You might also like
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantFrom EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantRating: 3.5 out of 5 stars3.5/5 (3)
- CSWIP Welding Inspection Notes and QuestionsDocument133 pagesCSWIP Welding Inspection Notes and Questionslram70100% (20)
- Introduction To Welding Technology: The WeldnetDocument67 pagesIntroduction To Welding Technology: The WeldnetThulasi RamNo ratings yet
- Properties of Fusion Welds: EF420 Lecture 4 John TaylorDocument34 pagesProperties of Fusion Welds: EF420 Lecture 4 John TaylorBakheit LayliNo ratings yet
- WELDABILITY of SteelDocument41 pagesWELDABILITY of Steel0502ravi75% (4)
- Shielded Metal Arc Welding: by Lakhveer SinghDocument77 pagesShielded Metal Arc Welding: by Lakhveer Singhਲਖਵੀਰ ਸਿੰਘ ਖਾਨਾNo ratings yet
- Extra QuestionDocument5 pagesExtra QuestionIslam MohammedNo ratings yet
- Weldability of Material TWIDocument4 pagesWeldability of Material TWIRaviTeja BhamidiNo ratings yet
- Weldability of SteelsDocument20 pagesWeldability of SteelsMuhammed SulfeekNo ratings yet
- Weldability of MaterialsDocument5 pagesWeldability of MaterialsclnNo ratings yet
- Unit Ii Resistance Welding ProcessesDocument49 pagesUnit Ii Resistance Welding ProcessesparthibankNo ratings yet
- WELDABILITY of SteelDocument41 pagesWELDABILITY of Steel0502ravi100% (1)
- Steels Weldability of MaterialDocument5 pagesSteels Weldability of MaterialJlkKumarNo ratings yet
- Introduction To Welding TechnologyDocument67 pagesIntroduction To Welding TechnologyChris PurbaNo ratings yet
- Selection of Welding Process - 3 Considerations - MetallurgyDocument3 pagesSelection of Welding Process - 3 Considerations - MetallurgyJlkKumarNo ratings yet
- Weld Imperfections 01Document34 pagesWeld Imperfections 01Ahmad NazmiNo ratings yet
- Weldability of Materials - Carbon Manganese and Low Alloy SteelsDocument6 pagesWeldability of Materials - Carbon Manganese and Low Alloy SteelsmanimaranNo ratings yet
- Job Knowledge 19Document5 pagesJob Knowledge 19Mehmet SoysalNo ratings yet
- Week 6 AE 2024 - NTM and JoiningDocument47 pagesWeek 6 AE 2024 - NTM and JoiningJulian PostmaNo ratings yet
- Hydrogen Cracks in Steels - IdentificationDocument4 pagesHydrogen Cracks in Steels - IdentificationFsNo ratings yet
- 21 Weldability of SteelsDocument40 pages21 Weldability of Steelssaeidian100% (2)
- Welding Defects and AcceptanceDocument76 pagesWelding Defects and Acceptancearavindan100% (1)
- Hydrogen CrackingDocument3 pagesHydrogen CrackingAgustine SetiawanNo ratings yet
- Casting, Forming & WeldingDocument90 pagesCasting, Forming & WeldingmahdiNo ratings yet
- Welding Lectures 1-2 PDFDocument33 pagesWelding Lectures 1-2 PDFKshitijGauravVermaNo ratings yet
- Welding and Cutting ProcessDocument60 pagesWelding and Cutting Processquiron2010100% (1)
- Welding Defects PDFDocument50 pagesWelding Defects PDFJohn Dare100% (4)
- Unit V: Design of Weld Joints, Weldability and Testing of WeldmentsDocument24 pagesUnit V: Design of Weld Joints, Weldability and Testing of WeldmentsparthibankNo ratings yet
- Welding Inspection: Course Reference WIS 5Document36 pagesWelding Inspection: Course Reference WIS 5cooolpalani101No ratings yet
- HAZ - Hydrogen Cracking - arc-welding-cracks-HAZDocument3 pagesHAZ - Hydrogen Cracking - arc-welding-cracks-HAZarjun prajapatiNo ratings yet
- Welding ProcesDocument32 pagesWelding ProcescrheidrNo ratings yet
- Welding DefectsDocument30 pagesWelding DefectsSane ShajanNo ratings yet
- Job Knowledge 13Document3 pagesJob Knowledge 13Mehmet SoysalNo ratings yet
- Documents - Pub - Advanced Welding TechnologyDocument60 pagesDocuments - Pub - Advanced Welding TechnologybalamuruganNo ratings yet
- Minimizing Risk in Offshore SAW - Lincoln ElectricDocument4 pagesMinimizing Risk in Offshore SAW - Lincoln ElectricgobiNo ratings yet
