode)Document30 pages17-Marketing Mangement (Compatibility Mode)Abdulhmeed MutalatNo ratings yet
- Quality assurance and control essentialsDocument24 pagesQuality assurance and control essentialsAbdulhmeed MutalatNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Designing of 3 Phase Induction Motor Blackbook DoneDocument30 pagesDesigning of 3 Phase Induction Motor Blackbook Donetryd0% (1)
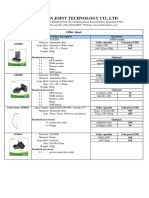
- Vehicle Tracker Offer SheetDocument1 pageVehicle Tracker Offer SheetBihun PandaNo ratings yet
- Arduino - Decision Making StatementsDocument20 pagesArduino - Decision Making StatementsJohn Clifford Ambaic JayomaNo ratings yet
- Soft Computing Techniques Assignment1 PDFDocument14 pagesSoft Computing Techniques Assignment1 PDFshadan alamNo ratings yet
- Academic Transition To Senior High SchoolDocument30 pagesAcademic Transition To Senior High SchoolGabriel ExalaNo ratings yet
- Ucc 900 Sor em Wpi 0001 - B01Document73 pagesUcc 900 Sor em Wpi 0001 - B01JonesNo ratings yet
- ME1001, ME1004, ME1005 - Basic Mech+Graphics+Workshop Pract.Document6 pagesME1001, ME1004, ME1005 - Basic Mech+Graphics+Workshop Pract.Mayank AgarwalNo ratings yet
- An Introduction To Pascal Programming MOD 2010Document5 pagesAn Introduction To Pascal Programming MOD 2010Johnas DalusongNo ratings yet
- MN00119 Unicom LT User ManualDocument45 pagesMN00119 Unicom LT User ManualPhilipp A IslaNo ratings yet
- DLP IN ICT 9 1st MeetingDocument2 pagesDLP IN ICT 9 1st MeetingHEDDA FULONo ratings yet
- DUPLICATE BILL TITLEDocument8 pagesDUPLICATE BILL TITLEMohammed AhmedNo ratings yet
- Caring Seedlings TLE Weekly PlanDocument3 pagesCaring Seedlings TLE Weekly PlanMarjorie RaymundoNo ratings yet
- ABS Approved Foundries May 12 2014Document64 pagesABS Approved Foundries May 12 2014Joe ClarkeNo ratings yet
- CitationCJ4-CB Checklists B v1.2Document4 pagesCitationCJ4-CB Checklists B v1.2Joao Vitor RojasNo ratings yet
- L028 Me Dat 01 00122 001 00Document8 pagesL028 Me Dat 01 00122 001 00sivasan10006098No ratings yet
- Journal of Travel & Tourism MarketingDocument19 pagesJournal of Travel & Tourism MarketingSilky GaurNo ratings yet
- Calmark - Birtcher 44 5 10 LF L DatasheetDocument2 pagesCalmark - Birtcher 44 5 10 LF L DatasheetirinaNo ratings yet
- 8602 BookDocument240 pages8602 BookSohail100% (2)
- Druckabschaltventil enDocument4 pagesDruckabschaltventil enSakthi Sekar CbiNo ratings yet
- Chapter 2 Fanning EquationDocument9 pagesChapter 2 Fanning EquationFaisal AyyazNo ratings yet
- ManupptDocument65 pagesManupptKrishanarju VenkatesanNo ratings yet
- Exoskeleton Power Requirements Based on Human BiomechanicsDocument54 pagesExoskeleton Power Requirements Based on Human Biomechanicsja2ja1No ratings yet
- Statistics Interview QuestionsDocument5 pagesStatistics Interview QuestionsARCHANA R100% (1)
- Texas Final LeadsDocument36 pagesTexas Final Leadsabdullahmohammed4460No ratings yet
- Ayurveda Signs of LifeDocument15 pagesAyurveda Signs of LifeSanjeethNo ratings yet
- Example 02 - Moment Capacity of A Concrete Beam - Reinforced Concrete Design ReviewDocument5 pagesExample 02 - Moment Capacity of A Concrete Beam - Reinforced Concrete Design ReviewJohn Michael GeneralNo ratings yet
- Drive Test For BeginnerDocument88 pagesDrive Test For Beginnerahwaz96100% (1)
- Writing Emails Part 1 Informal British English Teacher Ver2Document7 pagesWriting Emails Part 1 Informal British English Teacher Ver2Madalina MandiucNo ratings yet
- Educ 1301 Field Experience 1 ThielenDocument4 pagesEduc 1301 Field Experience 1 Thielenapi-610903961No ratings yet
- Renal Angina Index in Pediatric Septic Patients As A Predictor of Acute Kidney Injury in Remote AreaDocument9 pagesRenal Angina Index in Pediatric Septic Patients As A Predictor of Acute Kidney Injury in Remote AreaFarhanNo ratings yet