You might also like
- RSV PDFDocument2 pagesRSV PDFhoseinNo ratings yet
- SLD Rooftop On-Grid 5X 25 KW BKF PDFDocument1 pageSLD Rooftop On-Grid 5X 25 KW BKF PDFFaidul100% (2)
- Flare System Design For A Refinery Mega ComplexDocument4 pagesFlare System Design For A Refinery Mega Complexroberdani12100% (1)
- ACI Intl Catalogue 2012Document158 pagesACI Intl Catalogue 2012Владислав Середа100% (1)
- Amine Gas SweeteningDocument2 pagesAmine Gas Sweeteninghjpbuno100% (1)
- GSP 01 PDFDocument2 pagesGSP 01 PDFarielNo ratings yet
- Amine Circulation Rate EstimationDocument15 pagesAmine Circulation Rate EstimationUmair FareedNo ratings yet
- Minimize Evaporation Losses by Calculating Boiloff Gas in LPG Storage TanksDocument5 pagesMinimize Evaporation Losses by Calculating Boiloff Gas in LPG Storage TanksgopalvivekNo ratings yet
- Abc HtriDocument9 pagesAbc HtriArun Kumar Kar0% (1)
- Customer Scope: KWH KWH+ Kvarh Inverter 50KwDocument1 pageCustomer Scope: KWH KWH+ Kvarh Inverter 50KwKuriakose J Abraham100% (1)
- Hydrocarbon Eng Feb 2017Document24 pagesHydrocarbon Eng Feb 2017jcarbajal2013No ratings yet
- Removal+Characteristics+of+CO2+Using+Aqueous+MEA AMP+Solutions+in+the+Absorption+and+Regeneration+ProcessDocument7 pagesRemoval+Characteristics+of+CO2+Using+Aqueous+MEA AMP+Solutions+in+the+Absorption+and+Regeneration+ProcessEduardoToscano7No ratings yet
- Liquefaction Process EvaluationDocument15 pagesLiquefaction Process Evaluationapi-3715370100% (1)
- 13 Heat Integration in A Crude Distillation Unit Using Pinch Analysis ConceptsDocument29 pages13 Heat Integration in A Crude Distillation Unit Using Pinch Analysis ConceptsxinghustNo ratings yet
- Mdea - Fact SheetDocument4 pagesMdea - Fact SheetdanjakobNo ratings yet
- HC Processing April 1995 PDFDocument11 pagesHC Processing April 1995 PDFzubair1950No ratings yet
- HTCR Vs HTERDocument7 pagesHTCR Vs HTERlaquetengoNo ratings yet
- ScoreDocument2 pagesScoreEdgar HuancaNo ratings yet
- SPECIAL REPORT Molecular SieveDocument8 pagesSPECIAL REPORT Molecular Sievenitoxxx666No ratings yet
- TEP03 Part4 AbsorptionDocument28 pagesTEP03 Part4 AbsorptionEK63No ratings yet
- Select HG BrochureDocument8 pagesSelect HG BrochurerbajuadiNo ratings yet
- Delayed Coking 09Document12 pagesDelayed Coking 09amitfriedlanderNo ratings yet
- LNG Outlook Pack Feb 2020 Updated PDFDocument36 pagesLNG Outlook Pack Feb 2020 Updated PDFRam KrishNo ratings yet
- KIRK KSME Axial Cyclone Swirl Mist Eliminators PDFDocument4 pagesKIRK KSME Axial Cyclone Swirl Mist Eliminators PDFสิทธิไชย อรุณวํฒนชัยNo ratings yet
- Amine Expert Company PDFDocument2 pagesAmine Expert Company PDFWajid NizamiNo ratings yet
- EIA NGL Workshop Anne KellerDocument47 pagesEIA NGL Workshop Anne KellerisbtanwirNo ratings yet
- Process DescriptionDocument6 pagesProcess Descriptionافكر اشتري كورياNo ratings yet
- Amine Acid and Sour Gas Plant ExperiencesDocument16 pagesAmine Acid and Sour Gas Plant ExperiencescymyNo ratings yet
- A Continuous Model For C7+ Fraction CharacterizationDocument9 pagesA Continuous Model For C7+ Fraction CharacterizationargirotopNo ratings yet
- Design Alternatives For Sweetening LPG's and Liquid Hydrocarbons With Amines PDFDocument7 pagesDesign Alternatives For Sweetening LPG's and Liquid Hydrocarbons With Amines PDFmohamedNo ratings yet
- IntroKGTowerV2 0 PDFDocument14 pagesIntroKGTowerV2 0 PDFrasyid93No ratings yet
- GPAC Gas Sweetening PresentationDocument35 pagesGPAC Gas Sweetening PresentationAnonymous bHh1L1No ratings yet
- Modelling of Natural Gas Sweetening and Dehydration Prior To LiquefactionDocument10 pagesModelling of Natural Gas Sweetening and Dehydration Prior To LiquefactionAhmed ShaepNo ratings yet