- Weld DefectsDocument76 pagesWeld DefectsRama RaoNo ratings yet
- Joining Part2Document27 pagesJoining Part2Dune StarlightNo ratings yet
- Theory of Arc Welding pt1Document115 pagesTheory of Arc Welding pt1Koushik SarkarNo ratings yet
- WOWLibrary Preheating of Materials ConsumablesDocument4 pagesWOWLibrary Preheating of Materials ConsumableshreerNo ratings yet
- ME 310 Joining Part 2Document28 pagesME 310 Joining Part 2T uohzNo ratings yet
- ME 328.3 E5 - Welding MetallurgyDocument41 pagesME 328.3 E5 - Welding MetallurgyDEEPAKNo ratings yet
- Importance of Welding: QA/QC DepartmentDocument55 pagesImportance of Welding: QA/QC Departmentimran jamil0% (1)
- Welding Course PDFDocument46 pagesWelding Course PDFRogerio Salvagni100% (1)
- The Effect of CarbonDocument4 pagesThe Effect of CarbonkingstonNo ratings yet
- AB Forging EngDocument24 pagesAB Forging EngtetirichieNo ratings yet
- Need For WeldingDocument5 pagesNeed For Weldingvijayanandan thekkethodikayilNo ratings yet
- Asi304& Mild SteelDocument28 pagesAsi304& Mild SteelArnab BhattacharyaNo ratings yet
- 17 Weldability of SteelsDocument40 pages17 Weldability of SteelsJawed Akhter100% (1)
- Metallurgy of WeldingDocument40 pagesMetallurgy of Weldingquiron2010100% (1)
- Material Selection & Design ConsiderationsDocument21 pagesMaterial Selection & Design ConsiderationsSalim Chohan100% (1)
- Cases Study For Corrosion in Heat Affected Zone of Carbon SteelDocument15 pagesCases Study For Corrosion in Heat Affected Zone of Carbon Steelmohamed al-amirNo ratings yet
- 2-7 Plain Carbon and Carbon Maganese SteelsDocument49 pages2-7 Plain Carbon and Carbon Maganese SteelsSolomonNo ratings yet
- Welding EngineeringDocument338 pagesWelding EngineeringMuhammed Sulfeek100% (3)
- 4 Unit 2 - Solid State Welding (SSW)Document33 pages4 Unit 2 - Solid State Welding (SSW)Aditya Kumar100% (2)
- 15 MM 74Document28 pages15 MM 74Sravan Kumar50No ratings yet
- 1-Outokumpu-Welding Stainless-Steel-Handbook PDFDocument36 pages1-Outokumpu-Welding Stainless-Steel-Handbook PDFTuTuy AnNo ratings yet
- Welding Processes & Welding Defects: Welding Metallurgy Kanchan KumarDocument74 pagesWelding Processes & Welding Defects: Welding Metallurgy Kanchan KumarsubhaNo ratings yet
- Bab 9 - Materials SelectionDocument106 pagesBab 9 - Materials SelectionFachry Hafidz AhmadiNo ratings yet
- Welding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesFrom EverandWelding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesNo ratings yet
- TQIWPJS0ON 9 Aluminium ExtrusionDocument3 pagesTQIWPJS0ON 9 Aluminium Extrusionlamia97No ratings yet
- Quality AssuaranceDocument150 pagesQuality Assuarancelamia97100% (1)
- Jump To Navigation Jump To SearchDocument16 pagesJump To Navigation Jump To Searchlamia97No ratings yet
- Stud And: The MineraDocument172 pagesStud And: The Mineralamia97No ratings yet
- Procedure Qualification RecordDocument10 pagesProcedure Qualification Recordlamia97No ratings yet
- Coxem CX-200Plus - Operating ManualDocument4 pagesCoxem CX-200Plus - Operating Manuallamia97No ratings yet
- Differences in Densification Behaviour oDocument8 pagesDifferences in Densification Behaviour olamia97No ratings yet
- RaiS2012 PDFDocument21 pagesRaiS2012 PDFlamia97No ratings yet
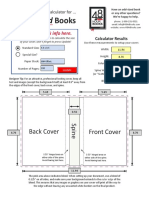
- Case Bound Books: Back Cover Front CoverDocument1 pageCase Bound Books: Back Cover Front Coverlamia97No ratings yet
- Jubail Industrial College: Dept. of Çáåäïóé Çáãíßçäíßíé Æçáêõäíú / Program Maaden Al/5 Rolling/ExtrusionDocument1 pageJubail Industrial College: Dept. of Çáåäïóé Çáãíßçäíßíé Æçáêõäíú / Program Maaden Al/5 Rolling/Extrusionlamia97No ratings yet
- Bohr MagnetonsDocument5 pagesBohr Magnetonslamia97No ratings yet
- 0deec5241b45d2bb69000000 PDFDocument6 pages0deec5241b45d2bb69000000 PDFlamia97No ratings yet
