You might also like
- I-963 Welder Certificate Smaw-Gtaw-1Document1 pageI-963 Welder Certificate Smaw-Gtaw-1nivedithdigitals onlineservices100% (1)
- Asme Section IX - NewDocument70 pagesAsme Section IX - NewAnaswarps100% (2)
- WPS PQR PDFDocument23 pagesWPS PQR PDFtomj9104No ratings yet
- As 4706-2001 Pressure Gauges For Regulators Used With Compressed Gas CylindersDocument6 pagesAs 4706-2001 Pressure Gauges For Regulators Used With Compressed Gas CylindersSAI Global - APACNo ratings yet
- 2.QC Inspection Test Report With Procedure For MS Tank With FRP Lining - APPROVEDDocument9 pages2.QC Inspection Test Report With Procedure For MS Tank With FRP Lining - APPROVEDSripathi SeetharamanNo ratings yet
- Weatherford Welding EngineerDocument1 pageWeatherford Welding EngineerBHARANINo ratings yet
- Sling Safety: A. Responsibilities of The OperatorsDocument7 pagesSling Safety: A. Responsibilities of The OperatorstintucinbNo ratings yet
- Valves For Cryogenic ServiceDocument1 pageValves For Cryogenic ServiceAnnamalai Ram JGCNo ratings yet
- Welding SymbolsDocument14 pagesWelding SymbolsSaif UllahNo ratings yet
- Magnetic Particle Test Inspection Free NDT Sample Procedures - PDF - Magnetic-Particle-test-Inspection-Free-NDT-Sample-procedureDocument7 pagesMagnetic Particle Test Inspection Free NDT Sample Procedures - PDF - Magnetic-Particle-test-Inspection-Free-NDT-Sample-procedureGhazali RahmatNo ratings yet
- Request for Welding Procedure ApprovalDocument10 pagesRequest for Welding Procedure ApprovalAlam MD SazidNo ratings yet
- WPS List For Piping: (Asme Section Ix)Document2 pagesWPS List For Piping: (Asme Section Ix)Ali MoosaviNo ratings yet
- BHEL Welding Procedure for Fillet and Socket Welding 18Cr8Nri Stainless SteelDocument2 pagesBHEL Welding Procedure for Fillet and Socket Welding 18Cr8Nri Stainless SteelpradhankruhsnaNo ratings yet
- WPS Ernicu 7 R1 3 6 PDFDocument4 pagesWPS Ernicu 7 R1 3 6 PDFandresNo ratings yet
- Wps Emp 01-16 s275jr - s275jr BW P Smaw Awsd1 1Document2 pagesWps Emp 01-16 s275jr - s275jr BW P Smaw Awsd1 1Touil HoussemNo ratings yet
- Applications of Industrial Robots: Cad/ CamDocument31 pagesApplications of Industrial Robots: Cad/ CamamalNo ratings yet
- Code 1 WPS Rev 0 PDFDocument18 pagesCode 1 WPS Rev 0 PDFEarl HarbertNo ratings yet
- W-55 PLATE ID CARDDocument6 pagesW-55 PLATE ID CARDKrishnan TnNo ratings yet
- Sample Forms WPS PQRDocument22 pagesSample Forms WPS PQRGMNo ratings yet
- Quality Industrial InspectionsDocument4 pagesQuality Industrial InspectionsdomsonengNo ratings yet
- D1.5M D1.5 2015 AMD1 Form O 2 FillableDocument1 pageD1.5M D1.5 2015 AMD1 Form O 2 Fillablevikasphopale1No ratings yet
- Wps Guides 2006Document25 pagesWps Guides 2006BE GNo ratings yet
- Tech Manual MVP Series 2017.1 WIP 3Document73 pagesTech Manual MVP Series 2017.1 WIP 3Chav HoangNo ratings yet
- SB410 (JIS) - Worldwide Equivalent Grades 11Document1 pageSB410 (JIS) - Worldwide Equivalent Grades 11valli raju100% (1)
- Hydro Aluminium - AlSi7Mg0.6Document2 pagesHydro Aluminium - AlSi7Mg0.6Raj PrasanthNo ratings yet
