You might also like
- Steel, Sheet and Strip, Hot-Rolled, Carbon, Structural, High-Strength Low-Alloy, High-Strength Low-Alloy With Improved Formability, and Ultra-High StrengthDocument9 pagesSteel, Sheet and Strip, Hot-Rolled, Carbon, Structural, High-Strength Low-Alloy, High-Strength Low-Alloy With Improved Formability, and Ultra-High StrengthIsaac ZTNo ratings yet
- Safety Work PermitDocument36 pagesSafety Work PermitAshwani Dogra100% (1)
- Welding Notes 0Document70 pagesWelding Notes 0Azmeer Mohamed100% (1)
- ErythropoiesisDocument13 pagesErythropoiesisEng CirroNo ratings yet
- Transformer Protections in Thermal Power PlantDocument45 pagesTransformer Protections in Thermal Power PlantAshwani Dogra100% (3)
- Weld Filler Metal SelectionDocument7 pagesWeld Filler Metal SelectionsusanwebNo ratings yet
- Mmaw & GmawDocument54 pagesMmaw & GmawSelvakumaran DhandapaniNo ratings yet
- The Environment Dictionary 1183Document481 pagesThe Environment Dictionary 1183Hoa LêNo ratings yet
- Submerged Arc Welding: by L D PoyyaraDocument29 pagesSubmerged Arc Welding: by L D PoyyaraSapan KansaraNo ratings yet
- Casting and Forging DiscontinuitiesDocument25 pagesCasting and Forging DiscontinuitiesAshwani Dogra100% (1)
- Casting and Forging DiscontinuitiesDocument25 pagesCasting and Forging DiscontinuitiesAshwani Dogra100% (1)
- ForgingDocument19 pagesForgingSarthakNo ratings yet
- Class - 5 - Baics of Arc WeldingDocument43 pagesClass - 5 - Baics of Arc WeldingroshanpateliaNo ratings yet
- Generator Hydrogen CoolingDocument31 pagesGenerator Hydrogen CoolingAshwani Dogra67% (3)
- Usability Designators FCAWDocument5 pagesUsability Designators FCAWAnonymous dh6DITNo ratings yet
- Basic Principles of Heat TreatmentDocument26 pagesBasic Principles of Heat TreatmentYaser Mohamed AbasNo ratings yet
- Principle of Substation DesignDocument9 pagesPrinciple of Substation DesignAshwani Dogra100% (1)
- On PreheatingDocument22 pagesOn PreheatingYYNo ratings yet
- Generator AuxiliariesDocument37 pagesGenerator AuxiliariesAshwani Dogra100% (1)
- Heat Treatment ChartDocument9 pagesHeat Treatment ChartTashrif YusufNo ratings yet
- 1.4462 PropertiesDocument1 page1.4462 PropertiesutreshwarmiskinNo ratings yet
- Fire Fighting Systems in Power StationsDocument68 pagesFire Fighting Systems in Power StationsAshwani Dogra100% (1)
- Fire Fighting Systems in Power StationsDocument68 pagesFire Fighting Systems in Power StationsAshwani Dogra100% (1)
- Transmission Line PresentationDocument55 pagesTransmission Line PresentationAshwani Dogra89% (9)
- Earthing SytemDocument33 pagesEarthing SytemAshwani Dogra100% (1)
- Welding TerminologyDocument5 pagesWelding TerminologyKaruppiah ArunachalamNo ratings yet
- Heat Treatment of SteelsDocument162 pagesHeat Treatment of SteelsINSTECH ConsultingNo ratings yet
- Forging For ClassDocument44 pagesForging For ClassNABIL HUSSAINNo ratings yet
- 1 - MMAW Process - PPT (Compatibility Mode)Document44 pages1 - MMAW Process - PPT (Compatibility Mode)Kumawat Prakash100% (1)
- Auxiliary Steam System in Thermal Power PlantDocument15 pagesAuxiliary Steam System in Thermal Power PlantAshwani Dogra100% (3)
