You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Lecture - 34+35 CHAP 9, CONTROLLERDocument7 pagesLecture - 34+35 CHAP 9, CONTROLLERjchou92No ratings yet
- 3D Printing Processes for Rapid PrototypingDocument31 pages3D Printing Processes for Rapid Prototypingjchou92No ratings yet
- Assignment #3Document2 pagesAssignment #3jchou92No ratings yet
- Controlled Light-Matter Interaction in GrapheneDocument11 pagesControlled Light-Matter Interaction in Graphenejchou92No ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- A3 Classification of Elements and Periodicity in Properties MinDocument1 pageA3 Classification of Elements and Periodicity in Properties MinKarthikeyan LakshmananNo ratings yet
- ATP WorksheetDocument5 pagesATP WorksheetRyan De AlloNo ratings yet
- Tutoral 3 SolutionDocument11 pagesTutoral 3 SolutionIshani GuptaNo ratings yet
- The Chemistry of Heterocycles Structure, Reactions, Syntheses, and ApplicationsDocument571 pagesThe Chemistry of Heterocycles Structure, Reactions, Syntheses, and Applications17.Hồ Nguyên Khang100% (1)
- Syllabus 30A Fall 2014Document4 pagesSyllabus 30A Fall 2014Gabby TanakaNo ratings yet
- Colorimeter Principle PDFDocument2 pagesColorimeter Principle PDFNicholasNo ratings yet
- Hawe Hydraulic Oil RecommendationsDocument13 pagesHawe Hydraulic Oil RecommendationsJako MishyNo ratings yet
- (Re) Coating of Pylons With ZINGAENDocument5 pages(Re) Coating of Pylons With ZINGAENMarco Antonio MoncerrateNo ratings yet
- Hukum TermodinamikaDocument4 pagesHukum TermodinamikaMardianto Ra'bangNo ratings yet
- Colder Products Company Full CatalogDocument166 pagesColder Products Company Full CatalogDENNIZNo ratings yet
- BDA30603 Tutorial 4Document7 pagesBDA30603 Tutorial 4Firdaus JannahNo ratings yet
- United States Patent: (10) Patent No.: (45) Date of PatentDocument70 pagesUnited States Patent: (10) Patent No.: (45) Date of PatentAnonymous DxaBg8fUENo ratings yet
- Modern Chemical Process SimulationDocument21 pagesModern Chemical Process SimulationWahab MaqboolNo ratings yet
- Dr. Mohamed Said Mahmoud, Resume, CVDocument7 pagesDr. Mohamed Said Mahmoud, Resume, CVMohamed Said MahmoudNo ratings yet
- Paper 4 Jun 2001 PhysicsDocument2 pagesPaper 4 Jun 2001 Physicssolarixe100% (1)
- Densification and Microstructure of Si3N4-TiN Ceramic CompositesDocument5 pagesDensification and Microstructure of Si3N4-TiN Ceramic CompositesThiago Do Santos FerreiraNo ratings yet
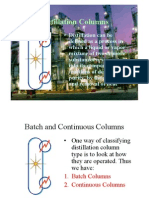
- Distillation Columns PDFDocument40 pagesDistillation Columns PDFJithuJohn86% (7)
- Balancing Redox Reactions Worksheets 1 & 2 (With Answers) PDFDocument2 pagesBalancing Redox Reactions Worksheets 1 & 2 (With Answers) PDFMohamed MeeranNo ratings yet
- 31.PEAK Depressurization RATEDocument1 page31.PEAK Depressurization RATEDILIP MATALNo ratings yet
- Exp 2 Protein DeterminationDocument5 pagesExp 2 Protein DeterminationNur Fadhilah100% (1)
- Maintaining Boiler Water Quality (35 charactersDocument3 pagesMaintaining Boiler Water Quality (35 characterskcp1986No ratings yet
- Quiz 1Document2 pagesQuiz 1Carolyn Campita100% (1)
- Introduction To Laser TechnologyDocument31 pagesIntroduction To Laser TechnologyJames Sullivan100% (1)
- Green Inhibitors For Steel Corrosion in Acidic Environment - State of ArtDocument21 pagesGreen Inhibitors For Steel Corrosion in Acidic Environment - State of Artanisa sutifanyNo ratings yet
- Comparison of Architectural Coating SpecificationsDocument5 pagesComparison of Architectural Coating SpecificationsvopyrupyrNo ratings yet
- Chem Unit 5 Transition Metals AnswersDocument13 pagesChem Unit 5 Transition Metals Answersareyouthere9250% (2)
- Silver Clusters in Zeolites: Structure, Stability and PhotoactivityDocument1 pageSilver Clusters in Zeolites: Structure, Stability and PhotoactivityJan HermannNo ratings yet
- Presentation 01Document28 pagesPresentation 01Rexona KhanomNo ratings yet
- Airborne Oil and Gas TCP Flowline Brochure 2017Document4 pagesAirborne Oil and Gas TCP Flowline Brochure 2017Aaron Vazquez MartinezNo ratings yet
- CHEM 1A03 Equilibrium Review and Chapter 7 SolutionsDocument2 pagesCHEM 1A03 Equilibrium Review and Chapter 7 SolutionsAvani RavalNo ratings yet