You might also like
- WPS & PQR (E Co Cr-E)Document3 pagesWPS & PQR (E Co Cr-E)HossamSAshourNo ratings yet
- WPS List For Piping: (Asme Section Ix)Document2 pagesWPS List For Piping: (Asme Section Ix)Ali MoosaviNo ratings yet
- Asme Section IX - NewDocument70 pagesAsme Section IX - NewAnaswarps100% (2)
- Magnetic Particle Test Inspection Free NDT Sample Procedures - PDF - Magnetic-Particle-test-Inspection-Free-NDT-Sample-procedureDocument7 pagesMagnetic Particle Test Inspection Free NDT Sample Procedures - PDF - Magnetic-Particle-test-Inspection-Free-NDT-Sample-procedureGhazali RahmatNo ratings yet
- Wps Emp 01-16 s275jr - s275jr BW P Smaw Awsd1 1Document2 pagesWps Emp 01-16 s275jr - s275jr BW P Smaw Awsd1 1Touil HoussemNo ratings yet
- JOINTS (QW-402) : in Accordance With QW-200.1, Section IX, ASME BPVCDocument7 pagesJOINTS (QW-402) : in Accordance With QW-200.1, Section IX, ASME BPVCTrường Tùng LýNo ratings yet
- Welding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDDocument5 pagesWelding Procedure Specification (WPS) (ASME SEC-IX QW-482) : Company Techno Weighsystems Pvt. LTDIskak TabriNo ratings yet
- Contact Us: Guides in PDF: (Member Access) Welding Procedure Specification (WPS)Document4 pagesContact Us: Guides in PDF: (Member Access) Welding Procedure Specification (WPS)Maulik PatelNo ratings yet
- Welder Qualification Test Certificate: Weld Test Details Range of ApprovalDocument1 pageWelder Qualification Test Certificate: Weld Test Details Range of ApprovalRamkunwar YadavNo ratings yet
- 004 Gtaw P5aDocument16 pages004 Gtaw P5aMuhammad Fitransyah Syamsuar Putra100% (1)
- Note-8 WQT-Material, Position and Acceptance CriteriaDocument19 pagesNote-8 WQT-Material, Position and Acceptance Criteriamrbart_88No ratings yet
- QW 442 A Number PDFDocument1 pageQW 442 A Number PDFMadidj_2014No ratings yet
- I-963 Welder Certificate Smaw-Gtaw-1Document1 pageI-963 Welder Certificate Smaw-Gtaw-1nivedithdigitals onlineservices100% (1)
- ASME P-Numbers: A Guide to Material GroupingsDocument6 pagesASME P-Numbers: A Guide to Material GroupingsAbdul KharisNo ratings yet
- Poposed Welding Procedure Specification (PWPS) : ASME Section IX, ASME Boiler and Pressure Code Ed.2015Document12 pagesPoposed Welding Procedure Specification (PWPS) : ASME Section IX, ASME Boiler and Pressure Code Ed.2015MulPXNo ratings yet
- Welding Procedure Qualification Record: Shipyard LogoDocument4 pagesWelding Procedure Qualification Record: Shipyard LogoGökhan TEZCAN100% (1)
- PQRDocument2 pagesPQRafqzfieNo ratings yet
- CSM-QR-02-2, Medical Gas BPS TablesDocument8 pagesCSM-QR-02-2, Medical Gas BPS TablesaadmaadmNo ratings yet
- How To Read Welding GaugesDocument8 pagesHow To Read Welding GaugeshemnNo ratings yet
- Aws d1.5 PQRDocument2 pagesAws d1.5 PQRjacquesmayolNo ratings yet
- WPS 316 L PDFDocument4 pagesWPS 316 L PDFIrinaNo ratings yet
- Asme Sec Ix WPS PQRDocument41 pagesAsme Sec Ix WPS PQRwentroprem100% (1)
- Procedure Qualification Record (PQR) : Jl. Brigjend Katamso KM 5.6 Tanjung Uncang - Batam IndonesiaDocument2 pagesProcedure Qualification Record (PQR) : Jl. Brigjend Katamso KM 5.6 Tanjung Uncang - Batam IndonesiaMulPXNo ratings yet
- CWBDocument2 pagesCWBShyam ParsanaNo ratings yet
- Weldspec ASME PQRDocument2 pagesWeldspec ASME PQRSunil KumarNo ratings yet
- IRCLASS Systems and Solutions Pvt. Ltd. (A Wholy Owned Subsidiary of Indian Register of Shipping)Document4 pagesIRCLASS Systems and Solutions Pvt. Ltd. (A Wholy Owned Subsidiary of Indian Register of Shipping)Mostafizur RahmanNo ratings yet
