You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5810)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Flow of Fluids Through Valves, Fittings and Pipe (Crane)Document133 pagesFlow of Fluids Through Valves, Fittings and Pipe (Crane)kangsungjin100% (1)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Pe03023 QaDocument25 pagesPe03023 QaFariz Adriansyah100% (1)
- A Review of Explicit Approximations of Colebrook's EquationDocument5 pagesA Review of Explicit Approximations of Colebrook's EquationkangsungjinNo ratings yet
- Environmental, Health, and Safety General GuidelinesDocument99 pagesEnvironmental, Health, and Safety General GuidelineskangsungjinNo ratings yet
- Low Temperature CatalystDocument29 pagesLow Temperature CatalystkangsungjinNo ratings yet
- FAC and Cavitation: Identification, Assessment, Monitoring, PreventionDocument7 pagesFAC and Cavitation: Identification, Assessment, Monitoring, PreventionkangsungjinNo ratings yet
- 8.8 Chemical Reactors: Batch SequencingDocument24 pages8.8 Chemical Reactors: Batch SequencingkangsungjinNo ratings yet
- Environmental, Health, and Safety General Guidelines - 2008Document33 pagesEnvironmental, Health, and Safety General Guidelines - 2008kangsungjinNo ratings yet
- High Strength, Ductile Braze Repairs For Stationary Gas Turbine Components-Part IIDocument10 pagesHigh Strength, Ductile Braze Repairs For Stationary Gas Turbine Components-Part IIkangsungjinNo ratings yet
- Ml12335a508 PDFDocument279 pagesMl12335a508 PDFkangsungjinNo ratings yet
- Environmental, Health, and Safety Guidelines For Thermal Power Plant - FilesDocument33 pagesEnvironmental, Health, and Safety Guidelines For Thermal Power Plant - FileskangsungjinNo ratings yet
- Guideline ForDetermination of Good Engineering Practice Stacl Height (Technical Support Document For The Stack Height Regulations)Document100 pagesGuideline ForDetermination of Good Engineering Practice Stacl Height (Technical Support Document For The Stack Height Regulations)kangsungjin100% (1)
- An Experimental Study of Swirling Supercritical Hydrocarbon Fuel JetsDocument9 pagesAn Experimental Study of Swirling Supercritical Hydrocarbon Fuel JetskangsungjinNo ratings yet
- 1081app A 8Document26 pages1081app A 8kangsungjinNo ratings yet
- A Modeling Approach To Predict Fretting Fatigue On Highly Loaded Blade RootsDocument9 pagesA Modeling Approach To Predict Fretting Fatigue On Highly Loaded Blade RootskangsungjinNo ratings yet
- Development of Double Gear Fuel Pump For Heat Management ImprovementDocument9 pagesDevelopment of Double Gear Fuel Pump For Heat Management ImprovementkangsungjinNo ratings yet
- JEGTP 1983 Vol 105 N4Document242 pagesJEGTP 1983 Vol 105 N4kangsungjinNo ratings yet
- JEGTP 1980 Vol 102 N1Document228 pagesJEGTP 1980 Vol 102 N1kangsungjinNo ratings yet
- 2.15 Model-Free Adaptive (MFA) Control: G. S. ChengDocument10 pages2.15 Model-Free Adaptive (MFA) Control: G. S. ChengkangsungjinNo ratings yet
- XL For Boiler FootingDocument47 pagesXL For Boiler FootingAyazAkram100% (2)
- Thermal Properties of FoodsDocument12 pagesThermal Properties of FoodspedroloxxxNo ratings yet
