You might also like
- General Population (No Diabetes or CKD) Diabetes or CKD PresentDocument2 pagesGeneral Population (No Diabetes or CKD) Diabetes or CKD PresentLalu Ranova100% (1)
- Schedule h1Document3 pagesSchedule h1Sanjay Wadhwa100% (1)
- CTD Open CefoperazoneDocument83 pagesCTD Open CefoperazoneSarfarazpk1No ratings yet
- Processing The PrescriptionDocument66 pagesProcessing The PrescriptionRose Ann100% (1)
- Berberine and Barberry A Clinical ReviewDocument20 pagesBerberine and Barberry A Clinical ReviewHernán Ramírez GabrielNo ratings yet
- Dryer DesignDocument39 pagesDryer DesignPrashanth Chidambaram75% (4)
- PSMB Area 4Document133 pagesPSMB Area 4Princess Rose GamboaNo ratings yet
- Introductory Pharmacology - Cancer ChemotherapyDocument9 pagesIntroductory Pharmacology - Cancer ChemotherapyTyler Rosolowski100% (2)
- Drying, and Drying Equipments 2Document37 pagesDrying, and Drying Equipments 2Adheep DasNo ratings yet
- Solids DryingDocument7 pagesSolids DryingGeorge MarkasNo ratings yet
- Tray DryerDocument16 pagesTray Dryermirdza94No ratings yet
- Drying LectureDocument85 pagesDrying LectureHaroon RahimNo ratings yet
- Supply Chin Management of Himalaya CompanyDocument79 pagesSupply Chin Management of Himalaya Companysantunusoren80% (5)
- How Choose Vacuum DryerDocument4 pagesHow Choose Vacuum DryerGomatheeswariNo ratings yet
- Report Tray DryerDocument15 pagesReport Tray DryerSharing Caring75% (4)
- Dryer DesignDocument18 pagesDryer DesignCamille Guya50% (2)
- Manufacturing of Sterile PharmaceuticalsDocument48 pagesManufacturing of Sterile PharmaceuticalsMelaku TeshomeNo ratings yet
- Dryers and Drying Processes (Module 4)Document25 pagesDryers and Drying Processes (Module 4)Gold BlandoNo ratings yet
- Fundamentals of DryingDocument14 pagesFundamentals of DryingAlisha AnchearyNo ratings yet
- Drying of PaperDocument38 pagesDrying of PaperLingga MediatamaNo ratings yet
- Pulp and Paper Industry: Energy ConservationFrom EverandPulp and Paper Industry: Energy ConservationRating: 4.5 out of 5 stars4.5/5 (2)
- Heat and Mass TransferDocument90 pagesHeat and Mass TransferAnonymous 0zrCNQNo ratings yet
- CHE504 Lab Report DryingDocument17 pagesCHE504 Lab Report DryingJaymacNo ratings yet
- 90pharmaceutical Unit Operations - PDF DryingDocument18 pages90pharmaceutical Unit Operations - PDF DryingGS SandhuNo ratings yet
- Diseño de SecadoresDocument39 pagesDiseño de SecadoresJosé Helí Vallejos CoronadoNo ratings yet
- Continuous Tunnel Dryer 2014Document22 pagesContinuous Tunnel Dryer 2014ValeeMendezPadillaNo ratings yet
- Particle Deposition and Aggregation: Measurement, Modelling and SimulationFrom EverandParticle Deposition and Aggregation: Measurement, Modelling and SimulationNo ratings yet
- Dryer Handbook - Second EditionDocument60 pagesDryer Handbook - Second EditionyoquieroopinarNo ratings yet
- Dryers and Drying ProcessesDocument92 pagesDryers and Drying ProcessesRoem Esmerna100% (3)
- Mass Transfer Project 1 PDFDocument25 pagesMass Transfer Project 1 PDFwasie kebire0% (1)
- AbhiiiiDocument21 pagesAbhiiiisreenuNo ratings yet
- Pre Lab Forced Draft DrierDocument8 pagesPre Lab Forced Draft DrierAmoluck BhatiaNo ratings yet
- Drying 03Document4 pagesDrying 03JimNo ratings yet
- Drying PDFDocument48 pagesDrying PDFuzzal ahmedNo ratings yet
