You might also like
- Titanium Cladded Sheet Welding ProcedureDocument4 pagesTitanium Cladded Sheet Welding ProcedureNaveenNo ratings yet
- 1.4301 Austenite Stainless SteelDocument3 pages1.4301 Austenite Stainless SteelSM Waqas ImamNo ratings yet
- ATFD Feed CalculationDocument11 pagesATFD Feed Calculationnarayana reddy100% (1)
- 316LNDocument3 pages316LNGanesh KcNo ratings yet
- ASTM Standards 1Document4 pagesASTM Standards 1balajiNo ratings yet
- Welding of Ferritic CreepDocument3 pagesWelding of Ferritic CreepMuhammed SulfeekNo ratings yet
- Structure and PropertiedDocument43 pagesStructure and PropertiedJalaj GaurNo ratings yet
- Types of CrackingDocument26 pagesTypes of CrackingAnonymous c3eiDyWNo ratings yet
- VT Acceptance Criteria Vs ASMEDocument1 pageVT Acceptance Criteria Vs ASMEAnonymous EkfqSPNo ratings yet
- MetallurgyDocument25 pagesMetallurgyPandu Damay PutraNo ratings yet
- LamelerDocument5 pagesLamelerPrasetyaOne NugraHantoeNo ratings yet
- Welding of Cast IronDocument12 pagesWelding of Cast IronwalitedisonNo ratings yet
- Welding NotesDocument39 pagesWelding NotesSabir JadejaNo ratings yet
- A Tig Welding MainsDocument37 pagesA Tig Welding Mainshiya mistryNo ratings yet
- The Heat Affected ZoneDocument24 pagesThe Heat Affected ZoneRatan PanditNo ratings yet
- Cswip QuestionDocument3 pagesCswip Questionfasith9534No ratings yet
- Difference Between Stainless Steel Grade SS316 & SS316LDocument1 pageDifference Between Stainless Steel Grade SS316 & SS316LSableen SinghNo ratings yet
- Specification For Visula Welding InspectionsDocument5 pagesSpecification For Visula Welding InspectionsAhmed Shaban KotbNo ratings yet
- Welding DefectsDocument13 pagesWelding DefectsVinay Kumar SharmaNo ratings yet
- How To Read Welding Gauges PDFDocument5 pagesHow To Read Welding Gauges PDFjimbox88No ratings yet
- 131 - 1.9.1.2-85T - 316 Stainless SteelDocument4 pages131 - 1.9.1.2-85T - 316 Stainless SteelFtg WwfdfNo ratings yet
- Ferrite Limitation For SS316LDocument12 pagesFerrite Limitation For SS316LAntonio PerezNo ratings yet
- Duplex Stainless Steel - Part 2 - TWIDocument6 pagesDuplex Stainless Steel - Part 2 - TWItuanNo ratings yet
- AnnealingDocument8 pagesAnnealingRohit SharmaNo ratings yet
- Ferrite Content MeasurementDocument5 pagesFerrite Content MeasurementFasil Paruvanath100% (1)
- Lesson 14 WelderQuals - New2Document80 pagesLesson 14 WelderQuals - New2Mohd Syafiq100% (1)
- Aws WJ 201402Document150 pagesAws WJ 201402aperezm361No ratings yet
- Passivation and Pickling of Stainless Steel Weld Joints Method StatementDocument7 pagesPassivation and Pickling of Stainless Steel Weld Joints Method StatementHabib RehmanNo ratings yet
- What Are ASTM GradesDocument4 pagesWhat Are ASTM Gradesmohan babuNo ratings yet
- Weld Defect Wall ChartDocument6 pagesWeld Defect Wall ChartMuhammad Attaulla KhanNo ratings yet
- WIS Plate ExeDocument26 pagesWIS Plate ExeArdi ManaluNo ratings yet
- Duplex Stainless Steel - Part 1 - TWIDocument6 pagesDuplex Stainless Steel - Part 1 - TWItuanNo ratings yet
- Explanation of Weld SymbolsDocument2 pagesExplanation of Weld SymbolspmjoshirNo ratings yet
- Sfa-5 28Document32 pagesSfa-5 28Bruno FDNo ratings yet
- Mild Steel Welding ElectrodeDocument12 pagesMild Steel Welding ElectrodeVĩnh NguyễnNo ratings yet
- Pull-Off Test Report - PUB Pedestrian Bridge ProjectDocument2 pagesPull-Off Test Report - PUB Pedestrian Bridge ProjectErin Williams100% (2)
- Some Grades of Carbon Steel and 0.5mo SteelsDocument27 pagesSome Grades of Carbon Steel and 0.5mo SteelsNidharshan Selvaraj RNo ratings yet
- KEMPPI Welding Technology Course: R.BanerjeeDocument78 pagesKEMPPI Welding Technology Course: R.BanerjeeAnoop KushwahaNo ratings yet
