You might also like
- Vibration Analysis Measurement ManualDocument215 pagesVibration Analysis Measurement Manualronfrend100% (1)
- Machinery Malfunction Diagnosis and Correction - Constant ContactDocument2 pagesMachinery Malfunction Diagnosis and Correction - Constant ContactLisan YanNo ratings yet
- Machinery Diagnostic PlotsDocument16 pagesMachinery Diagnostic Plotsfazzlie100% (1)
- Vibration Chart CharloteDocument25 pagesVibration Chart Charloteantok09100% (1)
- APILADOR ELECTRICO Alarm CodesDocument16 pagesAPILADOR ELECTRICO Alarm CodesALEJONo ratings yet
- Peakvue CaseDocument22 pagesPeakvue CaseNeopeakNo ratings yet
- Vibration MathDocument4 pagesVibration Mathyianisr5990No ratings yet
- Vibrations in A Francis Turbine A Case StudyDocument4 pagesVibrations in A Francis Turbine A Case Studybukit_guestNo ratings yet
- Effect of Fluid Forces On Vertical Pump Vibrations: Condition Monitoring Technical Services (TS)Document3 pagesEffect of Fluid Forces On Vertical Pump Vibrations: Condition Monitoring Technical Services (TS)JAY PARIKHNo ratings yet
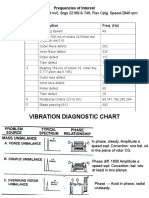
- Vibration Diagnostic Chart1Document16 pagesVibration Diagnostic Chart1Anand KumarNo ratings yet
- Orbit Plot BasicsDocument50 pagesOrbit Plot BasicsAshish Singh100% (1)
- Monitoring Gear Boxes With Peakvue: Presentation at Niagara Falls Vibration Institute Chapter January 20, 2005Document60 pagesMonitoring Gear Boxes With Peakvue: Presentation at Niagara Falls Vibration Institute Chapter January 20, 2005eko bagus sunaryo100% (2)
- 20 - Sample Machinery Vibration Analysis ReportDocument12 pages20 - Sample Machinery Vibration Analysis ReportBawaInspectorNo ratings yet
- Vertical Motor Case History Shurafa IIR Rotate 2012Document4 pagesVertical Motor Case History Shurafa IIR Rotate 2012aal_shurafa100% (2)
- Accelerometer Selection and InstallationDocument16 pagesAccelerometer Selection and InstallationLake HouseNo ratings yet
- Adre BrochureDocument12 pagesAdre BrochurenuesteNo ratings yet
- Diagnostic Techniques For Vibration Analysis of BearingsDocument9 pagesDiagnostic Techniques For Vibration Analysis of BearingsMohd Asiren Mohd Sharif100% (1)
- PeakvueDocument68 pagesPeakvueChe Khairuddin100% (1)
- 303mills PDFDocument32 pages303mills PDFfaisalNo ratings yet
- Time Waveform AnalysisDocument18 pagesTime Waveform AnalysisfazzlieNo ratings yet
- Orbit v27n207 SlowrollDocument13 pagesOrbit v27n207 SlowrollAyman ElsebaiiNo ratings yet
- Practical Use of Dynamic Vibration AbsorbersDocument4 pagesPractical Use of Dynamic Vibration AbsorbersDan-jones TudziNo ratings yet
- Chapter 10Document63 pagesChapter 10Hosam Abd Elkhalek100% (2)
- 11 PeakVue OverviewDocument38 pages11 PeakVue OverviewAhmad Syahroni100% (1)
- Detection of Ski Slopes in Vibration SpectrumsDocument6 pagesDetection of Ski Slopes in Vibration SpectrumsJamie BNo ratings yet
- Cepstrum Analysis and Gearbox Fault Diagnosis - Bruel and Kaer PDFDocument21 pagesCepstrum Analysis and Gearbox Fault Diagnosis - Bruel and Kaer PDFbackvlackoNo ratings yet
- Detection of Ski Slopes in Vibration SpectrumsDocument7 pagesDetection of Ski Slopes in Vibration SpectrumsjeyaselvanmNo ratings yet
- Vibration Analysis Iso Cat I Asnt Level I 1305326781 PDFDocument7 pagesVibration Analysis Iso Cat I Asnt Level I 1305326781 PDFVasile NicolauNo ratings yet
- Peakvue Case History 2Document9 pagesPeakvue Case History 2ben_ramatlaNo ratings yet
