You might also like
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- 44 Tapsa Mech 006Document9 pages44 Tapsa Mech 006suraj dhulannavarNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- 2 Suku - Mar o Automatic PDFDocument4 pages2 Suku - Mar o Automatic PDFsuraj dhulannavarNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Analysis of Vibration Damping in Machine ToolsDocument6 pagesAnalysis of Vibration Damping in Machine Toolssuraj dhulannavarNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- E RationingDocument3 pagesE Rationingsuraj dhulannavarNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- (IJCST-V4I4P3) :reema Patel, A.N.Shewale, C.S.PatilDocument3 pages(IJCST-V4I4P3) :reema Patel, A.N.Shewale, C.S.PatilEighthSenseGroupNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- 1:1 XXX A1: Toshavi PCDocument1 page1:1 XXX A1: Toshavi PCsuraj dhulannavarNo ratings yet
- 03 e Pipetube en WebDocument18 pages03 e Pipetube en Websuraj dhulannavarNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Mobile Wind Charger for Automobile BatteriesDocument7 pagesMobile Wind Charger for Automobile Batteriessuraj dhulannavarNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- 199 Iphv7i3008xDocument7 pages199 Iphv7i3008xsuraj dhulannavarNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- 5Document4 pages5suraj dhulannavarNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- Visvesvaraya Technological University BelgaumDocument2 pagesVisvesvaraya Technological University Belgaumsuraj dhulannavarNo ratings yet
- 1:1 XXX A1: Designed By: DateDocument1 page1:1 XXX A1: Designed By: Datesuraj dhulannavarNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- 55Document3 pages55md junuNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- 1:1 XXX A4: Designed By: DateDocument1 page1:1 XXX A4: Designed By: Datesuraj dhulannavarNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
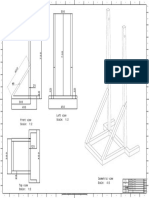
- Left View Scale: 1:2: 1:1 XXX A0Document1 pageLeft View Scale: 1:2: 1:1 XXX A0suraj dhulannavarNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- FrameDocument1 pageFramesuraj dhulannavarNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- FrameDocument1 pageFramesuraj dhulannavarNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- 1:1 XXX A1: Designed By: DateDocument1 page1:1 XXX A1: Designed By: Datesuraj dhulannavarNo ratings yet
- 437NDocument8 pages437Nsuraj dhulannavarNo ratings yet
- D e S I G N o F A N A U T o M A T e D S o R T I N G o F o B J e C T R e J e C T I o N A N D C o U N T I N G M A C H I N eDocument13 pagesD e S I G N o F A N A U T o M A T e D S o R T I N G o F o B J e C T R e J e C T I o N A N D C o U N T I N G M A C H I N esuraj dhulannavarNo ratings yet
- Automatic Rain Operated Wiper Group ProjectDocument5 pagesAutomatic Rain Operated Wiper Group Projectsuraj dhulannavarNo ratings yet
- 1:1 XXX A1: Toshavi 5/3/2016Document1 page1:1 XXX A1: Toshavi 5/3/2016suraj dhulannavarNo ratings yet
- 1:1 XXX A4: Designed By: DateDocument1 page1:1 XXX A4: Designed By: Datesuraj dhulannavarNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- FrameDocument1 pageFramesuraj dhulannavarNo ratings yet
- 1:1 XXX A1: Toshavi 5/3/2016Document1 page1:1 XXX A1: Toshavi 5/3/2016suraj dhulannavarNo ratings yet
- Dam Shutter Control Using Servo MotorDocument3 pagesDam Shutter Control Using Servo MotorkarthikNo ratings yet
- Dam Shutter Control Using Servo MotorDocument3 pagesDam Shutter Control Using Servo MotorkarthikNo ratings yet
- WWW Mechengg Net 2015 09 Design and Fabrication of InjectionDocument17 pagesWWW Mechengg Net 2015 09 Design and Fabrication of Injectionsuraj dhulannavarNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Square Hole Drilling MachineDocument4 pagesSquare Hole Drilling Machineedisonmech_erfNo ratings yet
- MSHDocument20 pagesMSHsuraj dhulannavar100% (1)
- ATFJ ReleaseDocument10 pagesATFJ ReleaseLeandroValdezJaénNo ratings yet
- CPU-XL VariSpark IOM 12-13Document97 pagesCPU-XL VariSpark IOM 12-13SaasiNo ratings yet