- CWI TEST Flashcards PDFDocument30 pagesCWI TEST Flashcards PDFGary Oporto cabasNo ratings yet
- Procedure Qualification Record (PQR) Khewari Development ProjectDocument2 pagesProcedure Qualification Record (PQR) Khewari Development Projectsar sarNo ratings yet
- Welder Qualification Test Log: Engineering Standards Manual OST220-03-01-ESM Chapter 13, WeldingDocument1 pageWelder Qualification Test Log: Engineering Standards Manual OST220-03-01-ESM Chapter 13, WeldingReza100% (1)
- Magnetic Particle Testing ReporDocument2 pagesMagnetic Particle Testing ReporGabriela MotaNo ratings yet
- Qw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Document8 pagesQw-482 Suggested Format For Welding Procedure Specifications (WPS) (See QW-200.1, Section IX, ASME Boiler and Pressure Vessel Code)Muhammad HannanNo ratings yet
- Natroyal Industries weld inspection reportDocument42 pagesNatroyal Industries weld inspection reportEr Pralabh ShahNo ratings yet
- Weldability of Materials - Nickel and Nickel AlloysDocument5 pagesWeldability of Materials - Nickel and Nickel AlloysmanimaranNo ratings yet
- Ilcs-Smaw-D1.3-Deck (G) WPSDocument3 pagesIlcs-Smaw-D1.3-Deck (G) WPSRoss100% (1)
- Comparison Between API-1104 21st Ed & 22nd EdDocument13 pagesComparison Between API-1104 21st Ed & 22nd EdsadashiwNo ratings yet
- WPS - 023Document10 pagesWPS - 023MAT-LION0% (1)
- SCWI BokDocument2 pagesSCWI Bokrajeshmohana100% (1)
- Asme 9 TipsDocument13 pagesAsme 9 TipsnasrpkNo ratings yet
- Aws 1208Document80 pagesAws 1208ndrarlyNo ratings yet
- WPQ WELDER QUALIFICATION 16MM PLATE SMAWDocument1 pageWPQ WELDER QUALIFICATION 16MM PLATE SMAWniket0No ratings yet
- Weld Joint Design and Symbols PresentationDocument110 pagesWeld Joint Design and Symbols PresentationEric WoodsNo ratings yet
- ER80S Ni1 PDFDocument2 pagesER80S Ni1 PDFebastien2No ratings yet
- Course Module 4Document6 pagesCourse Module 4Makise AghataNo ratings yet
- Stainless steel welding procedure qualification recordDocument1 pageStainless steel welding procedure qualification recordchandraNo ratings yet
- SURIA ENGINEERING WELDING PROCEDURE SPECIFICATION (WPS) FOR GTAW & SMAWDocument1 pageSURIA ENGINEERING WELDING PROCEDURE SPECIFICATION (WPS) FOR GTAW & SMAWsuria qaqcNo ratings yet
- Acceptable Grade of Plate Material (API 650)Document1 pageAcceptable Grade of Plate Material (API 650)juantamad02No ratings yet
- Company Logo Added to QAP DocumentDocument4 pagesCompany Logo Added to QAP Documentmanoj thakkar100% (1)
- Guide For AWS D1.1 2020 Visual Weld Inspection 1Document6 pagesGuide For AWS D1.1 2020 Visual Weld Inspection 1Nima SharifiNo ratings yet
- PT Kuwera Karya Me: PanduDocument2 pagesPT Kuwera Karya Me: PanduGalang Pratama PutraNo ratings yet
- Cswip IitsDocument5 pagesCswip IitsSafiq UddinNo ratings yet
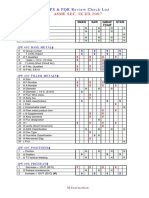
- WPS PQR Checklist 2021 by WeldassistantDocument2 pagesWPS PQR Checklist 2021 by WeldassistantŞhallaw R. QadirNo ratings yet
- WPS Variables Asme IX 2019Document2 pagesWPS Variables Asme IX 2019RedzuanNo ratings yet
- WPS PQR Review Checiklist - FreDocument2 pagesWPS PQR Review Checiklist - FreFreddyNo ratings yet
- Wps & PQR Check ListDocument2 pagesWps & PQR Check ListDimaz ragaNo ratings yet
- Welding Table WPS & PQR Check List (Sheet, 2 Pages)Document2 pagesWelding Table WPS & PQR Check List (Sheet, 2 Pages)abomanar100486375% (4)