- Tray DryerDocument16 pagesTray DryerZalina Samsuddin100% (1)
- Lab Report CPP 2Document3 pagesLab Report CPP 2Azwa FamiezaNo ratings yet
- Mechanisms of Moisture Transport Within SolidsDocument7 pagesMechanisms of Moisture Transport Within SolidsDeeDeeJNo ratings yet
- Tray DryerDocument22 pagesTray DryerjuaxxoNo ratings yet
- Fluidization Bed Column Lab ManualDocument10 pagesFluidization Bed Column Lab ManualAshish VermaNo ratings yet
- Lab 3 - Tray Drier Theory, Apparatus, MethodologyDocument5 pagesLab 3 - Tray Drier Theory, Apparatus, MethodologyToukaNo ratings yet
- Drying: by Dr. Thomas A. ContehDocument26 pagesDrying: by Dr. Thomas A. ContehSolomon D FatormaNo ratings yet
- Kwezi MwakaDocument20 pagesKwezi Mwakakwezi mwakaNo ratings yet
- Solid Insulation Drying of 110 KV Paper-Oil Instrument TransformersDocument4 pagesSolid Insulation Drying of 110 KV Paper-Oil Instrument TransformersabetieNo ratings yet
- Lab ReportDocument9 pagesLab ReportRizwan SultanNo ratings yet
- Drying Performance of A Thumbler Dryer With CondenserDocument5 pagesDrying Performance of A Thumbler Dryer With CondenserZaharanNo ratings yet
- CE LAB Report-1Document10 pagesCE LAB Report-1Sohan rautNo ratings yet
- Drying: Learning Unit 3Document24 pagesDrying: Learning Unit 3Mikho CingoNo ratings yet
- Solids Drying Basics and ApplicationsDocument7 pagesSolids Drying Basics and ApplicationsEarl De La China100% (1)
- Unit-3 Drying &humidification3Document46 pagesUnit-3 Drying &humidification3chinna eranna100% (1)
- DryingDocument140 pagesDryingSaba GheniNo ratings yet
- Drying 4Document48 pagesDrying 4『ABN』NARUTO أبن ناروتو (Gamer)No ratings yet
- Name Group Experimen T Date Prog/CodeDocument23 pagesName Group Experimen T Date Prog/CodeAdnan NandaNo ratings yet
- Alat Pengering, IIDocument18 pagesAlat Pengering, IIReza Luckyvianto RamadhanNo ratings yet
- Mahendra Engineering College: Lecture HandoutsDocument3 pagesMahendra Engineering College: Lecture HandoutsARUMUGAM LNo ratings yet
- Review On The Design of A Tray Dryer System For Agricultural ProductsDocument10 pagesReview On The Design of A Tray Dryer System For Agricultural ProductsDwinaRahmayaniNo ratings yet
- Rying of Solids: Mohammad Hadi Usama Zulfiqar Abdullah IqbalDocument30 pagesRying of Solids: Mohammad Hadi Usama Zulfiqar Abdullah IqbalHadi SiddiqiNo ratings yet
- DryingDocument8 pagesDryingAjaya Kumar MohapatraNo ratings yet
- Drying: Sana I Nam Assistant Professor Faculty of Pharmaceutical Sciences, GcufDocument78 pagesDrying: Sana I Nam Assistant Professor Faculty of Pharmaceutical Sciences, GcufRimsha YousafNo ratings yet
- Deign Method D HRDDocument7 pagesDeign Method D HRDmatiyasNo ratings yet
- DryingDocument175 pagesDryingtalhawasimNo ratings yet
- Sourcebook Chapter6 PDFDocument7 pagesSourcebook Chapter6 PDFtapanshahNo ratings yet
- Abstract, Intro, Objectives Tray DryerDocument3 pagesAbstract, Intro, Objectives Tray DryerNawal DaBombNo ratings yet
- Lecture 24 (Pneumatic and Fluidized Bed Dryer)Document18 pagesLecture 24 (Pneumatic and Fluidized Bed Dryer)MALIK ZARYABBABARNo ratings yet
- Solids Drying: Basics and ApplicationsDocument8 pagesSolids Drying: Basics and ApplicationsMohammed AlnasryNo ratings yet
- Credit Seminar DryingDocument38 pagesCredit Seminar DryingSonam KalraNo ratings yet
