Professional Documents
Culture Documents
Detailers Guide To Welding
Uploaded by
Jagatheesh Radhakrishnan100%(1)100% found this document useful (1 vote)
269 views67 pagesDetailers Guide to Welding
Original Title
Detailers Guide to Welding
Copyright
© © All Rights Reserved
Available Formats
PDF or read online from Scribd
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentDetailers Guide to Welding
Copyright:
© All Rights Reserved
Available Formats
Download as PDF or read online from Scribd
100%(1)100% found this document useful (1 vote)
269 views67 pagesDetailers Guide To Welding
Uploaded by
Jagatheesh RadhakrishnanDetailers Guide to Welding
Copyright:
© All Rights Reserved
Available Formats
Download as PDF or read online from Scribd
You are on page 1of 67
WELDING
Page | of 1
Subj, Detailers Guide to Welding
Date: 2/21/05 2:44:08 P.M. Central Standard Time
From: —_loch4@on.aibn.com
To: coastdet!@aol.com
Hi Paul
Sorry this took a bit to get to you. Ive tried 3 times to send it out via my NISD hotmail account, but msn seems to
be having troubles today so | decided to send it out via the company email
‘There are 3 small errors in this copy.
1. pg. 9- In "Groove welds", the welding symbol shows (E) as Effective throat size.
weld size. (as the term throat is used only for fillet welds }
2. pg. 18 - E = Effective throat should read = Effective weld.
3. pg. 50 references to weld access geometry on page 53. This should be page 54.
should read "effective
Please let me know how the meetings turn out. It sounds like itis going to be very interesting, | think our Chapter
needs to set up meetings like that as we are having trouble keeping the members interested and active.
‘See you in Montreal
Sincerely,
Christine McCulloch
No virus found in this outgoing message.
Checked by AVG Anti-Virus.
Version: 7.0.300 / Virus Database: 266.1.0 - Release Date: 2/18/2005
DETAILERS GUIDE TO WELDING
DETAILERS GUIDE TO WELDING
This Guide was prepared by Structural Steel Draftsmen for use by
Structural Steel Draftsmen. We have tried, where possible, to show
the weld symbol to achieve the desired weld. The Guide will not
answer or satisfy all welding related questions, particularly in matters
relating to capacity, and hopefully will be used as a first reference
before seeking additional information from AISC manuals, AWS
publications or Gooderham Centre for Industrial Learning publications
(GCIL, formerly the Canadian Welding Bureau). As always, where the
Fabricator has localized procedures with AWS or GCIL Approval, then
these will supersede the Detailers Guide to Welding.
The Detailers Guide to Welding is a work in progress and should be
updated at regular intervals.
Tom McCulloch Christine McCulloch
Loch & Associates Inc. Loch & Associates Inc.
Ron Sawatsky Brian Lenartowich
RAM Drafting Ltd. Digital Witness Inc.
Markus Kettner
Ryton Structural Group
DETAILERS GUIDE TO WELDING
Disclaimer
While much effort has been expended by mony persons to
ossure the accuracy of the information contained herei
one involved in the preparation or presentation of this
publication can assume any responsibility for errors resulting
from the use of the contents of this manual. The accuracy,
adequacy and the applicability of all data should be verified
by the user's engineering staff or consultant.
DETAILERS GUIDE TO WELDING
Note:
The bottom right corner of each page contains o
Bibliography Reference with a * ond a number which denotes
the source of the information. If the page has no * and
number, it signifies that the information was provided by
members of the Welding Committee.
The Bibliography is loccted on poge 59 of this monual.
DETAILERS GUIDE TO WELDING
TABLE of CONTENTS
History of Welding
Welding Processes
Welding Electrodes -
Elements of the Welding Symbol
Terminology for Joints
Flore Groove ond intermittent Welds
Weld Symbol Chart
General Provisions --
Bosic Joints ond Location of Filet Weids
‘Sample Welds
Minimum Size for Welds
Stresses in Welds --
Prequalified Welds
Weld Clearance Requirements
Minimum Shelf Dimensions for Filet Welds
Beam Copes, Corner Clips & Backing Bare
Lomellor Tearing
Splices in Heavy Sections --
Weld Access Hole Geometry -
Special Considerations
Seismic Welds - -
Nondestructive Testing of Welds
Detailers Check List for Welding
Bibliography
DETAILERS GUIDE TO WELDING
ickground
yo very recently, in the hisiory of mankind, the only method avatble to join metale wos by
forge welding which requires two pleces of metal to be heated and then pressed or
hammered together to develop a metallurgical bond between the two. Modern weldin:
technology con trace Its origins to the first holf of the 19th century when advances in
electrical technology such as the production of an orc between two corbon electrodes ond
Invention of the electric generator took place. By the end of the 19th century, these odvonces
had led to the development of three new welding processes; arc welding, resistance welding
‘and oxy-acetylene welding. The ore welding process in its numerous variations is now the
most important and widely used welding process.