- ASME 9 Multi Process Welding Procedures QW200Document2 pagesASME 9 Multi Process Welding Procedures QW200Teodor EzaruNo ratings yet
- Course Module 4Document6 pagesCourse Module 4Makise AghataNo ratings yet
- ASME Sect. IX WPS & PQR Check List: ! ! ! Cannot Replace The Use of Section IX ! ! !Document2 pagesASME Sect. IX WPS & PQR Check List: ! ! ! Cannot Replace The Use of Section IX ! ! !Lora BoydNo ratings yet
- WPS for Groove Welds in ASTM A36 SteelDocument2 pagesWPS for Groove Welds in ASTM A36 SteelNuril VS theWorldNo ratings yet
- A572 50 TY1 KrakatauposcoplateASTMproductDocument1 pageA572 50 TY1 KrakatauposcoplateASTMproductSteel BridgeNo ratings yet
- PQR Saw ProcessDocument1 pagePQR Saw ProcessARUL ARON JOSENo ratings yet
- OCS Engineering & Construction Visual Inspection ReportDocument1 pageOCS Engineering & Construction Visual Inspection ReportvinothNo ratings yet
- 24 Practical Visual InspectionDocument5 pages24 Practical Visual InspectionMai Anh TaiNo ratings yet
- DIN en ISO 6947-1997 Welds-Working Positions Definitions of Angles of Slope and RotationDocument12 pagesDIN en ISO 6947-1997 Welds-Working Positions Definitions of Angles of Slope and RotationHector Flores GarciaNo ratings yet
- Sample PQR Form (GTAW & SMAW - Page 1) Procedure Qualification Record (PQR)Document2 pagesSample PQR Form (GTAW & SMAW - Page 1) Procedure Qualification Record (PQR)Luis Carlos Clericci LimonNo ratings yet
- Acceptable Grade of Plate Material (API 650)Document1 pageAcceptable Grade of Plate Material (API 650)juantamad02No ratings yet
- IRCLASS Systems and Solutions Pvt. Ltd. (A Wholy Owned Subsidiary of Indian Register of Shipping)Document4 pagesIRCLASS Systems and Solutions Pvt. Ltd. (A Wholy Owned Subsidiary of Indian Register of Shipping)Mostafizur RahmanNo ratings yet
- Method Statement For In-Situ Metallography Test: DCSM Project 2019Document5 pagesMethod Statement For In-Situ Metallography Test: DCSM Project 2019Thinh NguyenNo ratings yet
- PREQUALIFIED WELDING PROCEDURE SPECIFICATION (WPSDocument2 pagesPREQUALIFIED WELDING PROCEDURE SPECIFICATION (WPSNuril VS theWorldNo ratings yet
- 004 Gtaw P5aDocument16 pages004 Gtaw P5aMuhammad Fitransyah Syamsuar Putra100% (1)
- 4.3 WPS No.P4-GS008 & PQR No.P4-GS008.Document25 pages4.3 WPS No.P4-GS008 & PQR No.P4-GS008.Mehmet SoysalNo ratings yet
- WQT Form (ASME) 04-23Document1 pageWQT Form (ASME) 04-23hanz bermejoNo ratings yet
- Qw-484A - Suggested Format A For Welder Performance Qualifications (WPQ) )Document2 pagesQw-484A - Suggested Format A For Welder Performance Qualifications (WPQ) )essnelsonNo ratings yet
- Aws 1208Document80 pagesAws 1208ndrarlyNo ratings yet
- EW 512 6 Nondestructive TestingDocument37 pagesEW 512 6 Nondestructive TestingHarun HodžićNo ratings yet
- Galvanize Inspection ReportDocument1 pageGalvanize Inspection ReportMuhammad FajarNo ratings yet
- CWBDocument2 pagesCWBShyam ParsanaNo ratings yet
- 625 CRO - SAW Study - Final Report PDFDocument21 pages625 CRO - SAW Study - Final Report PDFAnouar AbdelmoulaNo ratings yet
