You might also like
- ContentDocument49 pagesContentJuri JurieNo ratings yet
- UsbFix ReportDocument8 pagesUsbFix ReportJuri JurieNo ratings yet
- The Components of ElevatorDocument12 pagesThe Components of ElevatorJuri JurieNo ratings yet
- Simulation ThirdwaveDocument3 pagesSimulation ThirdwaveJuri JurieNo ratings yet
- Components of ElevatorDocument3 pagesComponents of ElevatorJuri JurieNo ratings yet
- Graph LabDocument3 pagesGraph LabJuri JurieNo ratings yet
- Essay Assignment-Part PayaDocument15 pagesEssay Assignment-Part PayaJuri JurieNo ratings yet
- Determination of Temperature Distribution in The Cutting Zone PDFDocument8 pagesDetermination of Temperature Distribution in The Cutting Zone PDFJuri JurieNo ratings yet
- Attaway Cecil R 196812 PHD 256450 PDFDocument192 pagesAttaway Cecil R 196812 PHD 256450 PDFJuri JurieNo ratings yet
- Attaway Cecil R 196812 PHD 256450 PDFDocument192 pagesAttaway Cecil R 196812 PHD 256450 PDFJuri JurieNo ratings yet
- O F O M C: N The Undamentals of Rthogonal Etal UttingDocument1 pageO F O M C: N The Undamentals of Rthogonal Etal UttingJuri JurieNo ratings yet
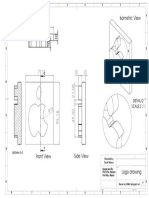
- Isometric View Top View: Detail D Scale 2: 1Document1 pageIsometric View Top View: Detail D Scale 2: 1Juri JurieNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (540)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (897)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5811)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (348)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (844)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (401)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (590)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1092)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (122)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (822)
- A Simple Hand Calculation Method To Estimate The Pyrolysis Kinetics of Plastic and Wood MaterialsDocument10 pagesA Simple Hand Calculation Method To Estimate The Pyrolysis Kinetics of Plastic and Wood MaterialsManicks VelanNo ratings yet
- Clough - The FEM After Twenty-Five Years - A Personal ViewDocument10 pagesClough - The FEM After Twenty-Five Years - A Personal ViewVladimir MilovanovicNo ratings yet
- Estimation PDFDocument348 pagesEstimation PDFA SanthakumaranNo ratings yet
- Unit 2: Quantitative Research Make Use of Continuous Variables OnlyDocument2 pagesUnit 2: Quantitative Research Make Use of Continuous Variables OnlyHennessy Shania Gallera ArdienteNo ratings yet
- What Is Educational Research?: Clive OpieDocument14 pagesWhat Is Educational Research?: Clive OpieChiso PhiriNo ratings yet
- Water FountainsDocument4 pagesWater FountainsErnesto Baconga NeriNo ratings yet
- PD Lab Format-Observation/ Problem StatementDocument2 pagesPD Lab Format-Observation/ Problem StatementKennard Seenauth100% (1)
- Big Data and Its EpistemologyDocument12 pagesBig Data and Its EpistemologyBrener Sxs100% (1)
- Ips-1, 2017Document21 pagesIps-1, 2017Mayank KumarNo ratings yet
- Redundant Publication, Selective Reporting and Misrepresentation of DataDocument39 pagesRedundant Publication, Selective Reporting and Misrepresentation of Dataphd21306001 Ayushi GargNo ratings yet
- Image Identity and Clothing. ESL Handout.Document2 pagesImage Identity and Clothing. ESL Handout.Karen Banderas Manzano100% (2)
- Peer Pressure ExperimentDocument2 pagesPeer Pressure ExperimentangelNo ratings yet
- The Cambridge Handbook of Experimental Syntax Cambridge Handbooks in Language and Linguistics Grant Goodall Full ChapterDocument68 pagesThe Cambridge Handbook of Experimental Syntax Cambridge Handbooks in Language and Linguistics Grant Goodall Full Chapterloretta.donnelly923100% (5)
- Methods and Techniques For Teaching English Proverbs and Sayings in The Efl ClassroomDocument7 pagesMethods and Techniques For Teaching English Proverbs and Sayings in The Efl ClassroomFeby RahmiNo ratings yet
- Tarot and PhysicsDocument12 pagesTarot and Physicsdyagram64% (11)
- (Defense Revision) The Correlation Between Promotional Mix and CRM Towards Customer LoyaltyDocument53 pages(Defense Revision) The Correlation Between Promotional Mix and CRM Towards Customer LoyaltyNur Azis RamadhanNo ratings yet
- Petrel Reservoir EngineeringDocument31 pagesPetrel Reservoir Engineeringmanish.7417No ratings yet
- 12 - 1 Practical Research 2 Module CRDocument6 pages12 - 1 Practical Research 2 Module CRChennie Pearl Abergas RendonNo ratings yet
- Zoology Lab of Fruit Flies BehavioralDocument2 pagesZoology Lab of Fruit Flies BehavioralMaria Di IennoNo ratings yet
- 1 What Is ScienceDocument12 pages1 What Is ScienceB R Y100% (1)
- Dll-Science 7 Week 4Document4 pagesDll-Science 7 Week 4Percy Brenda ModeloNo ratings yet
- Moser Ar13 A-Broader-Perspective-on-CSRDocument10 pagesMoser Ar13 A-Broader-Perspective-on-CSRAnnisa AuliaNo ratings yet
- GUIDE To The IA in IB BiologyDocument14 pagesGUIDE To The IA in IB BiologyJohn Osborne100% (1)
- Causal ResearchDocument5 pagesCausal ResearchnirajmishraNo ratings yet
- Experimental DesignDocument16 pagesExperimental DesignIfrah Mahmood100% (1)
- PA and ResearchDocument36 pagesPA and ResearchjeshemaNo ratings yet
- Education Improves Public Health and Promotes Health Equaity. Int J Health Serv-2015-Hahn-0020731415585986Document22 pagesEducation Improves Public Health and Promotes Health Equaity. Int J Health Serv-2015-Hahn-0020731415585986docpatchNo ratings yet
- A Memory-Jamming Theory of AdvertisingDocument60 pagesA Memory-Jamming Theory of Advertisingdong hyukNo ratings yet
- Format Research ProjectDocument11 pagesFormat Research ProjectJose Fernando BabasaNo ratings yet
- Week 7, Demonstration MethodDocument13 pagesWeek 7, Demonstration MethodSania MalikNo ratings yet