The first major patent for are welding wos awarded in the UK to two Russions, Nikolas de
Benardos "and Stonislav Olszewski in 1885, who employed 0 carbon electrode os the positive
pole to obtoin on arc with the workpiece (negative pole). The orc heated the workpiece
Comprising two adjoining pieces of lead or iron so that they locally melted ond fused with each
other, Soon thereafter, in. 1889, Lovionoff in Russio and Charles Coffin in the USA were able
to substitute © metal electrode ' for the carbon electrode.
A significont advancement in welding come with the use of a metal electrode. Carbon
electrodes previously in use could not provide filler metal. Further advances and
‘opplicatione of the metal are welding process depended on the development of improved
metal electrodes for greater orc stability and meons to shield the molten pool from
contamination from the air surrounding the arc which embrittled the weld metal.
The earliest effort in this regard was the opplication of coating or covering to the metal
electrode. Oscar Kjeliberg of Sweden opplied the coating by dipping short lengths of iron wires
in a thick mixture of corbonates and silicates, ond then letting them dry. The British were the
firet to attempt application of the arc welding technology on. a significant scole as o
substitute for riveting In the fabrication of ships. “In the USA, oround the same time ot the
start of World
Wor |, German ships interned in New York harbour and scuttled by their crews
were ‘rapidly brought back into service by effecting repairs using arc welding. The first oll
wolded ship, the Fulagor was launched by the British in 1920.
During the 1920's, orc welding was opplied for fabrication of heavy wall pressure vessels and
buildings. in Conada, 0 500 foot long, three span bridge having an all welded construction was
erected in Toronto in 1923. However, widespread use of arc welding had to woit until 1927
when an extrusion process to economically apply covering to the electrode was developed.
Electrodes for welding stoinless steel, coverings that reduced the amount of hydrogen in the
‘wold metal or that contained more eosily ionized ingredients for arc stabilization were developed
s00n after.
DETAILERS GUIDE TO WELDING
In 1930, Robinoff was awarded @ patent for submerged orc welding (welding under powder or
flux, continuous wire without any covering) of longitudinal seams in pipes. Being a highly
productive, ‘mechanized process, it is still very popular for welding thick steels.
Use of externally applied gases instead of slag ond goses formed from the electrode covering
to. shield the weld pool in arc welding had also been investigoted. During the 1920's, Hobort
‘and Devers In the USA experimented with orgon and helium as shielding gases ond this wos a
precursor to the development of the gos tungsten arc welding process used for welding of
magnesium, oluminum ond stainless steel, during World Wor Il. Their work also demonstrated the
use of continuous wire being fed through a nozzle for arc welding with extemal inert shielding
was later developed into the gas metal orc welding process in 1948 at
Bottelle Memoricl Institute. Availability of smaller diameter wires and constant voltage power
sources made this process more populer for joining of non-ferrous metals and olloys.
Application of gas metal are welding to steels had to owolt the introduction of carbon dioxide
‘oa shielding gos in 1953, and since then there have been numerous developments in regards
to the use of gas mixtures contoining argon, helium, oxygen and carbon dioxide for gos metol
‘orc welding of steels.
‘Another significant innovation in the mid—50’s was the development of _tubulor wires that
contained fluxing agents on the inside. The gases generated by the decomposition of the
fluxing agents as well os an extemolly applied gas ore used for shielding the pool from
atmospheric contamination, initially known as the Dualehield process, it is know as flux cored
‘re welding todoy. Other variations of tubular wires that have a significant usage today include
self shielded flux cored are welding wires (\.e., without using the external gas shield) ond metal
cored arc welding wires (only metal powder and some arc stabilizing materials inside and used
with external shielding gos).
Welding processes other than those using an arc heat for welding hove also been developed over
the years since the lost port of the 19th century. Briefly, these can be summarized os follows:
— resistance welding end its variations (spot welding
seam welding, projection welding, flash butt welding)
‘over the period 1885 to 1900;
— ‘thermit welding for joining roils in 1903;
= dlectrosiag welding during the 1950"
= electrogos welding in 1961
= plasma ore welding in 1957;
lectron beam welding in late 1950's.
DETAILERS GUIDE TO WELDING
WELDING PROCESSES:
Metal Ars MAW)
‘Shielded metal arc welding, an important welding process in both shop and field, is sometimes
referred to as manua) or stick welding. An electric arc Is produced between the end of o
coated metal electrode and the steel components to be welded. The are heats the base metal
‘and the electrode to the point where they melt ond form a molten pool on the surface of the
work. As the arc Is moved along its path, the pool solidifies behind it to form a homogeneous:
weld, which Is fused with and becomes on ‘effective port of both joint components.
