You might also like
- PROCESS Description 2Document9 pagesPROCESS Description 2Nabeel SiddiqueNo ratings yet
- Comparision of AZF Jacobs TechnologyDocument23 pagesComparision of AZF Jacobs Technologyসাইদুর রহমানNo ratings yet
- Dap Fertilizer 2 (Recovered) ..AhmedDocument11 pagesDap Fertilizer 2 (Recovered) ..AhmedAdeel Ashraf100% (1)
- Ammonia Process PFDDocument9 pagesAmmonia Process PFDMubarak100% (1)
- Process Evaluation & Research PlanningDocument2 pagesProcess Evaluation & Research PlanningVictoria Sahaya RaniNo ratings yet
- Urea Technology, Toyo Eng. CompnayDocument20 pagesUrea Technology, Toyo Eng. CompnaySteve WanNo ratings yet
- Site P&ID Sulfuric-Acid-PlantDocument5 pagesSite P&ID Sulfuric-Acid-PlantUday ChauhanNo ratings yet
- P&id 1 PDFDocument1 pageP&id 1 PDFprateek_bhoirNo ratings yet
- 103Document52 pages103Món Quà Vô Giá100% (1)
- Sulfolane Report - FinalDocument61 pagesSulfolane Report - FinalAngelo SuperTello100% (2)
- Catalyst Regeneration - For IndiaDocument2 pagesCatalyst Regeneration - For Indiasuprateem20100% (1)
- SSP Process DescriptionDocument10 pagesSSP Process DescriptionChirag JaniNo ratings yet
- Solvent Deasphalting of Saudi Residue To Produce Hard AsphaltDocument7 pagesSolvent Deasphalting of Saudi Residue To Produce Hard AsphaltBahar MeschiNo ratings yet
- PFD UP VI BalonganDocument70 pagesPFD UP VI BalonganNadia Shofiana100% (1)
- PR Project UpdateDocument68 pagesPR Project UpdateAbdulaheemNo ratings yet
- CH2MHILL - Process Control Philosohpy - Pinon Ridge ProjectDocument23 pagesCH2MHILL - Process Control Philosohpy - Pinon Ridge ProjectyyuliusNo ratings yet
- MD 510 0000 Eg Pi SPC 0004Document17 pagesMD 510 0000 Eg Pi SPC 0004SathishkumarNo ratings yet
- Hariom ReportDocument60 pagesHariom Reportहरिओम हरी100% (2)
- The Double Contact Process For Sulfuric Acid ProductionDocument3 pagesThe Double Contact Process For Sulfuric Acid Productionshahira anuarNo ratings yet
- FULLTEXT01Document210 pagesFULLTEXT01Mohamed TarekNo ratings yet
- ML II Application Ethanol BlendingDocument2 pagesML II Application Ethanol BlendingJavierfox98No ratings yet
- Hydrochloric Acid (HCL) Plant Ittehad Chemicals LTDDocument16 pagesHydrochloric Acid (HCL) Plant Ittehad Chemicals LTDKaleem AhmedNo ratings yet
- Methanol Safe Handling Manual Final EnglishDocument207 pagesMethanol Safe Handling Manual Final Englishkenoly123No ratings yet
- Summer Internship/Vocational Training Report: - Mr. Bardan LamaDocument40 pagesSummer Internship/Vocational Training Report: - Mr. Bardan Lamachemical todiNo ratings yet
- Borsodchem MCHZ, Czech Republic 6,000 NM /H HTCR Topsøe Hydrogen Plant A Case Story: 18 Months From Engineering To OperationDocument15 pagesBorsodchem MCHZ, Czech Republic 6,000 NM /H HTCR Topsøe Hydrogen Plant A Case Story: 18 Months From Engineering To OperationlaquetengoNo ratings yet
- HSFCCDocument22 pagesHSFCCdonald55555100% (1)
- Process Filtration & EquipmentDocument8 pagesProcess Filtration & EquipmentleslieNo ratings yet
- DMEDocument7 pagesDMEc_vivi92No ratings yet
- 0809S2 - Abs Nexant Report Phosphoric AcidDocument6 pages0809S2 - Abs Nexant Report Phosphoric Acidlhphong021191No ratings yet
- REACTOR DESIGN - Docx Fyp MyDocument5 pagesREACTOR DESIGN - Docx Fyp Myabdul rehmanNo ratings yet
- Ammonia TechnologyDocument7 pagesAmmonia TechnologyAbhiyan Anala ArvindNo ratings yet
- Natural Gas To BTXDocument505 pagesNatural Gas To BTXFrank Pocomucha GallardoNo ratings yet
- KSFL ReportDocument56 pagesKSFL ReportAbhishek KumarNo ratings yet