- ASME Section IX WPS PQR checklistDocument2 pagesASME Section IX WPS PQR checklistBS AhnNo ratings yet
- WPS & PQR Review Check List: Asme Sec. Ix Ed.2007Document2 pagesWPS & PQR Review Check List: Asme Sec. Ix Ed.2007KyNo ratings yet
- WPS PQR Check List Table 2017Document5 pagesWPS PQR Check List Table 2017TuTuy An89% (19)
- Asme Ix Wps PQR ChecklistDocument0 pagesAsme Ix Wps PQR ChecklistaghussrNo ratings yet
- Comprobante de Envío - Jose TroncosoDocument1 pageComprobante de Envío - Jose TroncosoLora BoydNo ratings yet
- ERESCO 300 MF4 R X Ray Generator en EnglishDocument2 pagesERESCO 300 MF4 R X Ray Generator en EnglishLora BoydNo ratings yet
- Joint Clear Tolerances PDFDocument4 pagesJoint Clear Tolerances PDFLora BoydNo ratings yet
- Comprobante de Envío - Jose TroncosoDocument1 pageComprobante de Envío - Jose TroncosoLora BoydNo ratings yet
- Ficha Tecnica DVR Uiversal SnormaDocument4 pagesFicha Tecnica DVR Uiversal SnormaLora BoydNo ratings yet
- Asme Sa-358Document7 pagesAsme Sa-358Lora BoydNo ratings yet
- Radiografia Manual de Defectos Coinmet RT-02 Rev Ision 2Document22 pagesRadiografia Manual de Defectos Coinmet RT-02 Rev Ision 2Lora BoydNo ratings yet
- ASNT NDT Level III Certification GuideDocument8 pagesASNT NDT Level III Certification GuideIndigo Wave0% (2)
- Asnt Level 3 Exam Penetrant TestDocument40 pagesAsnt Level 3 Exam Penetrant TestLora Boyd85% (33)
- Approved Structural Steel-Welding Procedures - Stud WeldingDocument3 pagesApproved Structural Steel-Welding Procedures - Stud Weldingans44155100% (2)
- Distribución Preguntas API 1104 PDFDocument2 pagesDistribución Preguntas API 1104 PDFLora BoydNo ratings yet
- Ultrasonic Test Inspection Free NDT Sample ProcedureDocument9 pagesUltrasonic Test Inspection Free NDT Sample ProcedureEdson Araga100% (1)
- Peel Test PDFDocument1 pagePeel Test PDFLora BoydNo ratings yet
- Guidelines For Copper Gas PipingDocument12 pagesGuidelines For Copper Gas PipingKHA120096 StudentNo ratings yet
- Joint Clear Tolerances PDFDocument4 pagesJoint Clear Tolerances PDFLora BoydNo ratings yet
- ASME Sect. IX WPS & PQR Check List: ! ! ! Cannot Replace The Use of Section IX ! ! !Document2 pagesASME Sect. IX WPS & PQR Check List: ! ! ! Cannot Replace The Use of Section IX ! ! !Lora BoydNo ratings yet
- Asme BPVC Section Ix - 2010-GbDocument16 pagesAsme BPVC Section Ix - 2010-GbbuddhikasatNo ratings yet
- Qualification For Brazing: Mathias Lundin, Swedish Welding CommissionDocument5 pagesQualification For Brazing: Mathias Lundin, Swedish Welding CommissionLora BoydNo ratings yet
- Bases Becas Laborales 2018Document1 pageBases Becas Laborales 2018Lora BoydNo ratings yet
- Guidelines For Copper Gas PipingDocument12 pagesGuidelines For Copper Gas PipingKHA120096 StudentNo ratings yet
- Curso de Ensayo de Peel TestDocument1 pageCurso de Ensayo de Peel TestLora BoydNo ratings yet
- Norma Soldadura HdpeDocument4 pagesNorma Soldadura HdpeLora BoydNo ratings yet
- Rangos Calificados WPQ PDFDocument13 pagesRangos Calificados WPQ PDFLora BoydNo ratings yet
- Panasonic KX T 7730 White PDFDocument12 pagesPanasonic KX T 7730 White PDFGede Angga WigunaNo ratings yet
- Design File - Tack and Temporary WeldsDocument5 pagesDesign File - Tack and Temporary WeldsLora BoydNo ratings yet
- Ataque Ensayo Micrografico ASTM E407 PDFDocument21 pagesAtaque Ensayo Micrografico ASTM E407 PDFLino Alvarado AstoquilcaNo ratings yet