During the welding process, the electrode coating serves two purposes:
(1) it forms a gas shield to prevent absorption of impurities from the atmosphere.
(2) the flux in the coating purifies the molten metal. The flux forms a siag on the
weld foce and causes weld splatter, which sticks to the surrounding metal. Both
of these deposits are removed readily by chipping or scraping.
Figoré 3.2: Electrical Circult for SMAW
DETAILERS GUIDE TO WELDING
MAW
The gas metol ore welding process is importont in structural shop opplications because of its
adaptability to all—position work. This process, which may be automatic or semi—outomatic,
utilizes on uncoated solid wire electrode with arc and weld metal shielding provided by a streom
of gos. For this reason its use in field welding may require the construction of temporary
screens to protect the shielding gos from winds frequently encountered on construction projects.
By chonging the type of gos or the arc polarity, the cross section of the deposited metal con
be controlled to produce brood, shallow penetration or relatively deep penetration at the weld
center line. This process is also known as Mig (metal inert gas) welding, When the ore is
shielded with carbon dioxide, it may be called C02 welding.
= Variables that must be seiacta fr GMAW
Figure 4.2 Equipment Arrangement for GMAW
DETAILERS GUIDE TO WELDING
Submerged Arc Welding (SAW)
‘Submerged ore welding is on Important shop welding process. It is performed by either an
‘automatic or semi-automatic method. It is.similar in principle to shielded metal arc
welding. However, a continuous bore wire electrode is used instead of a coated “stick”
electrode and the flux is supplied in granular form. Loose flux is placed over the jpint to bo
welded and the electrode wire Is pushed through the flux. As the orc is established, port of
the flux melts to form a slag shield which covers the molten metal.
Submerged orc welding results in deeper weld penetration ond a considerably foster deposition
rate of welding than ts possible in the shielded metal arc process. The weld surface is smooth
ond spater doesnot term. Here too, the slg must be removed, Unmalted fux f recovered
fond reused.
In the automatic process, an electrically controlled machine supplies the flux and wire through
separate nozzles as it moves along a track. The semi-automatic method employs o
hand—guided device which automatically feeds both wire and flux through a single nozzle.
This process is sometimes used with multiple electrodes in the automatic process, where lorger
weld ‘sizes and longer lengths justify this type of equipment.
ding (FC:
‘This process may also be automatic or semi-automatic. The electrodes ore tubular ond
contain flux filed core which provides shielding for the arc and weld metal. It has the same
‘opplications as the gas metal orc process, with the added advantage that the arc shielding is
Ot os likely to be affected by the wind in exposed locations. Additional shielding for arc
stability may be obtained from externally supplied gas or mixture of goses.
Stud Welding
This is o process by which specially manufactured studs ore end—welded to structural members.
A gun—type device with special controls holds the stud in position, strikes on arc betwoen the
“iud and the member and, when fusion temperature Is reached, automatically pushes th
into the molten pool of metal. Fluxing arrangements vary, depending on the manufactur
ceramic collar or ferrule encloses the molten metal during the welding process, ond is di
ofter the weld is completed. No external rod or wire is used in this process.
Examples of studs commonly used include shear connectors for composite steel—concrete
construction, concrete anchors, and a voriety of threaded fasteners used by other trades to
attach other materia! to steel framing,
Coution must be exercised In welding studs in positions other than flat, since gravity tends to
pull the molten metol down from the joint to produce a less thon complete end weld. The
lorger stud diameters are more susceptible to this problem.
DETAILERS GUIDE TO WELDING
Welding Electrodes
‘An are welding electrode is o metal or wire rod used os a terminal (or terminals) in on
electrical current for the purpose of producing an electric arc. In the arc welding process, the
electrode oso provides the filler metal to the weld. The electrodes used ore either metallic or
‘carbon, depending on the work to be welded ond other requirements.
‘The £70XX (AWS A5.1) class of electrodes (nominal 70 ksi tensile strength) represents the mild
steel grade most commonly used in structural work for shielded metal arc welding. The E7OXX
(AWS 5.5) class covers low alloy electrodes for the some purpose. Comparable submerged orc
flux-electrode combinations ore in the F7X—-EXXX (AWS A5.17) class. Gas metol electrodes ore
in. tho E7XT-X (AWS A5.20) class. As con be seen in Toble 4.1.1 of AWS Code D1.1, which lists
the various electrode classes in ascending order of weld strength, the 70 grade is compatible
with most of the carbon and high atrength low alloy steels listed in the AISC Specification.