- Feed Water Deaeration in Thermal Power PlantDocument46 pagesFeed Water Deaeration in Thermal Power PlantAshwani Dogra100% (2)
- Day-1 LECTURE 2-Welding TechnologyDocument64 pagesDay-1 LECTURE 2-Welding TechnologySamNo ratings yet
- ASME & ISO ComparisonDocument5 pagesASME & ISO Comparisonr0m14rNo ratings yet
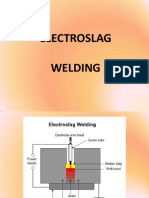
- Electroslag WeldingDocument9 pagesElectroslag WeldingGopal Jetani100% (1)
- Control & Instrumentation Commissioning - An OverviewDocument36 pagesControl & Instrumentation Commissioning - An OverviewAshwani Dogra100% (1)
- Control & Instrumentation Commissioning - An OverviewDocument36 pagesControl & Instrumentation Commissioning - An OverviewAshwani Dogra100% (1)
- Brazing and SolderingDocument15 pagesBrazing and SolderingAjij MujawarNo ratings yet
- Nano Safety PDFDocument190 pagesNano Safety PDFPoorani ArunachalamNo ratings yet
- Design of Earthing System For HVDocument22 pagesDesign of Earthing System For HVAshwani Dogra100% (1)
- Power Plant Commissioning PDFDocument274 pagesPower Plant Commissioning PDFLaholDelveca89% (27)
- Safe Practices in Material HandlingDocument65 pagesSafe Practices in Material HandlingAshwani DograNo ratings yet
- Stainless Steel: by Nikhil Asok 1 Year PGDocument27 pagesStainless Steel: by Nikhil Asok 1 Year PGNikhilAsokNo ratings yet
- Heat Treatment ProcessesDocument44 pagesHeat Treatment Processesmesa142No ratings yet
- Method of SwagingDocument4 pagesMethod of Swagingjcarlos7411No ratings yet
- Arc BlowDocument9 pagesArc BlowAmrut KajveNo ratings yet
- Como Soldar 4140Document4 pagesComo Soldar 4140Luis Jose DuranNo ratings yet
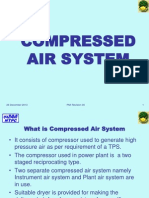
- Compressed Air System in Thermal Power PlantDocument12 pagesCompressed Air System in Thermal Power PlantAshwani Dogra100% (4)
- Cast IronDocument43 pagesCast IronThulasi Ram100% (1)
- Bhel WPS For P91Document10 pagesBhel WPS For P91lightsonsNo ratings yet
- Circuit BreakerDocument64 pagesCircuit BreakerAshwani Dogra100% (1)
- Arc WeldingDocument23 pagesArc WeldingZerohumidity 123100% (1)
- Preheat Calculation 1 PDFDocument3 pagesPreheat Calculation 1 PDFravi00098No ratings yet
- Critical Observations During A Shut Down Audit of A PF BoilerDocument9 pagesCritical Observations During A Shut Down Audit of A PF Boilerparthi20065768No ratings yet
- Presentation On NTPC Inspection ServicesDocument34 pagesPresentation On NTPC Inspection ServicesAshwani Dogra100% (3)
- Electrode SheetDocument6 pagesElectrode SheetAshwani Dogra100% (2)
- Stainless Steel ElectrodesDocument11 pagesStainless Steel ElectrodesTito FernandezNo ratings yet
- Turbine Condensate System in Thermal Power PlantDocument35 pagesTurbine Condensate System in Thermal Power PlantAshwani Dogra100% (1)
- Turbine Condensate System in Thermal Power PlantDocument35 pagesTurbine Condensate System in Thermal Power PlantAshwani Dogra100% (1)
- 10 1097@DSS 0000000000001281Document11 pages10 1097@DSS 0000000000001281plastic guardiansNo ratings yet
- Turbine Vacuum System in Thermal Power PlantDocument28 pagesTurbine Vacuum System in Thermal Power PlantAshwani Dogra100% (1)
- Heat Treatment of Welded JointsDocument26 pagesHeat Treatment of Welded Jointslinhcdt3No ratings yet