- Fiberglass Reinforced Plastics (FRP) FabricationsDocument8 pagesFiberglass Reinforced Plastics (FRP) FabricationsEngr Qaisar NazeerNo ratings yet
- Daily Report-31 (Su Jinlong)Document3 pagesDaily Report-31 (Su Jinlong)sujinlongNo ratings yet
- Selection of Welding ElectrodeDocument3 pagesSelection of Welding ElectrodeDuc ThinNo ratings yet
- Chemical CompositionDocument1 pageChemical CompositionfrusdtNo ratings yet
- Painting Report Cd3Document15 pagesPainting Report Cd3sivaNo ratings yet
- TDC-10A Rev 3 Upgradation by Welding of C12A Steel CastingsDocument3 pagesTDC-10A Rev 3 Upgradation by Welding of C12A Steel CastingsGohilakrishnan ThiagarajanNo ratings yet
- Pressure Testing ProcedureDocument14 pagesPressure Testing ProcedureCepi Sindang KamulanNo ratings yet
- Bending ProcedureDocument1 pageBending ProcedureabbasNo ratings yet
- Supervisory Development Programme-I (SDP-I) Topic: Non Destructive Testing (NDT) Faculty: Naveen SethDocument54 pagesSupervisory Development Programme-I (SDP-I) Topic: Non Destructive Testing (NDT) Faculty: Naveen SethvcpNo ratings yet
- Covered Electrodes For Stainless Steel: Avesta Electrodes Product ProgrammeDocument4 pagesCovered Electrodes For Stainless Steel: Avesta Electrodes Product Programmekamals55No ratings yet
- Material Imperfections: CSWIP 3.1 Welding InspectionDocument12 pagesMaterial Imperfections: CSWIP 3.1 Welding InspectionLâm ThanhNo ratings yet
- Fundamental of Quality Assurance (Upload)Document15 pagesFundamental of Quality Assurance (Upload)Shafiq IbrahimNo ratings yet
- Welding Drying OvenDocument2 pagesWelding Drying OvenAsad AliNo ratings yet
- Welding CoatingDocument69 pagesWelding CoatingphillipskincaidNo ratings yet
- Defects - Solidification Cracking - Job Knowledge 44Document3 pagesDefects - Solidification Cracking - Job Knowledge 44tuanNo ratings yet
- Incoloy Alloy 25-6MODocument13 pagesIncoloy Alloy 25-6MOsiswoutNo ratings yet
- Allegheny 316 PDFDocument13 pagesAllegheny 316 PDFJoshua WalkerNo ratings yet
- AL 316 - 317dataDocument14 pagesAL 316 - 317dataClaudia MmsNo ratings yet
- SS316 - Comparison With SS316LDocument3 pagesSS316 - Comparison With SS316LAdrianus PrimaNo ratings yet
- Difference Between 304 and 316 Stainless SteelDocument4 pagesDifference Between 304 and 316 Stainless SteelsekarsanthanamNo ratings yet
- 316L SA 240 Ferguson MetalDocument1 page316L SA 240 Ferguson MetalSugiarto SaptomoNo ratings yet
- 316L Stainless Steel Technical Data SheetDocument3 pages316L Stainless Steel Technical Data Sheetchris calonzoNo ratings yet
- Green Process Chemistry in The Pharmaceutical IndustryDocument20 pagesGreen Process Chemistry in The Pharmaceutical Industrynarayana reddy100% (1)
- 1 L Power - Circulation and Mixing Time Tank Anchor AgitatorDocument9 pages1 L Power - Circulation and Mixing Time Tank Anchor Agitatornarayana reddyNo ratings yet
- Thermodynamic Model SelectionDocument12 pagesThermodynamic Model Selectionnarayana reddyNo ratings yet
- Design of A Vertical Thermosyphon ReboilerDocument6 pagesDesign of A Vertical Thermosyphon ReboilerhurrikenNo ratings yet
- Best Practice Manual-CogenerationDocument76 pagesBest Practice Manual-Cogenerationpradeep kumarNo ratings yet
- Mechanical Vapor RecompressionDocument9 pagesMechanical Vapor Recompressionnarayana reddy0% (1)
- The Laminar and Turbulent Flow Pattern of A Pitched Blade TurbineDocument7 pagesThe Laminar and Turbulent Flow Pattern of A Pitched Blade TurbineidownloadbooksforstuNo ratings yet
- Vacuum Pump CalculationDocument4 pagesVacuum Pump Calculationmabj68No ratings yet