- Wps PQRDocument7 pagesWps PQRsobariNo ratings yet
- AWS C7.3-2016 - Process Specification For Electron Beam WeldingDocument36 pagesAWS C7.3-2016 - Process Specification For Electron Beam Weldingarnoldbatista55100% (1)
- Iadc Roller Cone Bit Classification SystemDocument21 pagesIadc Roller Cone Bit Classification SystemSlim.BNo ratings yet
- 2011-IWE IIW Sep OKDocument1 page2011-IWE IIW Sep OKanon_837486352No ratings yet
- AWS D10-11 - 87 (RP Root Pass Without Backing) PDFDocument20 pagesAWS D10-11 - 87 (RP Root Pass Without Backing) PDFDhamuNo ratings yet
- p999999 100zd11 000 zd0001 - 0 Welding StandardDocument25 pagesp999999 100zd11 000 zd0001 - 0 Welding StandardJennyNo ratings yet
- Quality Oriented and ISO Approved Stainless Steel 904L Buttweld Pipe Fittings Manufacturer in IndiaDocument5 pagesQuality Oriented and ISO Approved Stainless Steel 904L Buttweld Pipe Fittings Manufacturer in IndiaPetromat Oil and Gas Equipment Pvt. Ltd.No ratings yet
- JOINTS (QW-402) : in Accordance With QW-200.1, Section IX, ASME BPVCDocument5 pagesJOINTS (QW-402) : in Accordance With QW-200.1, Section IX, ASME BPVCmkhalil1148No ratings yet
- WPS 05Document4 pagesWPS 05Naqqash SajidNo ratings yet
- WPS Vessel 1Document4 pagesWPS Vessel 1Naqqash SajidNo ratings yet
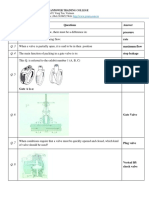
- No. Questions Answer Pressure Rate Maximum Flow Stop LeakageDocument7 pagesNo. Questions Answer Pressure Rate Maximum Flow Stop LeakageTrường Tùng LýNo ratings yet
- Ethylbenzene: Hazard SummaryDocument4 pagesEthylbenzene: Hazard SummaryTrường Tùng LýNo ratings yet
- (123doc) - Tai-Lieu-Thi-Tuyen-Loc-Dau-Nghi-Son-Pumps-Sumary1 PDFDocument12 pages(123doc) - Tai-Lieu-Thi-Tuyen-Loc-Dau-Nghi-Son-Pumps-Sumary1 PDFTrường Tùng LýNo ratings yet
- 6 Exercises Solutions 2010 PDFDocument88 pages6 Exercises Solutions 2010 PDFTrường TùngNo ratings yet
- (123doc) - Tai-Lieu-Thi-Tuyen-Loc-Dau-Nghi-Son-Distilation-Reference-1 PDFDocument29 pages(123doc) - Tai-Lieu-Thi-Tuyen-Loc-Dau-Nghi-Son-Distilation-Reference-1 PDFTrường Tùng LýNo ratings yet
- ASME Sec II Part D PDFDocument862 pagesASME Sec II Part D PDFCarlosIkeda88% (8)
- Graduation Thesis: Ministry of Education and Training Hanoi University of Mining and GeologyDocument59 pagesGraduation Thesis: Ministry of Education and Training Hanoi University of Mining and GeologyTrường Tùng LýNo ratings yet
- Gra thesis-đã chuyển đổi PDFDocument56 pagesGra thesis-đã chuyển đổi PDFTrường Tùng LýNo ratings yet
- (123doc) - Tai-Lieu-Thi-Tuyen-Loc-Dau-Nghi-Son-Piping-Assessment-Quesion12 PDFDocument17 pages(123doc) - Tai-Lieu-Thi-Tuyen-Loc-Dau-Nghi-Son-Piping-Assessment-Quesion12 PDFTrường Tùng LýNo ratings yet
- Safety Design Aspects: Imran Bokhari, Dr. S. Ahmed, Dr. S. QadeerDocument44 pagesSafety Design Aspects: Imran Bokhari, Dr. S. Ahmed, Dr. S. QadeerTrường Tùng LýNo ratings yet
- Advanced Program Hanoi University of Mining and Geology: Methyl Acetate Plant DesignDocument21 pagesAdvanced Program Hanoi University of Mining and Geology: Methyl Acetate Plant DesignTrường Tùng LýNo ratings yet
