You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
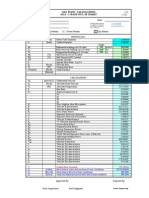
- Gas Flow Calculation Aga - 3 Base On L-10 Chart: U U U C NDocument1 pageGas Flow Calculation Aga - 3 Base On L-10 Chart: U U U C NDio Masera0% (1)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Solubility of Carbon Dioxide in Water at Various Temperatures From 12 To 40° and at Pressures To 500 Atmospheres. Critical Phenomena PDFDocument3 pagesThe Solubility of Carbon Dioxide in Water at Various Temperatures From 12 To 40° and at Pressures To 500 Atmospheres. Critical Phenomena PDFzibaNo ratings yet
- 2.1 Which of The Following Does Not Describe A Sigma Bond?Document40 pages2.1 Which of The Following Does Not Describe A Sigma Bond?Azkha Avicena100% (5)
- Theory of Machines-I (MAE218) - Minor Exam and SolutionDocument33 pagesTheory of Machines-I (MAE218) - Minor Exam and SolutionRohit KaushikNo ratings yet
- Barplot With ErrorbarDocument1 pageBarplot With ErrorbarRohit KaushikNo ratings yet
- Theory of Machines-I (MAE218 - Minor Exam SolutionDocument12 pagesTheory of Machines-I (MAE218 - Minor Exam SolutionRohit KaushikNo ratings yet
- Kinematics of Machine (MAE-215) - Minor Exam Question Paper and SolutionsDocument4 pagesKinematics of Machine (MAE-215) - Minor Exam Question Paper and SolutionsRohit KaushikNo ratings yet
- Assignment TOM MAE218Document8 pagesAssignment TOM MAE218Rohit KaushikNo ratings yet
- Machine Drawing With CAD Lab - MAE204Document100 pagesMachine Drawing With CAD Lab - MAE204Rohit KaushikNo ratings yet
- Machine Drawing With CAD Lab - MAE204Document100 pagesMachine Drawing With CAD Lab - MAE204Rohit KaushikNo ratings yet
- Theory of Machine-1 (MAE-218) - Minor ExamDocument21 pagesTheory of Machine-1 (MAE-218) - Minor ExamRohit KaushikNo ratings yet
- Kinematics of Machine (MAE-215) - Minor Exam Question Paper and SolutionsDocument4 pagesKinematics of Machine (MAE-215) - Minor Exam Question Paper and SolutionsRohit KaushikNo ratings yet
- Assignment KOM MAE215Document76 pagesAssignment KOM MAE215Rohit KaushikNo ratings yet
- Dimensional Analysis and ModelingDocument96 pagesDimensional Analysis and ModelingHassanKMNo ratings yet
- USMDocument5 pagesUSMRohit KaushikNo ratings yet
- Circular For Reopening 12.11.21Document3 pagesCircular For Reopening 12.11.21Rohit KaushikNo ratings yet
- Assignment KOM MAE215Document76 pagesAssignment KOM MAE215Rohit KaushikNo ratings yet
- Chapter 7 Fluid Mechanics IIDocument33 pagesChapter 7 Fluid Mechanics IIGautham Raavo PainaiduNo ratings yet
- Chapter 7 Fluid Mechanics IIDocument33 pagesChapter 7 Fluid Mechanics IIGautham Raavo PainaiduNo ratings yet
- Circular For Reopening 12.11.21Document3 pagesCircular For Reopening 12.11.21Rohit KaushikNo ratings yet
- EDMDocument6 pagesEDMRohit KaushikNo ratings yet
- AJMDocument11 pagesAJMRohit KaushikNo ratings yet
- Dimensional Analysis and ModelingDocument96 pagesDimensional Analysis and ModelingHassanKMNo ratings yet
- AbhiDocument4 pagesAbhiRohit KaushikNo ratings yet
- LBMDocument5 pagesLBMRohit KaushikNo ratings yet
- Uncompleted FileDocument6 pagesUncompleted FileRohit KaushikNo ratings yet
- Kinematics of Machine ToolsDocument28 pagesKinematics of Machine ToolsRohit Kaushik100% (6)