- Rock Cutting: 12.4 Design and Construction of Hill RoadsDocument13 pagesRock Cutting: 12.4 Design and Construction of Hill RoadsAnkan RakshitNo ratings yet
- Property Name: Die Casting Centrifugal Casting Investment CastingDocument11 pagesProperty Name: Die Casting Centrifugal Casting Investment CastingjohnblackburnNo ratings yet
- Unaflex - Rubber Expansion Joint CatalogDocument43 pagesUnaflex - Rubber Expansion Joint CatalogJohn Gordon-SmithNo ratings yet
- Study Report On Implications of UnbondednessDocument19 pagesStudy Report On Implications of UnbondednessFatima tuz ZohraNo ratings yet
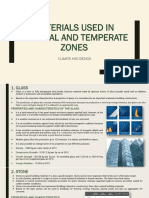
- Materials Used in Tropical and Temperate ZonesDocument7 pagesMaterials Used in Tropical and Temperate ZonesLKP GhNo ratings yet
- Home VocabularyDocument19 pagesHome VocabularyAsya JustNo ratings yet
- Pier Head CRBDocument1 pagePier Head CRBbim patimbanNo ratings yet
- Different Types of Building PlansDocument6 pagesDifferent Types of Building PlansSirimilla MeharNo ratings yet
- C.Ganapathy Sxcce Template - For - PHD - Holders - Profile PDFDocument14 pagesC.Ganapathy Sxcce Template - For - PHD - Holders - Profile PDFVisu ViswanathNo ratings yet
- Consol Mich22Document46 pagesConsol Mich22Kofi DanielNo ratings yet
- MS For BackfillingDocument3 pagesMS For BackfillingShan THALANo ratings yet
- Crane PRV D1725 IOM Colour 0718 v3Document4 pagesCrane PRV D1725 IOM Colour 0718 v3Patipol GunhomepooNo ratings yet
- Ans. C C P 60 + 0.8 P 0.005 P P P 100 Parts Ans.: X X X e X e e X X X X e e Ans X XDocument10 pagesAns. C C P 60 + 0.8 P 0.005 P P P 100 Parts Ans.: X X X e X e e X X X X e e Ans X XR RameshNo ratings yet
- Vaillant Spare Part CatalogueDocument40 pagesVaillant Spare Part CataloguewilfredoNo ratings yet
- Concrete Mix Design Mixorder C15-20 - 011743 PDFDocument1 pageConcrete Mix Design Mixorder C15-20 - 011743 PDFkarume ndirituNo ratings yet
- Clarke-Providing Adequate Raw Water Supply To The Heat Exchanger Cooled Fire Pump EnginesDocument4 pagesClarke-Providing Adequate Raw Water Supply To The Heat Exchanger Cooled Fire Pump EnginesAnonymous CMS3dL1TNo ratings yet
- Movable Span Structures BridgeDocument8 pagesMovable Span Structures BridgeAnish TayadeNo ratings yet
- Pipe Column Base Plate Design-1Document3 pagesPipe Column Base Plate Design-1samehNo ratings yet
- Carbon Fibre in The Body of A Formula 1 Racing CarDocument4 pagesCarbon Fibre in The Body of A Formula 1 Racing CarAlex LoughlanNo ratings yet
- Waste Management: Alireza Ashori, Amir NourbakhshDocument5 pagesWaste Management: Alireza Ashori, Amir NourbakhshKenza SADOUKINo ratings yet
- Thamrin - 2020 - IOP - Conf. - Ser. - Mater. - Sci. - Eng. - 713 - 012029 PDFDocument8 pagesThamrin - 2020 - IOP - Conf. - Ser. - Mater. - Sci. - Eng. - 713 - 012029 PDFSuribiriNo ratings yet
- Caltrans A1Document91 pagesCaltrans A1RubyNo ratings yet
- JKR Rates 2011Document45 pagesJKR Rates 2011Derek Martin100% (2)
- Lodos ActivadosDocument32 pagesLodos Activadosjvan migvelNo ratings yet
- A - Plunger Lift System - Uagrm PDFDocument38 pagesA - Plunger Lift System - Uagrm PDFBrenda Ortiz SolizNo ratings yet
- 3M Protecta Catalog Rev EDocument44 pages3M Protecta Catalog Rev EEfrain Enrique Bula PanaNo ratings yet
- Price List LeylandDocument1,134 pagesPrice List LeylandSahil SirveeNo ratings yet
- Trump BakerDocument3 pagesTrump BakerNadya PriciliaNo ratings yet
- Pre Qualification Record Geotechnical SurveyDocument36 pagesPre Qualification Record Geotechnical SurveySyed Adnan AqibNo ratings yet
- Veermata Jijabai Technological Institute: (VJTI)Document42 pagesVeermata Jijabai Technological Institute: (VJTI)khan waqarNo ratings yet