- SMAW Pipe Welding TechniquesDocument35 pagesSMAW Pipe Welding Techniquesmiradeel100% (4)
- Joint Clear TolerancesDocument4 pagesJoint Clear TolerancesLora BoydNo ratings yet
- Asme BPVC Section Ix - 2010-GbDocument16 pagesAsme BPVC Section Ix - 2010-GbbuddhikasatNo ratings yet
- GI-Specs For HandbookDocument1 pageGI-Specs For HandbookNrjNo ratings yet
- Din HandbooksDocument9 pagesDin HandbooksTalha DikenNo ratings yet
- BiobriquetteDocument7 pagesBiobriquetteputri wahyuniNo ratings yet
- Bio 112 - Activity 3Document3 pagesBio 112 - Activity 3LAGMAY, Daniel Scott G.No ratings yet
- Elemental Analysis of Organic CompoundsDocument4 pagesElemental Analysis of Organic CompoundsJessica Margaux Mercado0% (1)
- Elgin Separation Solutions - Water DivisionDocument4 pagesElgin Separation Solutions - Water DivisionSandra BravoNo ratings yet
- Unit Weight of Building Materials Used in Construction WorksDocument3 pagesUnit Weight of Building Materials Used in Construction WorksifyNo ratings yet
- Update On To Do ListDocument4 pagesUpdate On To Do ListnabeelNo ratings yet
- Roof Finishing Accessories GuideDocument2 pagesRoof Finishing Accessories GuideEgay LumenNo ratings yet
- Dolomite PDFDocument36 pagesDolomite PDFYash AgrawalNo ratings yet
- XCR Series - Brazed Plate Heat Exchangers: For Pleasant-Temperature MomentsDocument2 pagesXCR Series - Brazed Plate Heat Exchangers: For Pleasant-Temperature Momentsjcastell100No ratings yet
- Sample Bill of Materials For ConstructionDocument33 pagesSample Bill of Materials For ConstructionDarren Dela Cruz67% (3)
- A Review On The Thermomechanical Properties and Biodegradation BehaviourDocument31 pagesA Review On The Thermomechanical Properties and Biodegradation BehaviourvalentinaNo ratings yet
- Advantages of Polypropylene Based CoatingsDocument13 pagesAdvantages of Polypropylene Based CoatingspaimpillyNo ratings yet
- Effect of DMPA & MW of Polyurethane DispersionDocument15 pagesEffect of DMPA & MW of Polyurethane Dispersionichsan hakimNo ratings yet
- A 29 - A 29M - 16Document17 pagesA 29 - A 29M - 16Isabel Christina Gonzalez MoralesNo ratings yet
- BROC Rhodafac+Re+610 EN v1.0Document4 pagesBROC Rhodafac+Re+610 EN v1.0Paul Fernandez CevallosNo ratings yet
- Price List Philcon2018Document25 pagesPrice List Philcon2018Michael Christ IcagoyNo ratings yet
- 18 - 2017 - Covering Material PDFDocument4 pages18 - 2017 - Covering Material PDFvjdj100% (1)
- FerroceneDocument20 pagesFerroceneKalfakNo ratings yet
- MCQ 9 1 MDocument3 pagesMCQ 9 1 MElixir ChemistryNo ratings yet
- Fallingwater by Gerard Feldmann1 PDFDocument5 pagesFallingwater by Gerard Feldmann1 PDFdanielNo ratings yet
- EEE Dept DC Machines LabDocument22 pagesEEE Dept DC Machines LabProject Engineer ElectricalNo ratings yet
- AFLAS Technical DatasheetDocument13 pagesAFLAS Technical DatasheetManual SourceNo ratings yet
- C125 PDFDocument5 pagesC125 PDFdr100% (1)
- 10.short Questions and AnswersDocument41 pages10.short Questions and Answersananda narayanan100% (1)
- Antimicrobial and Mite Protection in Textiles PresentationDocument43 pagesAntimicrobial and Mite Protection in Textiles Presentation20MT31 - NAAVENDHAN SNo ratings yet
- Replacement of Aggregate With Plastic WasteDocument3 pagesReplacement of Aggregate With Plastic WasteDharma banothuNo ratings yet
- Science: Quarter 2, WK 3 - Module 3Document40 pagesScience: Quarter 2, WK 3 - Module 3Ericha Solomon71% (7)
- CD EstimateDocument3 pagesCD EstimateRubai GangulyNo ratings yet