The terms E7OXX, F7X-EXXX, ER70S-X and E7XT-X are bbreviations for electrode or
flux-electrode classes. The letter E stands for electrode; F stands for flux; S stands for solid
electrodes; ond T indicates o flux cored tubulor electrode. The number 70 is the specified
minimum tensile strength of deposited weld metal, in ksi. The number 7 oppearing in thi
F7X-EXXX is also 0 minimum specified tensile strength of deposited weld metal, but expressed
in 10 ksi units (7=70 ksi), The suffix X's stond for numbers and ore replaced by numbers
when design considerations so require. Thus, E7OXX might be specified as £7014, in which cose
the number 1 indicates the optimum welding position(s), ond 4 indicates the electric current to
be used, as well os the type of electrode covering,
The various E sequences in electrode classes for other processes have similar or additional
ignificances. The determination of these numbers and their interpretation may be made by
reference to the opplicable electrode specification. It will be noted in AWS Table 4.1.1 that the
electrode closses in part of the higher strength range are replaced by grades, such as Grade
E1007. Where these grades are shown, electrodes ond fluxes are at the febricators option,
subject to the provisions of AWS D1.1 for the opplicable process.
It should be noted that the selection of electrode to be used is not determined by the detailer.
Weld Types
Welds are identified by their profile or cross section. The two most Important types of
structural welds are fillet welds and groove welds. Back welds, used in conjunction with single
groove weld, most often after gouging the root to sound metal, serve to complete the weld
Penetration ct the weld root. Structural welds of secondary importance ore plug, slot, and flare
‘welds, which ore useful but limited in opplication.
The designer specifies the type and size of weld. The fabricator decides the welding process,
joint detail ond welding position.
DETAILERS GUIDE TO WELDING
NOTE:
Job specific and regional considerations will dictate if Imperial
‘or Metric designations are to be used.
— Within this publication Metric and Imperial Units ore used.
REFERENCE
STE OR DEPTH
OF PREPARATION
EFFECTIVE THROAT
OF A GROOVE WELD
BASC WELD SYMBOL.
DETAILERS GUIDE TO WELDING
(gots | sive:
ROOT OPENING
GROOVE ANGLE
FINISH SYMBOL
WELD LENGTH
PITCH (CENTER TO CENTER)
DETAILERS GUIDE TO WELDING
TERMINOLOGY FOR JOINTS
Fillet Welds
1. WROAT of « LET WDE The shertest distance fom the root
of the let weld to ite fore.
2. LEG of @ PLT WELD: The distance from the root of the
jphnt to the toe of the Tet wold.
3. ROOT of WELD: Deepest potnt of useful penetration
ire lel weld.
4. TOE of @ WELD: The jction between the face of a
weld ond the base mela.
5. FACE of WED: The exposed surfoce of a weld on
the sige fom shich the wading
ros done,
{8 DEPTH of FUSION: Tho dltance that fusion extends
into the bore mate
7. SIZE of WELD(S): Leg length of the filet
FLAT CONTOUR
CONTOUR FINISHING
‘ON FILLET WELDS IS
NON-STANDARD
5
t
ee
1
1 ROOT GFENNG (2: The setatin Dineen andes
esterase
Bat
2. ROOT FACE (RF: Groove foce adjocent to the root
3
5. OE FACE: The fae of aber nce
MR
4 26/L MCLE (0: Twang fd bata he peed
Secs bat as pnd
perpendicular to the eurfece of the
momber.
5, GROOVE ANGLE (A): The total incuded angle of the groo¥e
between parts to be fined by 0
groove weld
6. SZE of WES}: The Jant penetration (depth of
horfering plus root penetration
‘when specie).
7. PLATE THOKNESS (Tf: Thickness of plote welded.
erecme
THROAT (SIZE)
LENGTH NOT
‘SPECIFIED AS
GROOVES
NORMALLY
CoNTINUOUS
DETAILERS GUIDE TO WELDING
SEL ser
FLARE-BEVEL FLARE-V
Se OTT
— BASIC
— CHAIN
— STAGGERED
PITCH — DISTANCE BETWEEN CENTERS OF
INCREMENT ON EACH LINE OF WELD.