- Updated Drying ProcessDocument11 pagesUpdated Drying ProcessAnis Raihana Abdul AzizNo ratings yet
- Solar Drying: Keywords: Solar, Thermal, Renewable, Energy, Solar Drying, Sun Drying, FoodDocument8 pagesSolar Drying: Keywords: Solar, Thermal, Renewable, Energy, Solar Drying, Sun Drying, FoodTeka TesfayeNo ratings yet
- Temperature and Humidity Independent Control (THIC) of Air-conditioning SystemFrom EverandTemperature and Humidity Independent Control (THIC) of Air-conditioning SystemNo ratings yet
- FDA - IDMP Webinar 2019Document73 pagesFDA - IDMP Webinar 2019Jose De La Cruz De La ONo ratings yet
- Jam - 3 - 3 - 1 A Developed Process For The Synthesis of 2-Ethyl Phenyl Hydrazine Hydrochloride, A Key Starting Material For 7-Ethyl Tryptophol.Document4 pagesJam - 3 - 3 - 1 A Developed Process For The Synthesis of 2-Ethyl Phenyl Hydrazine Hydrochloride, A Key Starting Material For 7-Ethyl Tryptophol.jamonline100% (3)
- Dox Dosage Calculations v4Document4 pagesDox Dosage Calculations v4Mehboob AlamNo ratings yet
- Bronchodilator From Wikipedia, The Free EncyclopediaDocument2 pagesBronchodilator From Wikipedia, The Free EncyclopedianandaameliapNo ratings yet
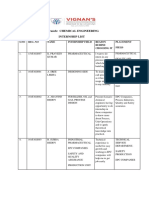
- Chemical Internship ListDocument3 pagesChemical Internship ListRajashekarNo ratings yet
- Cellix Bio Pharma Initiates Acquisition of Avaca Pharma: Formulation Development CRODocument2 pagesCellix Bio Pharma Initiates Acquisition of Avaca Pharma: Formulation Development CROPR.comNo ratings yet
- RajDocument8 pagesRajanjan01No ratings yet
- Final PharmaDocument100 pagesFinal PharmabiswajitshuklaNo ratings yet
- Laurent Thévenot (2009) Governing Life by Standards A View From EngagementsDocument21 pagesLaurent Thévenot (2009) Governing Life by Standards A View From EngagementsJhonny CastilloNo ratings yet
- Ibufen 600 Caplets: Summary of Product CharacteristicsDocument13 pagesIbufen 600 Caplets: Summary of Product Characteristicsddandan_2No ratings yet
- Drug StudyDocument7 pagesDrug StudyJohn Paulo MataNo ratings yet
- Consideraciones Practicas en La Administracion y Dosis de Cannabis MedicinalDocument8 pagesConsideraciones Practicas en La Administracion y Dosis de Cannabis MedicinalGerardo QGNo ratings yet
- PharmTech Europe Feb2018 PDFDocument52 pagesPharmTech Europe Feb2018 PDFpermata bundaNo ratings yet
- Price List From 14.10.2013Document27 pagesPrice List From 14.10.2013jasoneinsteinNo ratings yet
- Retail Planet HealthDocument16 pagesRetail Planet Healthchetankhanna93No ratings yet
- Essential Medicines and Health Supplies List - EMHSLU - 2016 - FINALDocument234 pagesEssential Medicines and Health Supplies List - EMHSLU - 2016 - FINALNsubugaNo ratings yet
- Chapter 18. Mood StabilizersDocument12 pagesChapter 18. Mood StabilizersAlfen PranataNo ratings yet
- Drugs (Licensing, Registering and Advertising) RULES, 1976Document61 pagesDrugs (Licensing, Registering and Advertising) RULES, 1976sadafNo ratings yet
- Daftar Singkatan Nama Obat Puskesmas Tapos DepokDocument3 pagesDaftar Singkatan Nama Obat Puskesmas Tapos DepokSiti Anisa SaadahNo ratings yet
- GDHHDocument40 pagesGDHHnaelarizqiNo ratings yet
- Report Buku Stok - 2022-12-01 Sampai 2022-12-22Document104 pagesReport Buku Stok - 2022-12-01 Sampai 2022-12-22harapan sehatNo ratings yet