- Busbar, Connectors and ClampsDocument12 pagesBusbar, Connectors and ClampsAshwani Dogra100% (1)
- Preheating and Post Weld Heat TreatmentsDocument3 pagesPreheating and Post Weld Heat TreatmentssubrataNo ratings yet
- Tube Expansion: A Seminar Report OnDocument27 pagesTube Expansion: A Seminar Report OnzalabiNo ratings yet
- Air Preheater in Thermal Power Plant Problem N SolDocument25 pagesAir Preheater in Thermal Power Plant Problem N SolAshwani Dogra100% (2)
- Characteristics of Residual StressDocument61 pagesCharacteristics of Residual Stressعزت عبد المنعمNo ratings yet
- Chemistry Practical Help For XiiDocument16 pagesChemistry Practical Help For XiiMehjabin Abdurrazaque50% (8)
- 03 - Iron - Iron CarbideDocument35 pages03 - Iron - Iron CarbidebotobotoakbarNo ratings yet
- Iron Carbon DiagramDocument10 pagesIron Carbon DiagramsivakumarNo ratings yet
- Projection WeldingDocument23 pagesProjection WeldingFernandoNo ratings yet
- GougingDocument6 pagesGougingP Sandana NaraNo ratings yet
- Agarwal Fastners Pvt. Ltd.Document1 pageAgarwal Fastners Pvt. Ltd.satyam nagaichNo ratings yet
- Aluminium Brazing 7 - StepsDocument6 pagesAluminium Brazing 7 - StepsPrashant NankarNo ratings yet
- Heat Treatment ProcessDocument4 pagesHeat Treatment ProcessSuhaib AshrafNo ratings yet
- Casting Defects and How To Prevent Them in Your ProductsDocument7 pagesCasting Defects and How To Prevent Them in Your ProductsArun t nNo ratings yet
- Welding ParametersDocument34 pagesWelding ParametersmilindNo ratings yet
- Manufacturing Processes (ME361) Lecture 25 and 27Document40 pagesManufacturing Processes (ME361) Lecture 25 and 27RandhirKumarNo ratings yet
- Indian Standard Designation of SteelsDocument1 pageIndian Standard Designation of Steelssushil.vgi75% (4)
- Resistance WeldingDocument8 pagesResistance Welding0502raviNo ratings yet
- Casting Material CA15BASD PDFDocument4 pagesCasting Material CA15BASD PDFAditya GuptaNo ratings yet
- Iron Carbon DiagramDocument8 pagesIron Carbon Diagramashok pradhanNo ratings yet
- WRIDocument51 pagesWRIHarsha Vardhan Meduri100% (1)
- Boiler Tube MaterialsDocument12 pagesBoiler Tube MaterialsSnehashis MaityNo ratings yet
- HeadDocument1 pageHeadabdulloh_99No ratings yet
- Mild Steel Welding ElectrodeDocument12 pagesMild Steel Welding ElectrodeVĩnh NguyễnNo ratings yet
- Gas Welding, Brazing and SolderingDocument7 pagesGas Welding, Brazing and SolderingAkashNo ratings yet
- Solid State Welding ProcessDocument17 pagesSolid State Welding ProcessRathnakrajaNo ratings yet
- Forging SDocument93 pagesForging SrichardchiamNo ratings yet
- ABout Preheat Before WeldingDocument2 pagesABout Preheat Before WeldingHary Olya AdriansyahNo ratings yet
- Welding ProcessDocument25 pagesWelding ProcessMayankNo ratings yet
- Manufacturing Processes (Welding (BENG) HandoutDocument67 pagesManufacturing Processes (Welding (BENG) HandoutbananaNo ratings yet
- Types: - Plastic Welding or Pressure WeldingDocument23 pagesTypes: - Plastic Welding or Pressure WeldinglpusatishNo ratings yet
- Badarpur Thermal Power SatationDocument132 pagesBadarpur Thermal Power Satationdiwakar_npti100% (2)