Prox Parca
REQUIRED "E” FOR SOLID ROUND
BARS SEE CSA W59 TABLE 4—1
FLARE-BEVEL FLARE-V
(© = GAB f) ~ 0sA W59 © =a")
(© = 03) ~ CSA Wo9-w
(CREMENT) aT HIER)
(GN) «1 Ce)
Pr = L +e
It
DETAILERS GUIDE TO WELDING
AMERICAN WELDING SOCIETY
Welding Symbol Chart
Ba arg Byatt a Tr Coan OR
y Lg
ZmeD |&
November, 2004
4
@
Biography Ret__* 4
DETAILERS GUIDE TO WELDING
AMERICAN WELDING SOCIETY
Welding Symbol Chart
SRST Sao Pt a ET Se
sonia —
a ee |
EY | ORS | GS
= a eee
ney
VEK | OA T™
‘sai ont tna are ran eo GoD: T OW congas SNORT be Ea! ro aye AEA
4 ee
November, 2004 12
DETAILERS GUIDE TO WELDING
Symmetrical Weld Symbols
If the weld symbols used on both sides of the reference line, hove axes of symmetry thet are
perpendicular, or normal, to the reference line, then these axes of the symbols shell be directly
aligned across the reference line. Staggered intermittent welds ore on exception.
lor | Weld Symbol
If elther of the weld symbols used lacks on axis of symmetry perpendicular, or normal, to the
reference line, then the left sides of the weld symbols shall be directly aligned across the
reference line. Staggered intermittent welds are an exception.
ion_of. ific IL
Fillet, bevel-groove, J—groove, and flare bevel-groove weld symbols shall be drawn with the
perpendicular leg ALWAYS to the left.
Break in Arrow
When only one joint member Is to have a bevel, or J-groove, the arrow shall have o break, and
be pointed towards that member. The arrow need not be broken if it is obvious which member
is to have o bevel or J~groove. It shall not be broken if there is no preference as to which
member is to have a bevel or J~groove.
mbined Wel: Is
For joints requiring more thon one weld type, a symbol shall be used to specify each weld.
s in the Direction of Weldi
‘Symbols only apply between any changes In direction of welding, or to the extent of hatching or
dimension lines except when the weld all-around symbol is used. Additional welding symbols or
multiple orrows shall be used to specify the welds required for ony changes in direction. When
it is desirable to use multiple arrows ono wolding symbol, the arrows shall originate trom a
single reference line or from the first reference line in the cose of a multiple reference line
symbol.
DETAILERS GUIDE TO WELDING
Hidden Members
When the welding of @ hidden member is the same os that of o visible member, it may be
‘specified in the tall of the weld as “typicol both members”. If the welding of a hidden member
is different from that of a visible member, specific information for the welding of both shall be
specified. If needed for clarification, ouxiiary illustrations or sections shall be provided.
WI Aroun:
A continuous weld, whether single or combined type, extending around @ series of connected
jpints may be specified by the addition of the weld~oll—cround symbol at the junction of the
‘Grrow and reference line. The series of joints may involve different directions ond may lie in
more than one plone.
Welds extending around the circumference of @ pipe are excluded from the requirement regarding
changes in direction and do not require the weld—all—around symbol to specify a continuous
weld.
il_of th
If required, the welding ond allied process to be used may be specified by plocing the
‘oppropriate letter designations from the AISC manual in the tail of the welding symbol.
‘Specifications, codes or any other applicable documents moy be specified by plocing the
reference in the tall of the welding symbol. Information contained in the referenced document
need not be repented in the welding symbol.
Repetitions of identical welding symbole on a drawing may be avoided by designating o single
welding symbol as TYPICAL and pointing to the arrow to the representotive joint.
When the bosic weld symbols are inadequate to indicate the desired weld, the weld shail be
specified by a cross section, detail, or other data with a reference thereto in the toll of the
welding symbol. This may be necessary for skewed joints.
When no references are required, the toil may be omitted from the welding symbol.
ntor ined by Weldi
Welds to be mode with approximately flush, flat, convex, or concave contours without the use of
mechanical finishing shall be specified by adding the flush or fict, convex or concave contour
symbol to the welding symbol.
Cc ai Finishit
Welds to be finished approximately flush, flat, convex, or concave shall be specified by adding
the appropriate contour symbol ond the finishing symbol. The following finishing symbols moy
be used to specify the method of finishing, but not the degree of finish:
H — Hammering M — Machining
R Rolling
DETAILERS GUIDE TO WELDING
Basic Joints
DETAILERS GUIDE TO WELDING
Sample Welds and the Symbol to Achieve that Weld
WELD CROSS SECTION
ARROW SIDE
OG tk
WELD CROSS SECTION ‘syMBoL WELD CROSS SECTION ‘SYMBOL
APPLICATION OF WELD ALL-AROUND SYMBOL DOUBLE-BEVEL—GROOVE_AND FILLET WELD SYMBOLS
WEDD CROSS SECTION ‘SYMBOL,
SEAL WELD
(NOTE: ALL AROUND SYMBOL NOT RECUIRED)
“gmp ood worry UN
Ps
:
2
i
a
wos annie w
0 sue 9 SUBIR OF ED LO PH
ff Fe Be Be one eco wm none
¢
Tuseag paquy SH 5 OM SLED wr 8
(usted “Sp aang 04 v0 9 6 0, OID
UT BTOTES
wie co vgonuen Bugs oh
“ants 6: wba, 6 vgemun wg “4
DETAILERS GUIDE TO WELDING
S,NNOO BV3HS SIVy STONIS G3MGNS YOJ ONICTAM|
(GvOUMTUS 3EKL NCES 36 LOWND ONCTEN WYS 10K)
110 Sav 338
(an ze Poor =a)
Chasm oe = Be cor = 9 B= 2s wow suas = 3
(o-wros 3 S$-wvos ms) f= 2+
S,NNOO UW3HS 3LVy STONIS G3M3YS OS ONIGTIM
DETAILERS GUIDE TO WELDING
WELDS
Ei
Effective Area — The effective areo of fillet welds shall be taken as the effective length times
the effective throat thickness.