- Rectisol Master ThesisDocument236 pagesRectisol Master ThesismvooNo ratings yet
- Falling Film Heat Transfer CoefficientDocument22 pagesFalling Film Heat Transfer CoefficientZarra FaktNo ratings yet
- Techno Economic Evaluation of Waste Lube Oil Re-Refining in Saudi ArabiaDocument7 pagesTechno Economic Evaluation of Waste Lube Oil Re-Refining in Saudi ArabiaArifNo ratings yet
- Jihar Stage 3 Project: HPC Contract No: HPC/08-06 Petrofac Job No: JI-191Document2 pagesJihar Stage 3 Project: HPC Contract No: HPC/08-06 Petrofac Job No: JI-191HarryBouterNo ratings yet
- Phosphate and NPK FertilizersDocument8 pagesPhosphate and NPK Fertilizersvzgscribd0% (1)
- Reficar, Cartagena, Colombia, Cdhydro Cdhds SomDocument408 pagesReficar, Cartagena, Colombia, Cdhydro Cdhds Som•It's Mari Cami•No ratings yet
- Koch Modular ProcessDocument26 pagesKoch Modular ProcessKoch Modular ProcessNo ratings yet
- 2013 Serrafero Saipem Asian NandS OmegaBond Tubing Technology at GPICDocument35 pages2013 Serrafero Saipem Asian NandS OmegaBond Tubing Technology at GPICHummel Johnson0% (1)
- Ammonia PlantDocument1 pageAmmonia PlantprocesspipingdesignNo ratings yet
- Pilot Plant Cost Estimating PDFDocument5 pagesPilot Plant Cost Estimating PDFvaraduNo ratings yet
- Tài Loeeuj Thầy HaitDocument237 pagesTài Loeeuj Thầy HaitTiệp Matíc100% (2)
- Cansolv CO Capture: The Value of Integration: Energy ProcediaDocument10 pagesCansolv CO Capture: The Value of Integration: Energy ProcediasaverrNo ratings yet
- P&ID Sulfuric Acid PlantDocument5 pagesP&ID Sulfuric Acid PlantRen Ren Billones100% (2)
- Process Modeling, Simulation, and Environmental Applications in Chemical EngineeringDocument358 pagesProcess Modeling, Simulation, and Environmental Applications in Chemical Engineeringamerico molinaNo ratings yet
- Kres KBRDocument33 pagesKres KBRrenitadyahNo ratings yet
- GV Absorber Shell Leak in Ammonia Plant-II at IFFCO, Aonla Unit, IndiaDocument12 pagesGV Absorber Shell Leak in Ammonia Plant-II at IFFCO, Aonla Unit, Indiavaratharajan g rNo ratings yet
- Methanol Recovery From Pulp Mill Foul Condensate: UNB Engineering Design Symposium 2015Document1 pageMethanol Recovery From Pulp Mill Foul Condensate: UNB Engineering Design Symposium 2015nedian_2006No ratings yet
- Achieving Product Specifications For Ethane Through To Pentane Plus From NGL Fractionation PlantsDocument21 pagesAchieving Product Specifications For Ethane Through To Pentane Plus From NGL Fractionation PlantsmfcramerNo ratings yet
- Delayed Coking Fractionators PTQ Q2 2009Document5 pagesDelayed Coking Fractionators PTQ Q2 2009mahesh070No ratings yet
- Refinery Waste Water Treatment and ReuseDocument8 pagesRefinery Waste Water Treatment and ReuseMahmood VahidNo ratings yet
- The Rose Process: Tayseer Abdel-Halim and Raymond FloydDocument14 pagesThe Rose Process: Tayseer Abdel-Halim and Raymond FloydBharavi K SNo ratings yet
- C 5 W M M O G O: Hapter Aste Inimization and Anagement IN Il and AS PerationsDocument32 pagesC 5 W M M O G O: Hapter Aste Inimization and Anagement IN Il and AS PerationsAlok SinghNo ratings yet
- Session VI - Petrochemical Processing: A. PropyleneDocument5 pagesSession VI - Petrochemical Processing: A. PropyleneMallela Sampath KumarNo ratings yet
- IBP1231 - 19 Case Study To The Adjustment of The Drainage System in Order To Reduce The Financial Losses With Degraded Product in A Fuel TerminalDocument7 pagesIBP1231 - 19 Case Study To The Adjustment of The Drainage System in Order To Reduce The Financial Losses With Degraded Product in A Fuel TerminalMarcelo Varejão CasarinNo ratings yet