- Transient Speed Vibration AnalysisDocument34 pagesTransient Speed Vibration AnalysistylerdurdaneNo ratings yet
- Vibration Analysis On BearingsDocument67 pagesVibration Analysis On BearingsronfrendNo ratings yet
- How To Bump Test With MicrologDocument2 pagesHow To Bump Test With MicrologYuda SatriaNo ratings yet
- Examples of Balancing Method - Four-Run and Least-Squares Influence CoefficientsDocument44 pagesExamples of Balancing Method - Four-Run and Least-Squares Influence CoefficientsNguyen Anh TuNo ratings yet
- Vibration Field Tehcnician GuideDocument21 pagesVibration Field Tehcnician Guidebudiharyatno100% (1)
- Introduction To PeakvueDocument55 pagesIntroduction To PeakvuesebastianNo ratings yet
- Vibration SeverityDocument11 pagesVibration SeverityDr. R. SharmaNo ratings yet
- A I RS: David G. Dorrell, William ThomsonDocument11 pagesA I RS: David G. Dorrell, William ThomsonEng Bagaragaza RomualdNo ratings yet
- Vibration Analysis of Gear Box.5-MilosprokoDocument3 pagesVibration Analysis of Gear Box.5-MilosprokoRavikiran Hegde100% (2)
- ISO 18436 Category IV Vibration Analyst Training TopicsDocument1 pageISO 18436 Category IV Vibration Analyst Training TopicsDean LofallNo ratings yet
- Vibrasyon Electrical ProblemsDocument4 pagesVibrasyon Electrical ProblemsbbulutmmNo ratings yet
- Condition Monitoring and Fault Diagnosis of Electrical MachineDocument8 pagesCondition Monitoring and Fault Diagnosis of Electrical Machinemurthy237No ratings yet
- EM104 - Orbital Analysis - Kelm - 0612Document16 pagesEM104 - Orbital Analysis - Kelm - 0612RobertoSlzr100% (1)
- 400 Don 4Document9 pages400 Don 4DarioNo ratings yet
- Using PeakVue Plus Technology For Detecting Anti Friction Bearing FaultsDocument11 pagesUsing PeakVue Plus Technology For Detecting Anti Friction Bearing Faultseko bagus sunaryo100% (1)
- Introduction To Time Waveform AnalysisDocument19 pagesIntroduction To Time Waveform Analysismustafa100% (1)
- Phase Analysis: Making Vibration Analysis Easier: SearchDocument4 pagesPhase Analysis: Making Vibration Analysis Easier: Searchdillipsh123No ratings yet
- Vibration Workshop OptDocument84 pagesVibration Workshop OptOlusegun Olugbade100% (2)
- Recent Advances in Vibrations AnalysisDocument248 pagesRecent Advances in Vibrations AnalysisJosé RamírezNo ratings yet
- Identification of Torsional Vibration Features in Electrical Powered Rotating EquipmentDocument9 pagesIdentification of Torsional Vibration Features in Electrical Powered Rotating EquipmentHasan PashaNo ratings yet
- ISO 18436 Category IV-Cut Sheet-Topics-Part 1-PublishedDocument1 pageISO 18436 Category IV-Cut Sheet-Topics-Part 1-PublishedAmirhosein SadeghianNo ratings yet
- Vibration TestDocument16 pagesVibration TestSACHIN A. MORENo ratings yet
- Mechanical Vibrations and Condition MonitoringFrom EverandMechanical Vibrations and Condition MonitoringRating: 5 out of 5 stars5/5 (1)
- Structural Health MonitoringFrom EverandStructural Health MonitoringDaniel BalageasNo ratings yet
- 2 Eee Em-1Document117 pages2 Eee Em-1PramodNo ratings yet
- Chapter Three Modelling and AnalysisDocument19 pagesChapter Three Modelling and AnalysisAlhji AhmedNo ratings yet
- DC MachinesDocument23 pagesDC MachinesNoyaNo ratings yet
- Speed Control of A Conveyor BeltDocument24 pagesSpeed Control of A Conveyor BeltSumu Talal50% (2)
- Final DR Dharmasa HamdonDocument6 pagesFinal DR Dharmasa HamdonSanthosh RMNo ratings yet