- Amine Treatment PresentationDocument18 pagesAmine Treatment PresentationSyed Abdul RehmanNo ratings yet
- Gas Plant ListingDocument19 pagesGas Plant ListinghakimsalimiNo ratings yet
- Integrated NGL and LNG ProcessDocument16 pagesIntegrated NGL and LNG ProcessD K SNo ratings yet
- Acid Gas Removal Flow PDFDocument1 pageAcid Gas Removal Flow PDFHIPAPNo ratings yet
- Gas Dehydration and Molecular Sieves FPSO SaquaremaDocument28 pagesGas Dehydration and Molecular Sieves FPSO SaquaremamohammedNo ratings yet
- Gas Sweetening-Part 1: Comparison of Amines - Campbell Tip of The MonthDocument8 pagesGas Sweetening-Part 1: Comparison of Amines - Campbell Tip of The MonthAmit YadavNo ratings yet
- LNG ExampleDocument48 pagesLNG ExampleHeat.MotionNo ratings yet
- NGL SeparationDocument6 pagesNGL SeparationhoustonmathNo ratings yet
- Amine Contamination and Associated Problems in The Gas Treating UnitsDocument7 pagesAmine Contamination and Associated Problems in The Gas Treating Unitsasmaa aliNo ratings yet
- Tech. Paper - Amine System Problems Arising From HSS and Solutions To Im.. .Document7 pagesTech. Paper - Amine System Problems Arising From HSS and Solutions To Im.. .Saurabh YerpudeNo ratings yet
- Amine Cleaning Technology Tests Successfully in Aramco PlantsDocument12 pagesAmine Cleaning Technology Tests Successfully in Aramco PlantsmarraezNo ratings yet
- Estimate Subsonic Flare Tip Pressure Drop With Graph Derived CorrelationDocument3 pagesEstimate Subsonic Flare Tip Pressure Drop With Graph Derived CorrelationbtjajadiNo ratings yet
- General Operating Problems and Their Solutions of Natural Gas Sweetening Process (Amine System)Document15 pagesGeneral Operating Problems and Their Solutions of Natural Gas Sweetening Process (Amine System)mahmoud3814100% (1)
- Reliance - Flare Gas Recovery IMPDocument6 pagesReliance - Flare Gas Recovery IMPsvnaik14No ratings yet
- UOP Separex Membrane Technology Tech PresentationDocument44 pagesUOP Separex Membrane Technology Tech PresentationKarunakarNo ratings yet
- Engines Shed: Piping Dim: L 22ft W 4.8 H 5ft Weight 10tonDocument1 pageEngines Shed: Piping Dim: L 22ft W 4.8 H 5ft Weight 10tonashrafbhattiNo ratings yet
- Sulfur Condensation in Claus CatalystDocument6 pagesSulfur Condensation in Claus Catalystashoka23No ratings yet
- Hydrocarbon Recovery: JUNIO 2017Document32 pagesHydrocarbon Recovery: JUNIO 2017Soniale Sánchez GómezNo ratings yet
- DRI Plant Flowsheet Options: By: Gerard B. Hawkins Managing Director, CEODocument7 pagesDRI Plant Flowsheet Options: By: Gerard B. Hawkins Managing Director, CEOMohsen ArdestaniNo ratings yet
- Natural Gas Liquids Recovery Processes in Natural Gas ProcessingDocument27 pagesNatural Gas Liquids Recovery Processes in Natural Gas ProcessingVictor Ali MentaNo ratings yet
- Amine Sweetening Process Problem - Industrial Professionals - Cheresources - Com CommunityDocument6 pagesAmine Sweetening Process Problem - Industrial Professionals - Cheresources - Com Communitykirankumar9898No ratings yet
- Implement A Sustainable Steam Trap Management Program AicheDocument7 pagesImplement A Sustainable Steam Trap Management Program AicheSai Praneethtej SaspretNo ratings yet
- Troubleshooting Liquid Carryover in Gas Compression Systems MySep White PaperDocument11 pagesTroubleshooting Liquid Carryover in Gas Compression Systems MySep White Paperthlim19078656No ratings yet
- Drizo IranDocument12 pagesDrizo IranDiego1980bNo ratings yet
- Amine Gas Treating: Gases or Acid Gases in The Hydrocarbon Processing IndustriesDocument4 pagesAmine Gas Treating: Gases or Acid Gases in The Hydrocarbon Processing IndustriesikatparNo ratings yet