- Green - 7Document28 pagesGreen - 7kanji63No ratings yet
- AODD Pumps in Chemical ProcessesDocument7 pagesAODD Pumps in Chemical ProcessesAlexNo ratings yet
- A New Separator Helps FCC Adapt To A New Refinery-Petrochemical Role-EnglishDocument10 pagesA New Separator Helps FCC Adapt To A New Refinery-Petrochemical Role-EnglishMai Ngoc ChienNo ratings yet
- Tỷ số air-fuel lý tưởng (14.7)Document9 pagesTỷ số air-fuel lý tưởng (14.7)Vinh Do ThanhNo ratings yet
- Modeling and Simulation of A Co-Current Rotary Dryer Under Steady ConditionsDocument8 pagesModeling and Simulation of A Co-Current Rotary Dryer Under Steady ConditionsVinh Do ThanhNo ratings yet
- Dryer CalculationsDocument4 pagesDryer CalculationsVinh Do Thanh0% (1)
- Air-Fuel Ratio, Lambda and Engine Performance: AFR M MDocument12 pagesAir-Fuel Ratio, Lambda and Engine Performance: AFR M MVinh Do ThanhNo ratings yet
- 4244 12672 1 PB PDFDocument15 pages4244 12672 1 PB PDFVinh Do ThanhNo ratings yet
- Studies On Drying Kinetics of Solids in A Rotary DryerDocument6 pagesStudies On Drying Kinetics of Solids in A Rotary DryerVinh Do ThanhNo ratings yet
- Ansi B16-104Document1 pageAnsi B16-104Monica Suarez100% (1)
- Tinh Luong Nuoc Bay HoiDocument22 pagesTinh Luong Nuoc Bay HoiVinh Do ThanhNo ratings yet
- Modelling and Simulation of A Direct Contact Rotary DryerDocument16 pagesModelling and Simulation of A Direct Contact Rotary DryerVinh Do ThanhNo ratings yet
- Aoac - Methods.1.1990. MoistureDocument2 pagesAoac - Methods.1.1990. MoistureVinh Do ThanhNo ratings yet
- 4244 12672 1 PB PDFDocument15 pages4244 12672 1 PB PDFVinh Do ThanhNo ratings yet
- PEP Report 267A: Ihs ChemicalDocument8 pagesPEP Report 267A: Ihs ChemicalVinh Do ThanhNo ratings yet
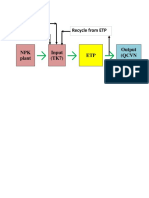
- Recycle From ETP Make Up H2O DAP, UreaDocument1 pageRecycle From ETP Make Up H2O DAP, UreaVinh Do ThanhNo ratings yet
- E. E.' " (75 Ion Agent of Firm Rope-Mckay & AssociatesDocument7 pagesE. E.' " (75 Ion Agent of Firm Rope-Mckay & AssociatesVinh Do ThanhNo ratings yet
- MCCM 69 3 s192-197 KrauseDocument6 pagesMCCM 69 3 s192-197 KrauseVinh Do ThanhNo ratings yet
- Application of Excel in Psychrometric AnalysisDocument20 pagesApplication of Excel in Psychrometric AnalysisVinh Do ThanhNo ratings yet
- Equivalent Grades of Cast IronsDocument2 pagesEquivalent Grades of Cast IronsVinh Do Thanh100% (1)
- DRS 279-2015 Organic Fertilizer - SpecificationDocument17 pagesDRS 279-2015 Organic Fertilizer - SpecificationVinh Do ThanhNo ratings yet
- CRACKER A PC Based Simulator For Industr PDFDocument6 pagesCRACKER A PC Based Simulator For Industr PDFVinh Do ThanhNo ratings yet
- Metal Price IndexDocument1 pageMetal Price IndexVinh Do ThanhNo ratings yet
- Estimating Evaporation From Water SurfacesDocument27 pagesEstimating Evaporation From Water SurfacesVinh Do ThanhNo ratings yet
- 8D Problem Solving Worksheet: AQDEF.406Document8 pages8D Problem Solving Worksheet: AQDEF.406Vinh Do ThanhNo ratings yet
- How Mixing Affects The Rheology of Refractory Castables - Part IIDocument25 pagesHow Mixing Affects The Rheology of Refractory Castables - Part IIVinh Do ThanhNo ratings yet
- What Is P-Delta, P-Delta Effects and P-Delta Analysis Parameters - Civil MDCDocument6 pagesWhat Is P-Delta, P-Delta Effects and P-Delta Analysis Parameters - Civil MDCIndisi EngineeringNo ratings yet