- Vibration of Machine ToolsDocument7 pagesVibration of Machine ToolsRohit KaushikNo ratings yet
- HPLC Method Development for Separating 5 CompoundsDocument24 pagesHPLC Method Development for Separating 5 CompoundsDang HumairahNo ratings yet
- DMH 400 Pom: Mechanical, Physical and Thermal PropertiesDocument1 pageDMH 400 Pom: Mechanical, Physical and Thermal PropertiesESTEFANY DE LOS SANTOSNo ratings yet
- An Efficient One-Pot Strategies For The Synthesis of (1,3) Oxazine DerivativesDocument6 pagesAn Efficient One-Pot Strategies For The Synthesis of (1,3) Oxazine DerivativesANBU DINESHNo ratings yet
- Thermoflask (Insulator)Document11 pagesThermoflask (Insulator)Jay RanjanNo ratings yet
- 8.1 Classifying SolutionsDocument8 pages8.1 Classifying SolutionsAngela JoyNo ratings yet
- SGC - 12. GasesDocument47 pagesSGC - 12. GasesAndi Anggoro ForestoNo ratings yet
- Sodium Percarbonate DecompositionDocument10 pagesSodium Percarbonate DecompositionaleksovNo ratings yet
- Lab 1 107 Freezing Point Depression and Ice CreamDocument6 pagesLab 1 107 Freezing Point Depression and Ice CreamnasuhaNo ratings yet
- ENVIRONMENTAL CONTROL SYSTEMS (3681) Lec 2-3Document73 pagesENVIRONMENTAL CONTROL SYSTEMS (3681) Lec 2-3shariq talatNo ratings yet
- MSCC010 Atlox Metasperse RangeDocument2 pagesMSCC010 Atlox Metasperse RangePetr CiglerNo ratings yet
- Instruction Manual for Boy's Gas CalorimeterDocument6 pagesInstruction Manual for Boy's Gas Calorimeterramniwas123No ratings yet
- Notes of CH 4 Structure of The Atom Class 9th ScienceDocument10 pagesNotes of CH 4 Structure of The Atom Class 9th ScienceSingh JNo ratings yet
- The Journal of Supercritical FluidsDocument7 pagesThe Journal of Supercritical FluidsdonatosdNo ratings yet
- Temperature Rise of Electrical MachinesDocument11 pagesTemperature Rise of Electrical MachinesSBNSSenanayake60% (5)
- PPE IPE - 2 EditedDocument20 pagesPPE IPE - 2 EditedNelson Naval Cabingas100% (2)
- Faculty CV DatabaseDocument8 pagesFaculty CV Databaseazeb514No ratings yet
- Brosur PH Meter - WTWDocument18 pagesBrosur PH Meter - WTWchaerul_anwarNo ratings yet
- Ws Eastman Com ProductCatalogApps PageControllers ProdDatashDocument2 pagesWs Eastman Com ProductCatalogApps PageControllers ProdDatashJuan Victor Sulvaran ArellanoNo ratings yet
- Mole Concept DPP-3 - 501352Document1 pageMole Concept DPP-3 - 501352Vatsal BhargavaNo ratings yet
- Calibrate Conductivity Cells in 4 StepsDocument7 pagesCalibrate Conductivity Cells in 4 StepsEdinson Vallejo VidalNo ratings yet
- Essay 2Document5 pagesEssay 2akun berbeda 2No ratings yet
- Chemical Ammonia Report PDFDocument72 pagesChemical Ammonia Report PDFAli J. Hojeij100% (1)
- Homework Questions For Writing PracticeDocument8 pagesHomework Questions For Writing Practicenirvanjain212007No ratings yet
- LNG TerminalDocument136 pagesLNG TerminalIqbal Muhammad100% (6)
- Electrode Nut Upgrade Procedure - Oct 2023 - Rev DDocument4 pagesElectrode Nut Upgrade Procedure - Oct 2023 - Rev DerictilburgNo ratings yet
- Understanding Installation of Steam Tracing For Long-Term Application SuccessDocument31 pagesUnderstanding Installation of Steam Tracing For Long-Term Application SuccessDương HoàngNo ratings yet
- Hubbard 4 DuDocument34 pagesHubbard 4 DuAllan DudovskiiNo ratings yet