You might also like
- Lecture 2production of PolyolefinsDocument12 pagesLecture 2production of Polyolefinsrk_gummaluri5334No ratings yet
- (Petrochemicals Industries) Lecture 2 and 3Document82 pages(Petrochemicals Industries) Lecture 2 and 3Abdelhai YehiaNo ratings yet
- Two-Step Production of 13-Butadiene From EthanolDocument197 pagesTwo-Step Production of 13-Butadiene From EthanolSanchez JorgeNo ratings yet
- FINA2303 PET Chemicals Case Study On Capital BudgetingDocument31 pagesFINA2303 PET Chemicals Case Study On Capital BudgetingRayne ChanNo ratings yet
- Production of PolyethyleneDocument57 pagesProduction of PolyethyleneFarid IskandarNo ratings yet
- Polyethylene Production Technologies-LibreDocument81 pagesPolyethylene Production Technologies-LibreSchwanSty100% (2)
- LLPDE Production Using A Gas-Phase ProcessDocument1 pageLLPDE Production Using A Gas-Phase ProcessAlexNo ratings yet
- Tubular Vs Autoclave 1Document2 pagesTubular Vs Autoclave 1bsarkar100% (2)
- Proposed Detailed Project Report for Manufacturing of Polyethylene FilmsDocument27 pagesProposed Detailed Project Report for Manufacturing of Polyethylene Films8897477809No ratings yet
- PetrochemicalDocument20 pagesPetrochemicalabdulqadirNo ratings yet
- Polimeri Uropa StyreneDocument8 pagesPolimeri Uropa StyreneSubrata BanerjeeNo ratings yet
- Polyester Recycling Forum2006Document100 pagesPolyester Recycling Forum2006Atika Anan ToryNo ratings yet
- Polypropylene: Properties, Applications and Market OutlookDocument2 pagesPolypropylene: Properties, Applications and Market OutlookMahmud RezaNo ratings yet
- Business Plan F.projectDocument24 pagesBusiness Plan F.projectzetseatNo ratings yet
- Gas Phase PP ProcessesDocument16 pagesGas Phase PP ProcessesMatheus M. Dos ReisNo ratings yet
- Raw MaterialDocument1 pageRaw MaterialSyed Mujtaba Ali BukhariNo ratings yet
- Executive Summary: 1. HdpeDocument22 pagesExecutive Summary: 1. Hdpecrawn06No ratings yet
- مستند بلا عنوانDocument4 pagesمستند بلا عنوانHamzah A. LaftaNo ratings yet
- Thermolysis of waste plastics to produce liquid fuelDocument15 pagesThermolysis of waste plastics to produce liquid fuelAbhishek PancholiNo ratings yet
- Feasibility Study of Hdpe ProductionDocument5 pagesFeasibility Study of Hdpe ProductionIntratec Solutions100% (1)
- Process Design For The Production of Ethylene From EthanolDocument145 pagesProcess Design For The Production of Ethylene From EthanolsaeidNo ratings yet
- Chepter - 1Document25 pagesChepter - 1devpatel90No ratings yet
- BerihuDocument46 pagesBerihuteweldeteklugNo ratings yet
- How Is PE Made: Polyethylene Plastic Production ProcessDocument3 pagesHow Is PE Made: Polyethylene Plastic Production ProcessHamzah A. LaftaNo ratings yet
- NPC Alliance CorporationDocument2 pagesNPC Alliance CorporationHarold AldayNo ratings yet
- Ethanol Dehydration to Green EthyleneDocument69 pagesEthanol Dehydration to Green EthyleneNovia Mia YuhermitaNo ratings yet
- Experimental Development of A Plastic Bottle Usable As A Construction Building Block Created Out of Polyethylene Terephthalate - Testing PET (B) Rick 1.0 PDFDocument19 pagesExperimental Development of A Plastic Bottle Usable As A Construction Building Block Created Out of Polyethylene Terephthalate - Testing PET (B) Rick 1.0 PDFAniel DiasNo ratings yet
- PETBottle Manufacturing ProjectDocument11 pagesPETBottle Manufacturing ProjectSadam AlmaqtariNo ratings yet