- Release Notes For Usfos 8-7Document19 pagesRelease Notes For Usfos 8-7Rahul MalhotraNo ratings yet
- GSL DIP Phase - 1 Cooler 45kWDocument1 pageGSL DIP Phase - 1 Cooler 45kWMuhasin PallikkalNo ratings yet
- P No QaDocument11 pagesP No QadhasdjNo ratings yet
- Engineering Structures: Review ArticleDocument16 pagesEngineering Structures: Review ArticleCavernNo ratings yet
- Motion in Two Dimensions: Science 10 Quarter 4 Module 2 Week 2Document4 pagesMotion in Two Dimensions: Science 10 Quarter 4 Module 2 Week 2KkkkkNo ratings yet
- Pump Control PW200 220-7Document21 pagesPump Control PW200 220-7Teknik Makina100% (1)
- Truss Fact Book 2010Document28 pagesTruss Fact Book 2010eusufiqbalNo ratings yet
- HP 430 - 431 - 435 - 630 Cq43 Foxconn Chicago Montevina Uma Tpn-f101tpn-f102 Rev 0.1 SchematicsDocument46 pagesHP 430 - 431 - 435 - 630 Cq43 Foxconn Chicago Montevina Uma Tpn-f101tpn-f102 Rev 0.1 SchematicsMalith UdayangaNo ratings yet
- Enumerate The Forms of Prestressed SteelDocument4 pagesEnumerate The Forms of Prestressed SteelHunter BravoNo ratings yet
- NDT Sa Ut 015 Rev 1Document22 pagesNDT Sa Ut 015 Rev 1Jeganeswaran100% (1)
- High Voltage On - Site Test GIS - InstructionDocument8 pagesHigh Voltage On - Site Test GIS - InstructionJairo MoralesNo ratings yet
- 9590-4002 v5 Wired Control Installation Owners-2Document32 pages9590-4002 v5 Wired Control Installation Owners-2Phương LanNo ratings yet
- D1103ENDocument55 pagesD1103ENGustavoJanito100% (1)
- Accent Compession Pressure InspectionDocument12 pagesAccent Compession Pressure Inspectionflash_24014910No ratings yet
- ECL 439 - Wireless CommunicationsDocument11 pagesECL 439 - Wireless CommunicationsjackNo ratings yet
- Biological Oxidation: Dr. Dalia ShaalanDocument24 pagesBiological Oxidation: Dr. Dalia ShaalanALIYU AYUBA FUSAMINo ratings yet
- M32-W o IncineratorDocument137 pagesM32-W o IncineratorAlex100% (1)
- DGUS - SDK User Guide: Beijing DWIN Technology Co., LTDDocument40 pagesDGUS - SDK User Guide: Beijing DWIN Technology Co., LTDmirko31121978No ratings yet
- Quadrtic Equations ExercisesDocument58 pagesQuadrtic Equations ExercisesSachin100% (1)
- Franklin Vives. Frvito-030. NitroDocument12 pagesFranklin Vives. Frvito-030. NitroguilloNo ratings yet
- Atmel 42566 ATWINC3400 WiFi BLE Network Controller Software Design Guide UserGuideDocument148 pagesAtmel 42566 ATWINC3400 WiFi BLE Network Controller Software Design Guide UserGuidestu807No ratings yet
- A Substrate Integrated Gap Waveguide Based Wideband 3-dB Coupler For 5G ApplicationsDocument9 pagesA Substrate Integrated Gap Waveguide Based Wideband 3-dB Coupler For 5G Applicationsvijeta diwanNo ratings yet
- PT 4 Science 8 q3Document3 pagesPT 4 Science 8 q3Bing Sepe CulajaoNo ratings yet
- Hello World in Various LanguagesDocument2 pagesHello World in Various LanguagesLindaNo ratings yet
- Memory and I/O Decoding: The x86 Microprocessor - Lyla B Das 1Document61 pagesMemory and I/O Decoding: The x86 Microprocessor - Lyla B Das 1A Samuel ClementNo ratings yet
- A Study On User Awareness and Satisfaction Towards Paytm in Madurai CityDocument4 pagesA Study On User Awareness and Satisfaction Towards Paytm in Madurai CitysiteforprofessionalNo ratings yet
- CA (15-25 MM) Gradation For ConcreteDocument1 pageCA (15-25 MM) Gradation For ConcreteAdrian FrantescuNo ratings yet
- 441 Din 442 DinDocument10 pages441 Din 442 DinCarlos Garcia CaballeroNo ratings yet
- Heba Hathout - The Old Hats ProblemDocument11 pagesHeba Hathout - The Old Hats ProblemKluff5878No ratings yet