You might also like
- CSWIP Welding Inspection Notes and Questions (Said)Document138 pagesCSWIP Welding Inspection Notes and Questions (Said)Ericson Cabigao100% (1)
- Application of Higher-Strength Hull Structural Thick Steel Plates in Container CarriersDocument65 pagesApplication of Higher-Strength Hull Structural Thick Steel Plates in Container CarriersMahdiNo ratings yet
- Welding Inspection: Welding Symbols Course Reference WIS 5Document52 pagesWelding Inspection: Welding Symbols Course Reference WIS 5Joerge Ryan MaramotNo ratings yet
- Kirby Morgan Helmet 17c Blowaparts LoDocument2 pagesKirby Morgan Helmet 17c Blowaparts LorpguidoNo ratings yet
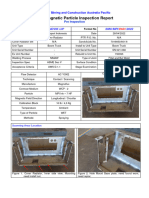
- 109.8181.MPI - Pre.Unit.730395.Cover RadiatorDocument2 pages109.8181.MPI - Pre.Unit.730395.Cover RadiatorHerr Ddiman100% (1)
- Cswip Div 7 95 Underwater Diver Inspectors Part 1 6th Edition April 2019 1Document18 pagesCswip Div 7 95 Underwater Diver Inspectors Part 1 6th Edition April 2019 1Satendra kumarNo ratings yet
- KMB 18 Blowapart 230118013Document2 pagesKMB 18 Blowapart 230118013Fabio Medeiros DiverNo ratings yet
- Diver Medic BrochureDocument7 pagesDiver Medic BrochureFernando Cadena DuqueNo ratings yet
- LP Compressor Diving PDFDocument24 pagesLP Compressor Diving PDFDavid_SaryNo ratings yet
- Permanent Underwater Wet Weld RepairsDocument14 pagesPermanent Underwater Wet Weld RepairsMubeenNo ratings yet
- Roadmap To Becoming Commercial Diver, Wet Welder, Underwater Inspector (Rev3)Document1 pageRoadmap To Becoming Commercial Diver, Wet Welder, Underwater Inspector (Rev3)Hadi azfar channelNo ratings yet
- Underwater WeldingDocument4 pagesUnderwater WeldingdhmbasNo ratings yet
- Underwater WeldingDocument16 pagesUnderwater WeldingDinesh ChahalNo ratings yet
- Superflow 450 Regulator P/N 505-560: Location # Part # DescriptionDocument1 pageSuperflow 450 Regulator P/N 505-560: Location # Part # Descriptionjuan carlos baldera velasquezNo ratings yet
- Barracuda Gold Weld TestsDocument24 pagesBarracuda Gold Weld TestsHeinz Zavala GaleanoNo ratings yet
- ALC 10029C AlcoTec Technical GuideDocument20 pagesALC 10029C AlcoTec Technical Guidetuna61No ratings yet
- Kirby Morgan 18 A/B & 28 B Band Mask: Product ChangesDocument2 pagesKirby Morgan 18 A/B & 28 B Band Mask: Product ChangesEver LlorenteNo ratings yet
- AE - SEA-Class-15 Dive-Launch-WorkboatDocument2 pagesAE - SEA-Class-15 Dive-Launch-WorkboatSebastian Rentsch0% (1)
- Underwater Welding ReportDocument7 pagesUnderwater Welding ReportAmith Kalekar75% (4)
- Report Robot WeldingDocument23 pagesReport Robot Welding19AE8126 Ayaan MansuriNo ratings yet
- Engineering Encyclopedia: Underwater NDTDocument9 pagesEngineering Encyclopedia: Underwater NDTabyNo ratings yet
- 471Document84 pages471Fatih D. Prasetio100% (1)
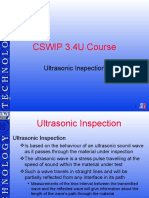
- 3.4U Presentation 14 Chapt 13Document61 pages3.4U Presentation 14 Chapt 13Vivek Patil100% (2)
- SDS Underwater Cutting Rods 2018 PDFDocument8 pagesSDS Underwater Cutting Rods 2018 PDFVictor AcostaNo ratings yet
- Report of Underwater WeldingDocument7 pagesReport of Underwater WeldingMunirAzeemNo ratings yet
- HSE L103 - 2014 - Commercial Diving Projects Offshore. Diving at Work Regulations 1997. Approved Code of PracticeDocument53 pagesHSE L103 - 2014 - Commercial Diving Projects Offshore. Diving at Work Regulations 1997. Approved Code of PracticeKris WilochNo ratings yet
- Welding Standard Codes and Specialization and CertificationDocument12 pagesWelding Standard Codes and Specialization and CertificationOgundeyi JoshuaNo ratings yet
- p999999 100zd11 000 zd0001 - 0 Welding StandardDocument25 pagesp999999 100zd11 000 zd0001 - 0 Welding StandardJennyNo ratings yet
- Underwater Cutting and Welding ManualDocument2 pagesUnderwater Cutting and Welding Manualapi-3723333No ratings yet