- Learning About The of Nghi Son Refinery: Rude Istillation NitDocument17 pagesLearning About The of Nghi Son Refinery: Rude Istillation NitTrường Tùng LýNo ratings yet
- ECH155B Exp 2Document7 pagesECH155B Exp 2Trường Tùng LýNo ratings yet
- Graduation Thesis: Supervisor: Dr. Cong Ngoc Thang Student: Ly Truong TungDocument23 pagesGraduation Thesis: Supervisor: Dr. Cong Ngoc Thang Student: Ly Truong TungTrường Tùng LýNo ratings yet
- Cttt K6: Mã sinh viên Họ đệm Tên Ngày sinh Giới Tên Đề TàiDocument4 pagesCttt K6: Mã sinh viên Họ đệm Tên Ngày sinh Giới Tên Đề TàiTrường Tùng LýNo ratings yet
- Outlook For The Development of Oil and Gas Industry in VietnamDocument5 pagesOutlook For The Development of Oil and Gas Industry in VietnamTrường Tùng LýNo ratings yet
- Dữ liệu thí nghiệm 2Document4 pagesDữ liệu thí nghiệm 2Trường Tùng LýNo ratings yet
- Cttt K6: Mã sinh viên Họ đệm Tên Ngày sinh Giới Tên Đề TàiDocument4 pagesCttt K6: Mã sinh viên Họ đệm Tên Ngày sinh Giới Tên Đề TàiTrường Tùng LýNo ratings yet
- Graduation Thesis: Ministry of Education and Training Hanoi University of Mining and GeologyDocument59 pagesGraduation Thesis: Ministry of Education and Training Hanoi University of Mining and GeologyTrường Tùng LýNo ratings yet
- ECH155B Memo Exp 2Document7 pagesECH155B Memo Exp 2Trường Tùng LýNo ratings yet
- Data Exp 2Document74 pagesData Exp 2Trường Tùng LýNo ratings yet
- Pressure Vessel Handbook Megyesy PDFDocument494 pagesPressure Vessel Handbook Megyesy PDFenriqueNo ratings yet
- Vietnam Energy Outlook Report 2017 EngDocument78 pagesVietnam Energy Outlook Report 2017 EngHuynh Thi Minh TrangNo ratings yet
- Graduation Thesis: Ministry of Education and Training Hanoi University of Mining and GeologyDocument59 pagesGraduation Thesis: Ministry of Education and Training Hanoi University of Mining and GeologyTrường Tùng LýNo ratings yet
- 25.pdf-đã chuyển đổiDocument9 pages25.pdf-đã chuyển đổiTrường Tùng LýNo ratings yet
- Storage Tank Design Calculations API 650Document38 pagesStorage Tank Design Calculations API 650Shamik ChowdhuryNo ratings yet
- ECH155B Exp2Document29 pagesECH155B Exp2Trường Tùng LýNo ratings yet
- Vdocuments - MX - Vietnam Chemical Industry Report q2 Vietnam Market 32 Definition and ClassificationDocument131 pagesVdocuments - MX - Vietnam Chemical Industry Report q2 Vietnam Market 32 Definition and ClassificationTrường Tùng LýNo ratings yet
- LPG Storage TankDocument5 pagesLPG Storage Tankجیهاد عبدالكريم فارسNo ratings yet
- HZ 32 A PDFDocument6 pagesHZ 32 A PDF孙俊磊No ratings yet
- Tle 7-Carpentry - w2Document4 pagesTle 7-Carpentry - w2ALEX S. PANERIONo ratings yet
- Medical: ApplicationsDocument20 pagesMedical: ApplicationsKasia MazurNo ratings yet
- 1.1 - Customer: FMC: P 6471589-0 1 Stage Carrier: N07210501Document3 pages1.1 - Customer: FMC: P 6471589-0 1 Stage Carrier: N07210501Andras StegerNo ratings yet
- SA - PA - Purifier System - Service Manual - 2006Document12 pagesSA - PA - Purifier System - Service Manual - 2006Centrifugal SeparatorNo ratings yet