- Effect of Repeated Weld Repairs....Document12 pagesEffect of Repeated Weld Repairs....Nicolás Toro ValenzuelaNo ratings yet
- Bipolar Resistive Switching Behavior in MoS2 Nanosheets Fabricated On FerromagneticDocument6 pagesBipolar Resistive Switching Behavior in MoS2 Nanosheets Fabricated On FerromagneticANERI JAINNo ratings yet
- Fundamentals of Momentum, Heat and Mass TransferDocument87 pagesFundamentals of Momentum, Heat and Mass TransferSlim KanounNo ratings yet
- One End Hinged and One End FixedDocument8 pagesOne End Hinged and One End FixedVijay Shet0% (1)
- Cat 1 of Finite Element Analysis and Applications OkDocument4 pagesCat 1 of Finite Element Analysis and Applications Oknkuriza jean damasceneNo ratings yet
- 09 Science Matter in Our Surrounding Test 02Document1 page09 Science Matter in Our Surrounding Test 02Himanshu GuptaNo ratings yet
- Steam Power Generator PDFDocument58 pagesSteam Power Generator PDFprajeesh100% (1)
- Finite Element Analysis of Cross Rolling On AISI 304stainless Steel:Prediction of Stress and Strain FieldsDocument6 pagesFinite Element Analysis of Cross Rolling On AISI 304stainless Steel:Prediction of Stress and Strain FieldsWakuma disasaNo ratings yet
- Bolted Moment ConnectionDocument9 pagesBolted Moment ConnectionAmey Gudigar100% (1)
- RGPV NotesDocument18 pagesRGPV NotesrohitNo ratings yet
- Defects in MaterialsDocument19 pagesDefects in MaterialsbasitNo ratings yet
- Principles of Limit State Design and UltimateDocument85 pagesPrinciples of Limit State Design and UltimateUmar Saba50% (2)
- Stress Analysis of Angle Bar With Different Process Parameter in Hot RollingDocument7 pagesStress Analysis of Angle Bar With Different Process Parameter in Hot RollingVashishth KushwahaNo ratings yet
- Rheology PresentationDocument31 pagesRheology Presentationanjaneya mishraNo ratings yet
- Paper#1155 Final RevisionDocument25 pagesPaper#1155 Final RevisioncyrusnasiraiNo ratings yet
- Lesson 1.3 Types & Properties of SolidsDocument2 pagesLesson 1.3 Types & Properties of SolidsJohanna Rachel S. VillasisNo ratings yet
- Us Navy Practical Guide Flame Bending PipeDocument102 pagesUs Navy Practical Guide Flame Bending PipeBrian DohertyNo ratings yet
- Ultrasonic Welding of Thermoplastic Composites, Modeling of The ProcessDocument2 pagesUltrasonic Welding of Thermoplastic Composites, Modeling of The ProcessNg Peter SinghNo ratings yet
- Behavior of Corbels With External Prestressing Bars - Experimental StudyDocument21 pagesBehavior of Corbels With External Prestressing Bars - Experimental StudyMaurício FerreiraNo ratings yet
- Metal Matrix Composite Production and Characterisation of Aluminium-Fly Ash Composite Using Stir Casting MethodDocument57 pagesMetal Matrix Composite Production and Characterisation of Aluminium-Fly Ash Composite Using Stir Casting MethodKarthikeyanNo ratings yet
- CEP-DESIGN OF BRIDGE COMPONENT by Vikas DhawanDocument51 pagesCEP-DESIGN OF BRIDGE COMPONENT by Vikas DhawanElizabeth SantiagoNo ratings yet
- Acronal PLUS 7544-ENDocument1 pageAcronal PLUS 7544-ENNikhil GoyalNo ratings yet
- Unit-1 Mechanical PropertiesDocument51 pagesUnit-1 Mechanical PropertieskameshvvNo ratings yet
- ASTM A842 - Corpo de Prova OmegaDocument4 pagesASTM A842 - Corpo de Prova OmegaFabiano MonteiroNo ratings yet
- Advanced Engineering MaterialsDocument21 pagesAdvanced Engineering MaterialsMiixat Mohandes0% (1)
- Strain EnergyDocument10 pagesStrain EnergyJayakumar VenkataramanNo ratings yet
- Chapter 8 Slope and Deflection Strength of Materials - Part 1Document14 pagesChapter 8 Slope and Deflection Strength of Materials - Part 1Abhijith ShettyNo ratings yet
- Aluminum OxideDocument2 pagesAluminum OxidesmiltNo ratings yet
- Coaching and Mastery Test 2: GEASDocument0 pagesCoaching and Mastery Test 2: GEASMharlon AladenNo ratings yet