- Boom Cord Length and Boom Section LengthDocument10 pagesBoom Cord Length and Boom Section LengthUkrit ChansodaNo ratings yet
- Cataloge ICARDocument66 pagesCataloge ICARAgoess Oetomo100% (1)
- Study On Lightning Impulse Characteristic of 220Kv Composite Insulator and Parallel Gap Devices at High Altitude AreaDocument4 pagesStudy On Lightning Impulse Characteristic of 220Kv Composite Insulator and Parallel Gap Devices at High Altitude AreaFari PratomosiwiNo ratings yet
- Tesla Coil ProjectDocument58 pagesTesla Coil Projectvdahiya007No ratings yet
- Eskom Tariff Book - 2018-19Document54 pagesEskom Tariff Book - 2018-19Sandro MasakiNo ratings yet
- Medium Lines, ABCD Cons With ProblemsDocument31 pagesMedium Lines, ABCD Cons With ProblemsAreyan HaqueNo ratings yet
- HKDSE Physics Book 2 Ch.1 Question BankDocument14 pagesHKDSE Physics Book 2 Ch.1 Question Bankorlando LiNo ratings yet
- Dynamic Modeling of Variable Speed Centrifugal Pump Utilizing MATLAB / SIMULINKDocument7 pagesDynamic Modeling of Variable Speed Centrifugal Pump Utilizing MATLAB / SIMULINKricardoNo ratings yet
- The Virial Theorem in Stellar Astrophysics: by George W. Collins, IIDocument12 pagesThe Virial Theorem in Stellar Astrophysics: by George W. Collins, IIjohnsmith37758No ratings yet
- An Overview of Facts Devices Used For Reactive Power Compensation Techniques IJERTV4IS120071Document5 pagesAn Overview of Facts Devices Used For Reactive Power Compensation Techniques IJERTV4IS120071Muntasir AnwarNo ratings yet
- Material Physics Lab Report #2Document6 pagesMaterial Physics Lab Report #2Justas Petrauskas100% (1)
- Info From WikepediaDocument137 pagesInfo From WikepediaBkhitesh KariaNo ratings yet
- Report On SubstationDocument58 pagesReport On SubstationRajatNo ratings yet
- 04 - Applications of T-Stub Model in Bolted Connections (P. Mendes)Document12 pages04 - Applications of T-Stub Model in Bolted Connections (P. Mendes)José Roberto DiasNo ratings yet
- Researchpaper/Load Flow Analysis of 132 KV Substation Using ETAP SoftwareDocument5 pagesResearchpaper/Load Flow Analysis of 132 KV Substation Using ETAP SoftwareBattinapati ShivaNo ratings yet
- Spesifikasi Lampu Luminos 1 ProDocument3 pagesSpesifikasi Lampu Luminos 1 ProLankgenk BozNo ratings yet
- 5 - Impulse and MomentumDocument17 pages5 - Impulse and MomentumAbdallah HassanNo ratings yet
- HVDC Unit IIDocument20 pagesHVDC Unit IISaduMunisekharNo ratings yet
- Basics of Overcurrent Protection - ORIGINALDocument23 pagesBasics of Overcurrent Protection - ORIGINALsridharanNo ratings yet
- Frequency Converters, 60Hz, 50Hz, 400Hz - GoHzDocument4 pagesFrequency Converters, 60Hz, 50Hz, 400Hz - GoHzNOELGREGORIONo ratings yet
- 1401.power 5-Half Bridge Converter DesignDocument36 pages1401.power 5-Half Bridge Converter DesignEsra_71No ratings yet
- Bernoulie'S Theorem: Bernouli'S Eqution ProofDocument7 pagesBernoulie'S Theorem: Bernouli'S Eqution ProofNikhil ChordiyaNo ratings yet
- Schem of WorkDocument60 pagesSchem of Workeugene100% (1)
- High Voltage Engineering Ref ManualDocument147 pagesHigh Voltage Engineering Ref Manualzeus009100% (1)
- Example 2.1: Calculating The Average Velocity and SpeedDocument20 pagesExample 2.1: Calculating The Average Velocity and Speed3 stacksNo ratings yet
- IMPP Offshorestructuraldesign - 527Document36 pagesIMPP Offshorestructuraldesign - 527Mithun KumarNo ratings yet
- RTS DC Servo DriveDocument4 pagesRTS DC Servo DriveJunaid YNo ratings yet