- Experimental Study and Analysis of Weld Parameters by GRA On MIG WeldingDocument9 pagesExperimental Study and Analysis of Weld Parameters by GRA On MIG WeldingM R MANJU COMPUTERSNo ratings yet
- TTT Phase DiagramDocument9 pagesTTT Phase Diagramhari krishnaNo ratings yet
- Tubular Steel TrussesDocument4 pagesTubular Steel TrussestsuregiNo ratings yet
- Mat Cscec 12 Me HD 0072 04Document270 pagesMat Cscec 12 Me HD 0072 04Mostafa ElsammanNo ratings yet
- Simple Steel ConnectionsDocument7 pagesSimple Steel ConnectionsShams Abbas NaqviNo ratings yet
- Poster On Additive ManufacturingDocument1 pagePoster On Additive Manufacturingnaga murugaNo ratings yet
- As 2038-1977 Methods For Detecting The Susceptibility of Austenitic Stainless Steels To Intergranular CorrosiDocument6 pagesAs 2038-1977 Methods For Detecting The Susceptibility of Austenitic Stainless Steels To Intergranular CorrosiSAI Global - APACNo ratings yet
- 05315Document4 pages05315Adnan ColoNo ratings yet
- Obomodulan 700 Terra - Polyurethane Board Material: Obo-Werke GMBH Am Bahnhof 5 31655 Stadthagen GermanyDocument2 pagesObomodulan 700 Terra - Polyurethane Board Material: Obo-Werke GMBH Am Bahnhof 5 31655 Stadthagen GermanyKonstantin JasnićNo ratings yet
- Artificial Jewellery: Project Report OnDocument13 pagesArtificial Jewellery: Project Report OnBal DevNo ratings yet
- Edb 6625385 GBR enDocument2 pagesEdb 6625385 GBR enGrucito KonfyNo ratings yet
- ASTM G4 - 01 (Reapproved 2008)Document9 pagesASTM G4 - 01 (Reapproved 2008)Sofia YuliNo ratings yet
- RegfactoryDocument433 pagesRegfactoryS K SinghNo ratings yet
- Unigulf Group Company ProfileDocument8 pagesUnigulf Group Company Profilejames aaron laurenteNo ratings yet
- Aramco SpecificationDocument21 pagesAramco SpecificationSuhaib Obeidat100% (2)
- Friction Welding Usage TodayDocument15 pagesFriction Welding Usage Todaycule93No ratings yet
- Topside Termination With Flexible BullnoseDocument1 pageTopside Termination With Flexible BullnoseSuperCrack5No ratings yet
- European Standards For ReinforcementDocument4 pagesEuropean Standards For ReinforcementfelixNo ratings yet
- NGC Certifies Unique GOLD: Belgium Franc Obverse Die TrialDocument101 pagesNGC Certifies Unique GOLD: Belgium Franc Obverse Die TrialElvir HamzagicNo ratings yet
- Design of Steel StructuresDocument16 pagesDesign of Steel StructureszenitsuNo ratings yet
- Steel Pipe Manufacturing ProcessDocument23 pagesSteel Pipe Manufacturing Processvishal vallapureNo ratings yet
- Kelantan-Skema P2Document6 pagesKelantan-Skema P2rea0079No ratings yet
- Parallel Groove Clamp For Overhead Line ConductorDocument14 pagesParallel Groove Clamp For Overhead Line ConductorMohamed AhmiedNo ratings yet
- Supplementary Specification To API Recommended Practice 551 Process MeasurementDocument32 pagesSupplementary Specification To API Recommended Practice 551 Process MeasurementkochicommNo ratings yet
- Pca Complete Forms For Regular MembersDocument10 pagesPca Complete Forms For Regular MembersMonocrete Construction Philippines, Inc.No ratings yet