- The Production of Fuel-Grade Bioethanol From Cassava Starch: A Conceptual Process DesignDocument13 pagesThe Production of Fuel-Grade Bioethanol From Cassava Starch: A Conceptual Process DesignPutu Yoga100% (1)
- Historical ProfileDocument90 pagesHistorical Profilefaridzawi100% (1)
- Propylene ProductionDocument1 pagePropylene ProductionWade ColemanNo ratings yet
- 0502 About - BasellDocument8 pages0502 About - BasellmarsulexNo ratings yet
- Ethyl BenzeneDocument11 pagesEthyl BenzeneIan Jasper SabordoNo ratings yet
- 92S7 AbsDocument3 pages92S7 AbsSaurabh VermaNo ratings yet
- Kkek 4281 Design Project Fast Pyrolysis of Empty Fruit Bunch To Produce Industrial Grade Biofuels and Methane GasDocument53 pagesKkek 4281 Design Project Fast Pyrolysis of Empty Fruit Bunch To Produce Industrial Grade Biofuels and Methane GasNs KimNo ratings yet
- Tech - Topic: Introduction To PolyethyleneDocument3 pagesTech - Topic: Introduction To PolyethyleneSulistyo RabonoNo ratings yet
- FypDocument11 pagesFypHassaan Ahmed100% (1)
- Methanol-to-Propylene Technology: by Intratec SolutionsDocument4 pagesMethanol-to-Propylene Technology: by Intratec SolutionsYuliaDwiRahmawatiNo ratings yet
- Efe DaveDocument44 pagesEfe DaveEmmanuelNo ratings yet
- Virtual Field TripDocument27 pagesVirtual Field TripMatthew AquinoNo ratings yet
- 0708 1 Abs PDFDocument7 pages0708 1 Abs PDFAlexander ShvetsNo ratings yet
- 0708 1 AbsDocument7 pages0708 1 AbsSujiwo SthNo ratings yet
- Design of Ethylene Glycol Plant AND OptimizationDocument11 pagesDesign of Ethylene Glycol Plant AND OptimizationIlyas PashaNo ratings yet
- Polypropylne Expand On Consumer NeedsDocument53 pagesPolypropylne Expand On Consumer NeedsTato Flores100% (1)
- 5.Động học, xúc tácDocument14 pages5.Động học, xúc tácVân Tú NguyễnNo ratings yet
- COURSE CODE: BCHE325 (9498) Name: Venteroso, Jeremie John P. Program: Bs Chemical Engineering - 2 YearDocument2 pagesCOURSE CODE: BCHE325 (9498) Name: Venteroso, Jeremie John P. Program: Bs Chemical Engineering - 2 YearJeremie VenterosoNo ratings yet
- Due Care Petpreform-RILDocument40 pagesDue Care Petpreform-RILSyauqi AkmalaNo ratings yet
- 1 .1-S2.0-S2213343721006503-MainDocument14 pages1 .1-S2.0-S2213343721006503-Mainmohamed magedNo ratings yet
- EthyleneDocument145 pagesEthyleneAnimesh TiwariNo ratings yet
- Pe PPDocument15 pagesPe PPKissmathulla Syed ShafiNo ratings yet
- Process Design For The Production of Ethylene From EthanolDocument144 pagesProcess Design For The Production of Ethylene From EthanolWilmer Rios DiazNo ratings yet
- Penn CBE Senior Design: Process for Producing Ethylene from EthanolDocument144 pagesPenn CBE Senior Design: Process for Producing Ethylene from EthanolJorge RicoNo ratings yet
- Theory and Technology of Multiscale Dispersed Particle Gel for In-Depth Profile ControlFrom EverandTheory and Technology of Multiscale Dispersed Particle Gel for In-Depth Profile ControlNo ratings yet
- Bottles, Preforms and Closures: A Design Guide for PET PackagingFrom EverandBottles, Preforms and Closures: A Design Guide for PET PackagingRating: 4.5 out of 5 stars4.5/5 (3)
- Pulp and Paper Industry: Energy ConservationFrom EverandPulp and Paper Industry: Energy ConservationRating: 4.5 out of 5 stars4.5/5 (2)
- Biopolymers: New Materials for Sustainable Films and CoatingsFrom EverandBiopolymers: New Materials for Sustainable Films and CoatingsDavid PlackettNo ratings yet
- Mechanical Properties of Polycarbonate: Experiment and Modeling for Aeronautical and Aerospace ApplicationsFrom EverandMechanical Properties of Polycarbonate: Experiment and Modeling for Aeronautical and Aerospace ApplicationsNo ratings yet