- MTH302 - Business Mathematics & Statistics - Solved - MID Term Paper - 05Document5 pagesMTH302 - Business Mathematics & Statistics - Solved - MID Term Paper - 05ehtasham shakeelNo ratings yet
- Besam PowerSwing (Cua Mo)Document2 pagesBesam PowerSwing (Cua Mo)phuc_tuanNo ratings yet
- Caustic Soda 1Document21 pagesCaustic Soda 1arpit garg100% (1)
- Topic 2: Random Variables and Their Distributions: Rohini Somanathan Course 003, 2016Document16 pagesTopic 2: Random Variables and Their Distributions: Rohini Somanathan Course 003, 2016SaswataNo ratings yet
- OnTarget ARA Software InstructionsDocument7 pagesOnTarget ARA Software InstructionsMpmendoNo ratings yet
- Chapter 5Document37 pagesChapter 5Yasser ElshaerNo ratings yet
- Kevin Hartman: EducationDocument1 pageKevin Hartman: Educationapi-315869644No ratings yet
- 2 Dolphin Design With STAD PRODocument48 pages2 Dolphin Design With STAD PROFachreza AkbarNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- NEF Tier 3 Electronic EngineDocument120 pagesNEF Tier 3 Electronic EngineJuan Guzmán100% (12)
- Parts of Speech - BisayaDocument20 pagesParts of Speech - BisayaJhonabie Suligan Cadeliña100% (1)
- Comparative analysis of pressure vessel cylindrical shell calculation and resultsDocument5 pagesComparative analysis of pressure vessel cylindrical shell calculation and resultszajednosexNo ratings yet
- Organic Chemistry Chapter 7Document43 pagesOrganic Chemistry Chapter 7채종희No ratings yet
- Generation of High Voltages & CurrentsDocument79 pagesGeneration of High Voltages & CurrentshamzaNo ratings yet
- ALEJDocument6 pagesALEJAlejandro OdinNo ratings yet
- PST Questions Types Explainations v2Document6 pagesPST Questions Types Explainations v2Nikhil Kasat50% (2)
- Engineering and Material Standard For Double Pipe Heat ExchangersDocument13 pagesEngineering and Material Standard For Double Pipe Heat ExchangersRezaNo ratings yet
- Service (Repair) Manual For Panasonic SA-BT100PDocument174 pagesService (Repair) Manual For Panasonic SA-BT100PDan Guertin50% (2)
- 5 Optimising The Speed Potential of Curves - Increase in Permissible Cant Deficiency - FeasibilityDocument12 pages5 Optimising The Speed Potential of Curves - Increase in Permissible Cant Deficiency - FeasibilitydevidattairsmeNo ratings yet
- Cashflow STS User Manual - G2Document46 pagesCashflow STS User Manual - G2AleksandarNo ratings yet
- 85 More Probability Questions: Prob-Stats (Math 3350)Document10 pages85 More Probability Questions: Prob-Stats (Math 3350)BarakaNo ratings yet
- Calculus and Analytical GeometryDocument8 pagesCalculus and Analytical Geometrynep llNo ratings yet
- Inverter DR-300 Manual PDFDocument164 pagesInverter DR-300 Manual PDFPham Khanh67% (6)
- TX6CRX6C New PDFDocument9 pagesTX6CRX6C New PDFbilalNo ratings yet
- 2306A Manual de Diagnotico PDFDocument156 pages2306A Manual de Diagnotico PDFMeriem ZAGRIRINo ratings yet
- Fundamental Part 1Document28 pagesFundamental Part 1Deev PokhrelNo ratings yet
- Basis Set OptimizationDocument16 pagesBasis Set OptimizationNdhoz Los GandhozNo ratings yet
- Devi Technical Class (1 SP Sir 2 Lekhwani Sir 3 Sky Sir) All The Best CONTACT NO. 9785898516, 8696789024, 9351647838 COMPETITION (CIVIL ENGINEERING)Document6 pagesDevi Technical Class (1 SP Sir 2 Lekhwani Sir 3 Sky Sir) All The Best CONTACT NO. 9785898516, 8696789024, 9351647838 COMPETITION (CIVIL ENGINEERING)Rachana AdhikaryNo ratings yet
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureFrom EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureRating: 4.5 out of 5 stars4.5/5 (2)
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- Design for How People Think: Using Brain Science to Build Better ProductsFrom EverandDesign for How People Think: Using Brain Science to Build Better ProductsRating: 4 out of 5 stars4/5 (8)
- Nir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryFrom EverandNir Eyal's Hooked: Proven Strategies for Getting Up to Speed Faster and Smarter SummaryRating: 4 out of 5 stars4/5 (5)
- The User's Journey: Storymapping Products That People LoveFrom EverandThe User's Journey: Storymapping Products That People LoveRating: 3.5 out of 5 stars3.5/5 (8)