The effective length of fillet welds, except fillet welds in holes ond slots, shail be the overcll
length of full-size filets, including returns.
‘The effective throat thickness of a filet weld shall be the shortest distance from the root of
the joint to the face of the diagrammatic weld, except that for fillet welds mode by the
submerged arc process, the effective throat thickness shall be taken equal to the leg size for
3/8" and smolier filet welds, and equal to the theoretical throat plus 0.11” for filet welds
larger than 3/8”
For filet welds in holes ond slots, the effective length shall be the length of the centerline of
the weld along the center of the plane through the throat. In the case of overlapping fillets,
the effective area sholl not exceed the nominal cross-sectional area of the hole or slot in the
plone of the foying surface.
Limitations ~ The minimum size of fillet welds shall be as shown in table J24 (below, token
from AISC Manucl of Steel Construction, Ninth Edition). Minimum weld size is dependent upon
the thicker of the two parts joined, except thot the weld size need not exceed the thickness of
the thinner port. For this exception, particular core shall be token to provide sufficient preheat
for soundness of the weld. Weld sizes larger thon the thinner port joined ore permitted if
required by colculated strength. in the as—welded condition, the distonce between the edge of
the base metal and the toe of the weld may be less than 1/16” provided the weld size is
clearly verifiable.
The maximum size of fillet welds that is permitted along edges of connected parts shall be:
= Material loss than 1/4” thick, not greater than the thickness of the material.
= Materia! 1/4” or more in thickness, not greater than the thickness of the
material minus 1/16", unless the weld ie especially designated on the
drawings to be built out to obtain the full-throat thickness.
TABLE J2.4
Minimum Size of Fillet Welds
Misigum Size of Filet
5)
Over 1/4 to 1/2
Over 1/2 to 3/4
Over 5/4
Leg amension of let wes. Sigle-poss wel ust bo used,
DETAILERS GUIDE TO WELDING
The minimum effective length of fillet welds designed on the basis of strength sholl be not less
thon 4 times the nominal size, or else the size of the weld sholl be considered not to exceed
1/4 of its effective length. If longitudinal fillet welds ore used clone in end connections of flat
bor tension members, the length of each filet weld shall not be less than the perpendicular
distance between them. The tronsverse spocing of longitudinal filet welds used in end
connections of tension members sholl not exceed 8°, uniess the member is designed on the
bosis of effective net area in accordance with Sect. 83. (AISC — Manual of Steel Construction,
Ninth Edition)
Intermittent filet welds ore permitted to tronsfer colculated stress across a joint or foying
‘surfaces when the strength required is less than that developed by o continuous fillet weld of
the smallest permitted size, ond to join components of built-up members. The effective length
of ony segment of intermitient filet welding shall be not less than 4 times the weld size, with
minimum of 1 1/2".
In lap joints, the minimum lop shall be 5 times the thickness of the thinner part joined, but not
Tess thon 1”. Lop joints joining plates or bars subjected to oxic! stress shall be fillet welded
‘long the end of both lapped parts, except where the deflection of the lopped ports is
sufficiently restrained to prevent opening of the Joint under maximum loading.
Fillet welds in holes or slots ore permitted to tronsmit sheor in lap joints or to prevent the
buckling or separation of lapped parts and to join components of built-up members. Such fillet
welds moy overlap, subject to the provisions of Sect. J2. ( AISC — Monuol of Steel
Construction, Ninth Edition) Fillet welds in holes or slots are not to be considered plug or slot
welds.
Side or end fillet welds terminating ot ends or sides, respectively, of parts or members shall,
wherever practicable, be returned continuously around the comers for a distance of not less
than 2 times the nominal size of the weld. This provision shall apply to side ond top fillet
welds connecting brackets, beam seats and similor connections, on the plane about which
bending moments are computed. For framing ongles and simple endplate connections which
depend upon flexibility, end returns shall not exceed four times the nominol size of the weld.
