You might also like
- Rework Record For Heat Treated Parts: Original Production DetailsDocument1 pageRework Record For Heat Treated Parts: Original Production DetailsBalram Ji100% (2)
- Chap-02 Pair ofDocument9 pagesChap-02 Pair ofBalram JiNo ratings yet
- Tootan Wala KhoohDocument92 pagesTootan Wala KhoohBalram Ji100% (3)
- Handling of InstrumentsDocument10 pagesHandling of InstrumentsBalram JiNo ratings yet
- Oerlikon Checklist 2012Document14 pagesOerlikon Checklist 2012Balram JiNo ratings yet
- Lea - 5SDocument1 pageLea - 5SallanjulesNo ratings yet
- PQCS Tube Flange Rough - CuttingDocument1 pagePQCS Tube Flange Rough - CuttingBalram JiNo ratings yet
- Stavax ESRDocument13 pagesStavax ESRBalram JiNo ratings yet
- PQCS Tube Flange Rough - ForgingDocument1 pagePQCS Tube Flange Rough - ForgingBalram JiNo ratings yet
- Work Instructions - Nickel Spot TestDocument2 pagesWork Instructions - Nickel Spot TestBalram JiNo ratings yet
- Kmpnai Ko Inayama: Kma-Caari Ka Naama À Idpat-MaomtDocument1 pageKmpnai Ko Inayama: Kma-Caari Ka Naama À Idpat-MaomtBalram JiNo ratings yet
- Technical Delivery Condition: Applicable To Parts: Ring WCFN0055Document4 pagesTechnical Delivery Condition: Applicable To Parts: Ring WCFN0055Balram JiNo ratings yet
- Ramya Balaji Alloy Pvt. Limited: Record No.: Date: Page 1 of 1 Title: Code of Conduct For Employees (Staff)Document1 pageRamya Balaji Alloy Pvt. Limited: Record No.: Date: Page 1 of 1 Title: Code of Conduct For Employees (Staff)Balram JiNo ratings yet
- Jominy Formula SheetDocument2 pagesJominy Formula SheetBalram JiNo ratings yet
- Shewhart Individuals Control ChartDocument2 pagesShewhart Individuals Control ChartBalram JiNo ratings yet
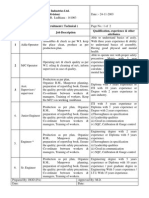
- Job Specification For Recruitment (MACHINE SHOP)Document2 pagesJob Specification For Recruitment (MACHINE SHOP)Balram JiNo ratings yet
- Quick Die Change in HammersDocument16 pagesQuick Die Change in HammersBalram JiNo ratings yet
- Preventive Maintenance PlanDocument3 pagesPreventive Maintenance PlanBalram Ji86% (7)
- Route Card: Material SummaryDocument7 pagesRoute Card: Material SummaryBalram Ji100% (1)
- Why SpiritualityDocument37 pagesWhy SpiritualityBalram JiNo ratings yet
- Job Specification For Recruitment (Electrical)Document2 pagesJob Specification For Recruitment (Electrical)Balram JiNo ratings yet
- Job Specification For Recruitment Forging - Page 2Document1 pageJob Specification For Recruitment Forging - Page 2Balram JiNo ratings yet
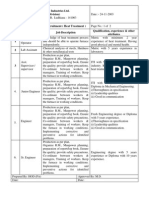
- Job Specification For Recruitment (HEAT SHOP)Document2 pagesJob Specification For Recruitment (HEAT SHOP)Balram JiNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5807)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (842)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (346)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Sexual Transmitted Diseases LessonDocument33 pagesSexual Transmitted Diseases LessonYonaNo ratings yet
- Retained Tensile Strength TestDocument6 pagesRetained Tensile Strength TestVikas ThakarNo ratings yet
- Thesis About Scuba DivingDocument8 pagesThesis About Scuba Divinganamorganfortworth100% (2)
- Antilock Braking Systems: Arjun A PSG College of TechnologyDocument5 pagesAntilock Braking Systems: Arjun A PSG College of Technology18U208 - ARJUN ANo ratings yet