- Set of Questions Risk ManagementDocument2 pagesSet of Questions Risk ManagementAshwani Dogra100% (1)
- Different Cycles in Gas Turbine & Steam TurbineDocument18 pagesDifferent Cycles in Gas Turbine & Steam TurbineAshwani DograNo ratings yet
- Introduction To Industrial Safety and Accident PreventionDocument42 pagesIntroduction To Industrial Safety and Accident PreventionAshwani DograNo ratings yet
- Echem WKST KeyDocument7 pagesEchem WKST KeyNurul Hana OmarNo ratings yet
- Short Contact Time Review PapeprDocument74 pagesShort Contact Time Review PapeprMukthiyar SadhullahNo ratings yet
- Overhead InsulatorsDocument17 pagesOverhead InsulatorskpchakralaNo ratings yet
- Ebme 202 NotesDocument2 pagesEbme 202 NotesShriya KannanNo ratings yet
- TG and DTG Curves of Control Paste at 28 Days' Curing TimeDocument27 pagesTG and DTG Curves of Control Paste at 28 Days' Curing TimeZaid MajedNo ratings yet
- Formulation and Evaluation of Bisoprolol Fumarate Buccal Patches by Using Selected PolymersDocument7 pagesFormulation and Evaluation of Bisoprolol Fumarate Buccal Patches by Using Selected PolymersAlinaDianaNo ratings yet
- SWIFS Toxicology Laboratory Procedure Manual v2.2 (02.24.2009) 262 PagesDocument262 pagesSWIFS Toxicology Laboratory Procedure Manual v2.2 (02.24.2009) 262 Pagesjac_blake100% (1)
- Irjet V4i1053 PDFDocument6 pagesIrjet V4i1053 PDFdynamo ShaikhNo ratings yet
- Ventilator - S&P - Vent (En)Document8 pagesVentilator - S&P - Vent (En)Muhidin KozicaNo ratings yet
- Distillation and Hydrotreating ComplexDocument1 pageDistillation and Hydrotreating ComplexKatharina AjengNo ratings yet
- Holm 1960Document5 pagesHolm 1960mikiNo ratings yet
- Ncc-5500 Windows Usermanual - v15.03.27Document150 pagesNcc-5500 Windows Usermanual - v15.03.27Nguyễn PhúNo ratings yet
- Asme GT2005-68799 PDFDocument9 pagesAsme GT2005-68799 PDFJeeEianYannNo ratings yet
- 7.2 7.3transcriptionandtranslationDocument30 pages7.2 7.3transcriptionandtranslationKhin (Darin) Hnin PhyuNo ratings yet
- Improver: A Revolutionary Concept For Transporting Light, Heavy and Extra-Heavy Crude OilDocument4 pagesImprover: A Revolutionary Concept For Transporting Light, Heavy and Extra-Heavy Crude OilCecilia HernandezNo ratings yet
- SP 10 04Document8 pagesSP 10 04masoud132No ratings yet
- Houghton Rust Veto 4222 S Spec SheetDocument4 pagesHoughton Rust Veto 4222 S Spec SheetSuprastowo Bin SarinoNo ratings yet
- Annulene: Jump To Navigation Jump To SearchDocument8 pagesAnnulene: Jump To Navigation Jump To SearchChaeyoung SonNo ratings yet
- Part 2Document4 pagesPart 2naimNo ratings yet
- IJERM0307081Document4 pagesIJERM0307081Aniruddha DalviNo ratings yet
- Bhu Pet 2020Document14 pagesBhu Pet 2020iftikar hussainNo ratings yet
- Brit J Clinical Pharma - December 1983 - Banfield - Phenylbutazone Warfarin Interaction in Man Further Stereochemical andDocument7 pagesBrit J Clinical Pharma - December 1983 - Banfield - Phenylbutazone Warfarin Interaction in Man Further Stereochemical andGABE LimbongNo ratings yet
- 030Document9 pages030sugabagusNo ratings yet
- Di Ab An - SystemDocument8 pagesDi Ab An - SystemPranks9827653878No ratings yet