- Verification of Gap Element in Midas GenDocument3 pagesVerification of Gap Element in Midas GenSASHIN ServiSoftNo ratings yet
- AE208Document6 pagesAE208vinslinNo ratings yet
- Ther 127-189Document4 pagesTher 127-189Larenze Pelagio DimaandalNo ratings yet
- Saudi Aramco Oil Company: SECTION 03250 Water StopsDocument4 pagesSaudi Aramco Oil Company: SECTION 03250 Water Stopssaneela bibiNo ratings yet
- Materi Hari 2 Davy SukamtaDocument19 pagesMateri Hari 2 Davy Sukamtayudistira malikNo ratings yet
- Magnaloy ProductsDocument223 pagesMagnaloy ProductsvankarpNo ratings yet
- Myp 10 Chemistry 2012 13 Bonding Worksheet Name ClassDocument1 pageMyp 10 Chemistry 2012 13 Bonding Worksheet Name ClassOğuzhan ÖzcanNo ratings yet
- Paralleling of Copeland Scroll Compressors For Air Conditioning Applications Technical Information en GB 5120018Document16 pagesParalleling of Copeland Scroll Compressors For Air Conditioning Applications Technical Information en GB 5120018Isidro MendozaNo ratings yet
- Braden Geddes Skelding - ResumeDocument1 pageBraden Geddes Skelding - ResumeAnonymous DGQp6RNo ratings yet
- Physics Gerak Gempur F4 C1 AnswerDocument2 pagesPhysics Gerak Gempur F4 C1 AnswerPrisillia WongNo ratings yet
- Turbines: (Pelton, Cross Flow, Kaplan and Francis)Document19 pagesTurbines: (Pelton, Cross Flow, Kaplan and Francis)Muhammad UsmanNo ratings yet
- S05 Drilling CompartmentDocument58 pagesS05 Drilling CompartmentJoseNo ratings yet
- IPRDocument6 pagesIPRjoo123456789No ratings yet
- Socket Weld TeeDocument1 pageSocket Weld TeemsibimosesNo ratings yet
- Cubrinovski Et Al. 2018 - System Response of Lique Able DepositsDocument18 pagesCubrinovski Et Al. 2018 - System Response of Lique Able DepositsLale ÖnerNo ratings yet
- Failure Analysis Case Study PDFDocument2 pagesFailure Analysis Case Study PDFScott50% (2)
- 7 Lab Assistant Final SyllabusDocument3 pages7 Lab Assistant Final Syllabuspokhrelsuman165No ratings yet
- Calculated vs. Actual Short Circuit Currents For Vrla BatteriesDocument8 pagesCalculated vs. Actual Short Circuit Currents For Vrla BatteriesTest TestNo ratings yet
- Monthly Report of Captive Generating SetsDocument2 pagesMonthly Report of Captive Generating Setsjai parkashNo ratings yet
- Conductivity NickelDocument2 pagesConductivity Nickelkishormujumdar998No ratings yet
- Chapter 1Document65 pagesChapter 1Ali RafaqatNo ratings yet
- Nano Materials For Electronics: Graphene and Carbon Nano TubeDocument46 pagesNano Materials For Electronics: Graphene and Carbon Nano TubeTenchi_pioneerNo ratings yet
- Ansys Lab Procedure and Viva Q'sDocument62 pagesAnsys Lab Procedure and Viva Q'sSiddesh Attavar84% (32)
- Research Group: Nozzles, Saddles, Pipe Shoes & ClipsDocument2 pagesResearch Group: Nozzles, Saddles, Pipe Shoes & ClipsdelitesoftNo ratings yet
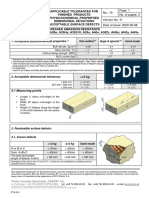
- Acceptable Physicochemical Properties Thin-Walled Large & Special Hand-MadeDocument4 pagesAcceptable Physicochemical Properties Thin-Walled Large & Special Hand-MadeMuhammad TayyabNo ratings yet
- 0805 Nebula Filters PDFDocument5 pages0805 Nebula Filters PDFRobert HolemsNo ratings yet
- Experiment 8 - Report - Specific HeatDocument3 pagesExperiment 8 - Report - Specific HeatRami HammoudNo ratings yet