Fillet welds which occur on opposite sides of a common plone shall be interrupted at the corner
common to both welds. End returns shall be indicated on the design and detail drawings.
Plug and Slot Welds
Effective Area — The effective shearing area of plug and slot welds shall be considered as the
Rominal eross~sectional area of the hole or siot in the plane of the faying surface.
Limitations — Plug or slot welds are permitted to transmit shear in lap joints or to prevent
Buckling of lopped parts and to join component parts of built-up members.
DETAILERS GUIDE TO WELDING
STRESSES in WELDS
Welds may be loaded in sheor, tension, compression, or @ combination of these, depending on
the direction and point of application of external forces ond the arrangement of
components. Allowable stresses for welds in buildings are given in AISC Specificotion Sect. 1.5.3.
For bridge work, allowable weld stresses ore provided by AWS Bridge Code — D1.5; AASHTO
Standard Specifications for Highway Bridges; ond AREA Standard Specificotions for Steel Railway
Bridges. Since the weld volues published by these agencies ore not only more conservative than
for building work, but differ between agencies, it is imperative that applicable specifications be
consulted and adhered to strictly.
Tne nomenclature commonly used in design computations involving stresses in welds employs
the following symbols:
D = Number of sixteenths of on inch in fillet weld size
Ft = Allowable tensile stress, ksi
Fy = Allowable shear stress, ksi
fg = Shear value of a 1” length of weld of given size, kips
| = Effective weld length in inches
t = Moteriol thickness in inches
w = Weld size (leg size for fillet welds ond depth of filing for plug
‘ond slot welds) in inches.
Stresses Concentrically Loaded Fillet_Welds
Tne critical stress in a filet weld is always considered to be a sheor stress, ond may occur in
one of two directions: (1) parallel to the axis of the weld, or (2) tronsverse to the wold
oxis. Therefore, tension, compression and moment forces acting upon a fillet welded joint are
Glwoys resolved on the basis of sheor in the weld throat.
For design purposes, the effective area of a fillet weld is colculated os the product of its
effective throat thickness and its effective length. For a typical equol log fillet wold with normal
throat size mode by the shielded metal arc, gas metal arc, or Aux cored arc welding processes,
the effective throat area equals 0.707w1, where w is the weld size ond | is the length of the
weld. The strength of a filet weld is equal to the product of its effective throat area ond the
allowable shear stress Fy, permitted by the specifications. Similarly, the strength of
concentrically loaded filet weld group is the sum of the strengths of each fillet weld in the
group. Allowable shear stresses FY, for fillet welds are shown in AISC Specification Sect. 1.5.3.
Assuming that the Fy volue is appropriate to the steel being welded, the strength of a fillet
weld in shear may be expressed as 0.707wiFY when normal throat areas ore applicable.
DETAILERS GUIDE TO WELDING
Allowable Fillet Weld Loads.
Allowable Fillet Weld Loads (fx), Kips per linear inch
Normal Penetration Welds'** Deep Penetration Welds'**
Weld Size (Buildings, AISC-AWS) (Buildings, AISC)
Grade 60 } Grade 70 | Grade 80 | Grade 60 | Grade 70 | Grade 80
Fy= 18.0 ksi|Fy= 21.0 ksifFy= 24.0 ksi] Fy= 18.0 ksi|Fy= 21.0 ksilFy= 24,0 ksi
1/8 1.59) 1.86 2.42 2.25 2.62
3/6 2.39 2.78 3.18 3.37 3.94
1/4 3.18 371 4.24 4.50 5.25 6.00
5/16 3.98 4.64 5.30 562 6.56
3/8 4.78 ss7__| 637 | 675 7.87
7/6 5.57 6.50 7.43 7.55 eat
1/2 6.37 7.42 8.49 8.34 9.74
ofie_| 716 835 9.55 914 [10.66
5/8 7.96 9.28 ' . 9.95 71.59
3/4 9.55) 114 7 11.52 13.45
1 12.74 14.85 : 14.71 17.16
li For ASTM bose metals “matching” weld electrodes with the given F , volues, see Toble 4.1.1 of AWS D1.1
l2— Volues of fr are based on a normal throot dimension (see Fig. 6-1).
[s— Values of fm are for deep penetrotion welds made by submerged orc process
(eee AISC Specification Sect. 1.14.6.2 for effective throat dimension)
l4— Values of fr are for static loading only. Calculate weld section for dynamic (repeated) stross
‘in accordance with AISC Specification, Sect. 1.7 ond Appendix B.
Allowable Loads for Fillet Weld
{kips/lin. Inch) per 1/16 in. leg
Coefficients for Determining Allowable
Fillet Weld Loads (fz)
Tectrode Strength Level Fy Tr*
ksi kips per lin. in.