- Ucarsol HS 115Document6 pagesUcarsol HS 115Akmal_FuadiNo ratings yet
- AXENS - Adsorbent Selection GuideDocument4 pagesAXENS - Adsorbent Selection GuideNXRem56100% (1)
- Flare Gas Recovery PDFDocument13 pagesFlare Gas Recovery PDFSadad MohamadNo ratings yet
- International Thermodynamic Tables of the Fluid State: Propylene (Propene)From EverandInternational Thermodynamic Tables of the Fluid State: Propylene (Propene)No ratings yet
- Handbook of Thermal Conductivity, Volume 3: Organic Compounds C8 to C28From EverandHandbook of Thermal Conductivity, Volume 3: Organic Compounds C8 to C28No ratings yet
- Solar PanelDocument8 pagesSolar PanelWil Joseph D. BacanteNo ratings yet
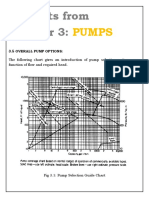
- Pumps Excerpts From Mihir's Handbook of CPE!Document18 pagesPumps Excerpts From Mihir's Handbook of CPE!SathishkumarNo ratings yet
- Assignment 2 Cepalco Photovoltaic SalvaDocument34 pagesAssignment 2 Cepalco Photovoltaic SalvaJChris EsguerraNo ratings yet
- Day 3 Pumps & Heat ExchangerDocument48 pagesDay 3 Pumps & Heat ExchangerChristian Cañon GenterolaNo ratings yet
- Injection Timing Calculator 2020Document43 pagesInjection Timing Calculator 2020Tim JuddNo ratings yet
- Mill Process PresentationDocument12 pagesMill Process PresentationZishan TyagiNo ratings yet
- Sufyan Mohammadi - DFGE Module 4 Exercise Results FormDocument2 pagesSufyan Mohammadi - DFGE Module 4 Exercise Results FormMohd Amaan SheikhNo ratings yet
- Hydraulic Turbines-PROJECT New 2 - For Merge - For MergeDocument33 pagesHydraulic Turbines-PROJECT New 2 - For Merge - For MergeArjun Singh BhadouriyaNo ratings yet
- Sootblower Checklist Template GuidelinesDocument5 pagesSootblower Checklist Template GuidelinesAsnawi Sulong100% (1)
- Assignment - Boilers PDFDocument1 pageAssignment - Boilers PDFHarsh DeswalNo ratings yet
- GGDocument1 pageGGtuan nguyen duyNo ratings yet
- Blank FMEA Rev 00 (Example)Document180 pagesBlank FMEA Rev 00 (Example)DEBASIS GUHANo ratings yet
- Chapter 16 - Nuclear Accelerators and Accelerator-Driven SystemsDocument9 pagesChapter 16 - Nuclear Accelerators and Accelerator-Driven SystemsDr. Mir F. AliNo ratings yet
- GPCB GuidelinesDocument24 pagesGPCB GuidelinesdurgamadhabaNo ratings yet
- 03-Im-Daikin 2 Engineering Data VRVDocument5 pages03-Im-Daikin 2 Engineering Data VRVJulio RiveraNo ratings yet
- EMDAD L.L.C - PROFILdddEDocument6 pagesEMDAD L.L.C - PROFILdddEdhanendrapardhiNo ratings yet
- District HeatingDocument8 pagesDistrict HeatingrpercorNo ratings yet
- Delta Hybrid SystemsDocument47 pagesDelta Hybrid SystemsNdambuki Dickson100% (2)
- Valve Timing Diagram and Smoke Intensity PlotDocument2 pagesValve Timing Diagram and Smoke Intensity PlotSanket KinageNo ratings yet
- Indian Maritime University: 4) Gas Sampling EquipmentDocument11 pagesIndian Maritime University: 4) Gas Sampling EquipmentMohd AkifNo ratings yet
- Module 1.2Document34 pagesModule 1.2Aswathy A MNo ratings yet
- HOVAL Dati Tecnici Caldaie IngleseDocument57 pagesHOVAL Dati Tecnici Caldaie Ingleseosama alabsiNo ratings yet
- 13.375 in Casing Cement Ops PlanDocument2 pages13.375 in Casing Cement Ops PlanMohamed AbozeimaNo ratings yet
- Samtech ProfileDocument4 pagesSamtech ProfileRafique AjmeriNo ratings yet
- Heat Recovery Steam Generator - WikipediaDocument1 pageHeat Recovery Steam Generator - WikipediaSree Jith RNo ratings yet
- 8 4 6 - Nema SM24Document2 pages8 4 6 - Nema SM24cdsenthilNo ratings yet
- Universal ING - LA.Boschi Plants Private LimitedDocument23 pagesUniversal ING - LA.Boschi Plants Private LimitedAlvaro Mendoza MaytaNo ratings yet