- TWI Paper On Fatigue and GridingDocument42 pagesTWI Paper On Fatigue and GridingKatsaras SotirisNo ratings yet
- Ceramic Weld Backing EvaluationDocument106 pagesCeramic Weld Backing EvaluationcanakyuzNo ratings yet
- Broco BR 22 Plus Operation and MaintenanceDocument8 pagesBroco BR 22 Plus Operation and MaintenanceLee BalayoNo ratings yet
- W14-661 (0 To 40 Bar) PDFDocument3 pagesW14-661 (0 To 40 Bar) PDFBalaji BobadeNo ratings yet
- SS 409M WeldingDocument12 pagesSS 409M WeldingwentropremNo ratings yet
- Cylinder Lubricator Unit Cylinder Lubricator Unit Cylinder Lubricator Unit Cylinder Lubricator Unit Cylinder Lubricator UnitDocument2 pagesCylinder Lubricator Unit Cylinder Lubricator Unit Cylinder Lubricator Unit Cylinder Lubricator Unit Cylinder Lubricator UnitFaustoJuniorNo ratings yet
- PART 35 Type of Welding Processes (Manual, Semi-Automatic, Machine, Automated, Robotic Welding)Document4 pagesPART 35 Type of Welding Processes (Manual, Semi-Automatic, Machine, Automated, Robotic Welding)ravindra_jivaniNo ratings yet
- Wel 13 HDocument8 pagesWel 13 HWilly Uio100% (1)
- Hydro Aluminium - AlSi7Mg0.6Document2 pagesHydro Aluminium - AlSi7Mg0.6Raj PrasanthNo ratings yet
- Orbitical WeldingDocument16 pagesOrbitical WeldingchianqiaoNo ratings yet
- Name: . Date: .. Each Question Has Only One Correct Answer! Please Enter Your Answers On The Answer SheetDocument9 pagesName: . Date: .. Each Question Has Only One Correct Answer! Please Enter Your Answers On The Answer SheetKarthikeyan GanesanNo ratings yet
- 37 Blowapart LoDocument6 pages37 Blowapart Lojuan carlos baldera velasquezNo ratings yet
- Electrogas WeldingDocument11 pagesElectrogas WeldingDarryl007100% (1)
- Smaw ManualDocument7 pagesSmaw ManualsrijaNo ratings yet
- Class Guideline: Hybrid Laser-Arc WeldingDocument20 pagesClass Guideline: Hybrid Laser-Arc WeldingVincent KohNo ratings yet
- Al WeldingDocument70 pagesAl WeldingTuyen NguyenNo ratings yet
- Submerged Arc Welding (Saw)Document26 pagesSubmerged Arc Welding (Saw)Kurt1905No ratings yet
- Alla Priser Anges Exkl. Moms. Kontakta Din Säljare Vid FrågorDocument46 pagesAlla Priser Anges Exkl. Moms. Kontakta Din Säljare Vid FrågorSamuelNo ratings yet
- Soudokay Strip Cladding - PrincipesDocument31 pagesSoudokay Strip Cladding - PrincipesRenny DevassyNo ratings yet
- Butterfly Valve User ManualDocument10 pagesButterfly Valve User ManualEduardoAscencioNo ratings yet
- 9ni Cryogenic Materials PDFDocument5 pages9ni Cryogenic Materials PDFyogie4061100% (1)
- JOINTS (QW-402) : in Accordance With QW-200.1, Section IX, ASME BPVCDocument7 pagesJOINTS (QW-402) : in Accordance With QW-200.1, Section IX, ASME BPVCTrường Tùng LýNo ratings yet
- EN 1090 White Paper17 119019 PDFDocument24 pagesEN 1090 White Paper17 119019 PDFZaza PokumbaNo ratings yet
- New Microsoft Word DocumentDocument6 pagesNew Microsoft Word DocumentAmogh Ravindra ManchaliNo ratings yet
- Underwater WeldingDocument5 pagesUnderwater WeldingGourang PaulNo ratings yet
- In Water WeldingDocument5 pagesIn Water WeldingVenu Gopal Reddy 18-359No ratings yet
- Greater Noida Institute of Technology: Under-Water WeldingDocument12 pagesGreater Noida Institute of Technology: Under-Water WeldingEr Raghvendra SinghNo ratings yet
- Project Seminar PrintDocument10 pagesProject Seminar Printchinnu_prasannaNo ratings yet
- NBN Ssoe, Department of Mechanical Engineering, 2019 - 20Document19 pagesNBN Ssoe, Department of Mechanical Engineering, 2019 - 20Suraj JadhavNo ratings yet
- Underwater Welding-Recent Trends and Future Scope: Ketan Verma and Harish K. GargDocument6 pagesUnderwater Welding-Recent Trends and Future Scope: Ketan Verma and Harish K. GarganuragNo ratings yet
- Journal of Manufacturing Process and Material and Offshore EngineeringDocument18 pagesJournal of Manufacturing Process and Material and Offshore EngineeringJohn RajNo ratings yet