- De-Bottle Necking Polyethylene Plant Due To Butene Shortage: A Multi-Attribute Decision Analysis Using SmartDocument5 pagesDe-Bottle Necking Polyethylene Plant Due To Butene Shortage: A Multi-Attribute Decision Analysis Using SmartRawlinson TolentinoNo ratings yet
- 15338-NT15338 Technical PyrazineDocument29 pages15338-NT15338 Technical PyrazineRawlinson TolentinoNo ratings yet
- Us 2975201Document3 pagesUs 2975201Rawlinson TolentinoNo ratings yet
- Kiids Rbank Balanced Fund 2qtr 2016Document2 pagesKiids Rbank Balanced Fund 2qtr 2016Rawlinson TolentinoNo ratings yet
- Seguimiento de Proyectos ObjetivosDocument12 pagesSeguimiento de Proyectos ObjetivosArqcast Solis TrujilloNo ratings yet
- 14 Haz MaterialsDocument81 pages14 Haz MaterialsDarby MorganNo ratings yet
- United States Patent Of?ce: Patented June 17, 1969Document3 pagesUnited States Patent Of?ce: Patented June 17, 1969Rawlinson TolentinoNo ratings yet
- Chem 444 WebDocument181 pagesChem 444 WebRawlinson TolentinoNo ratings yet
- Effective PresentationsDocument53 pagesEffective PresentationsShreesh Chandra100% (1)
- Shell Momentum BalancesDocument48 pagesShell Momentum BalancesJuan CarvajalNo ratings yet
- Mws Che Inp TXT Direct ExamplesDocument7 pagesMws Che Inp TXT Direct ExamplesRawlinson TolentinoNo ratings yet
- 10%DP12mos-BF W/ BANK CHARGES Amaia Land Corp. Amaia Scapes LipaDocument1 page10%DP12mos-BF W/ BANK CHARGES Amaia Land Corp. Amaia Scapes LipaRawlinson TolentinoNo ratings yet
- Mws Che Inp TXT Direct ExamplesDocument7 pagesMws Che Inp TXT Direct ExamplesRawlinson TolentinoNo ratings yet
- CrackingDocument20 pagesCrackingNiaz Ali KhanNo ratings yet
- Centrifugal Pump Curves GdafadasgadDocument2 pagesCentrifugal Pump Curves GdafadasgadRawlinson TolentinoNo ratings yet
- IV. Desgn Eqtn For Lamnar TurbulentDocument45 pagesIV. Desgn Eqtn For Lamnar TurbulentRawlinson TolentinoNo ratings yet
- Effective PresentationsDocument45 pagesEffective PresentationsRawlinson TolentinoNo ratings yet
- Experienced Based Rules of Chemical EngineeringDocument33 pagesExperienced Based Rules of Chemical Engineeringintania66No ratings yet
- Condensate Line SizingDocument2 pagesCondensate Line Sizingemmanuilmoulos6339100% (1)
- Final Candle Paper PDFDocument14 pagesFinal Candle Paper PDFRawlinson TolentinoNo ratings yet
- Compressed Air Option CalculatorDocument17 pagesCompressed Air Option CalculatorEnigmatic Ashutosh KumarNo ratings yet
- Compressed Air Option CalculatorDocument17 pagesCompressed Air Option CalculatorEnigmatic Ashutosh KumarNo ratings yet
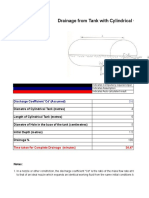
- Drainage From Tank With Cylindrical Cross-Section: Discharge Coefficient 'CD' (Assumed)Document6 pagesDrainage From Tank With Cylindrical Cross-Section: Discharge Coefficient 'CD' (Assumed)Rawlinson TolentinoNo ratings yet
- Ergun EquationDocument4 pagesErgun EquationRawlinson TolentinoNo ratings yet
- Equipment & vessel diagrams guideDocument1 pageEquipment & vessel diagrams guideRawlinson TolentinoNo ratings yet
- Gas Flow in OrificeDocument2 pagesGas Flow in OrificeRawlinson TolentinoNo ratings yet
- Experienced Based Rules of Chemical EngineeringDocument33 pagesExperienced Based Rules of Chemical Engineeringintania66No ratings yet
- Insulation Thickness Heat Transfer Pipe CalculationsDocument2 pagesInsulation Thickness Heat Transfer Pipe Calculationsrajpal14667% (6)
- Pump Min Safe Flow CalcDocument2 pagesPump Min Safe Flow CalcmohamedbadawyNo ratings yet