- Practical Research 2 PDFDocument49 pagesPractical Research 2 PDFMariel BravanteNo ratings yet
- School of Business Diploma Business of ManagementDocument8 pagesSchool of Business Diploma Business of ManagementMohd AlifNo ratings yet
- FMEA Case StudyDocument54 pagesFMEA Case StudyHuỳnh Ngọc SángNo ratings yet
- Belief SystemsDocument3 pagesBelief Systemsapi-2083787490% (1)
- Profile Spot Lights 750wDocument50 pagesProfile Spot Lights 750wSomesh PakhareNo ratings yet
- AdmitCard 0710873 2018-2019 1Document1 pageAdmitCard 0710873 2018-2019 1Husen AliNo ratings yet
- What Internat IsDocument3 pagesWhat Internat Isdewa cuanajaNo ratings yet
- Shrinking CitiesDocument38 pagesShrinking CitiessalminaNo ratings yet
- Form Generation in Architecture PDFDocument266 pagesForm Generation in Architecture PDFJudith AndresNo ratings yet
- CBBT CablesDocument1 pageCBBT CablesKristaNo ratings yet
- Certificate Program in Lean Six Sigma: by - Paresh Kariya B.E. (Mech), MBA. Ph.D. Six Sigma, FIVDocument75 pagesCertificate Program in Lean Six Sigma: by - Paresh Kariya B.E. (Mech), MBA. Ph.D. Six Sigma, FIVBhargav Ka.PatelNo ratings yet
- Lesson Plan Formats For The Multi-Grade Classroom SettingDocument6 pagesLesson Plan Formats For The Multi-Grade Classroom SettingKenisha CalNo ratings yet
- Island of Palmas CaseDocument1 pageIsland of Palmas Caseubermensch_12No ratings yet
- Project Camelot Barcelona Exopolitics Speakers Panel On Disclosure - Part 1 of 2Document30 pagesProject Camelot Barcelona Exopolitics Speakers Panel On Disclosure - Part 1 of 2Christian UFO Illuminati100% (1)
- FEMA Method by DARK CARDERSDocument11 pagesFEMA Method by DARK CARDERSВиталий Мак80% (5)
- Ltopf Individual Application FormDocument1 pageLtopf Individual Application FormCh Gerry BastonNo ratings yet
- Radio Tube EquivalentsDocument596 pagesRadio Tube EquivalentsEberhard Hewicker100% (1)
- Eman 21/11/2020: Class 9 Subject: Chemistry Topic: Chapter 5 and 6 (Moles)Document1 pageEman 21/11/2020: Class 9 Subject: Chemistry Topic: Chapter 5 and 6 (Moles)Rizwan AhmedNo ratings yet
- Rolls Royce Technical Publications (Standard Practices Manual (RR CAEL SPM) ) (Task 70 42Document52 pagesRolls Royce Technical Publications (Standard Practices Manual (RR CAEL SPM) ) (Task 70 42limhonghan1987No ratings yet
- The Food Safety Temperature Control Regulations 1995Document13 pagesThe Food Safety Temperature Control Regulations 1995methan_odunga3878No ratings yet
- Baluno NHS-Mapeh 11 Lesson ScriptDocument12 pagesBaluno NHS-Mapeh 11 Lesson ScriptReynold TanlangitNo ratings yet
- Physical Facilities and Maintenance Needs Assessment Form: Department of EducationDocument3 pagesPhysical Facilities and Maintenance Needs Assessment Form: Department of EducationNikka Dawn Shallom EstopinNo ratings yet
- Philosophy AssignmentDocument1 pagePhilosophy AssignmentCate EchavezNo ratings yet
- Assessment 2Document14 pagesAssessment 2api-297389221No ratings yet
- Argumentative Essay Arranged Marriages - No Counter (Sarath)Document2 pagesArgumentative Essay Arranged Marriages - No Counter (Sarath)Doung PichchanbosbaNo ratings yet
- BS en 12190 1999Document8 pagesBS en 12190 1999Benedetto La FauciNo ratings yet