60 18.0 0.796D
70 21.0 0.9280
80 24.0 1.0610
90 27.0 4.1930
100 30.0 1.326D
110 33.0 1.458)
F Based on normal throgt dimension. iti not conveniant to Tabults aimlorsoeficients for The br
lore welds becouse the deep penetration throat dimension, provi ‘Specification Sect.
Se ee neers tems Cabutcted i Waste 6% for tne men used grodes oF
fectrode ond meld size.
DETAILERS GUIDE TO WELDING
Examples
Example 1 : =
—|- i
Asoume that the double lop joint shown on the
fight is filet welded with E7OXX electrodes, ond &
that the plates ore of A36 steel, thick enough to = 6
be stronger thar the weld 3 5
What is the maximum force P which may be
safely applied?
Solution
The apparent length of weld deposit on each side is equal to 6+4+6in. = 16in. This theoretical
length should be reduced by an amount equal to twice the weld size to account for the
cascode or cratering effect of starting or stopping the weld at the plote edges. The weld that
is continuous around the edge can be counted os full size. Avoidance of this reduction would
require speciol effort similar to thot provided by extension ond runout bars ore groove welds,
fond is seldom practical. The weld lengths given on design drawings or calculated from design
Toading criteria ‘should be considered os effective lengths. The detailer must prepare tho
structural details to recognize this. This requirement is porticularly critical on short welds where
{he reduction for cascading represents a larger percentage of the weld length.
lat = 2[16~(2x5/16)}30 3/4 = 30.75in.
w= 5/16 in.
F, = O.3F = 21.0ksi
The strength of the weld group is:
P = 0.707mF
0.707x5/16x30.75x21.0=142.7 kips
Alternative Solution
‘The above solution may be simplified by utilizing precomputed weld copacities per linear inch for
the various weld (leg) sizes.
Let fg be the shear value on a one-inch length of fillet weld of size w. Then,
f= 0.707 why
Thus, for a 5/16 in. E7OXX weld:
fp = 0.707%5/16x21.0=4.64 kips/lin. in,
P = fla4.64x30.75=142.7 kips
Bibliography Ref: * 5S
DETAILERS GUIDE TO WELDING
The Allowoble Fillet Weld Loads Table lists values of fr for fillet welds of various sizes, based on
nominol throat areas, for allowable Fy values of 18.0, 21.0, and 24.0 ksi. Also included in this
toble are fy values bosed on deep penetration throat areos for welds made by the submerged
‘ore process.
When the shear copacity of filet welds is based on normal throat areas, as is usuclly the cose,
the foregoing kind of problem may be simplified even further by memorizing the shear volues of
0 1/16 in, fillet weld, per inch of length, for the most frequently used electrode strength levels.
For example, the sheor volue for 1/16 in. filet weld, 1 inch long, with Fv= 21.0 ksi, i
fg = 0.707x1 /16x21.0=0.928 kips lin
Using the letter D to denote the number of sixteenths of an inch in the leg size, the value per
inch of any size of filet weld (where F = 21.0 ksi) con be expressed os *=0.9280. Applying
this to the alternate solution of Example 1:
P = 0.92801
(0.92Bx5x30.75=142.7 kips
The Coefficients for Determining Allowable Filet Weld Loads Toble shows fr values in terms of
D for strength levels of electrodes recognized in the AISC Specification ond AWS D1.t
The allowable Fy values shown in the Allowable Sheor Stresses for Vorious Welding Processes
and Electrode Grodes Table below for the vorious electrodes or flux-clectrode combinations are
to be used when the joint components are made of “matching” steels, or steels with greater Fy
volues than those shown as matching. Thus, E6OXX electrodes (Fy = 18.0 kei) matching with
‘ASTM ASOO Grade A (Fy = 33.0 ksi) con also be used ot Fy = 16.0 k ASTM ASE steel
(Fy=36.0 ksi). When o joint is made up of steel from different matching groups, the electrode
value is governed by the stes! of lesser F value.
Allowable Shear Stresses for Various Welding Processes and Electrode Grade
Welding Pr lectrode Grad
jelding Process and Electrode Grade eee
SMAW of Deposited] ASTM Designation For
Shielded Weld Metal, | AISC é. AWS "Motching”
lMetal—Arc |Submerged—Are |Gos Metol—Arc ksi Bose Metols
60x | Fex—ox [A500 Gr._A
E7OXK JAS6: ASS Gr. 8:A242;A375,
Ja4a1; A500 Gr 8:A501;
JA529; A570 Gr D & E(40 te
J42); A572 Gr 42 & 50;A5BB
EBOXX [A572 Gr 60 & 65
E100%X_ [ASI4, over 2 1/2 in. thick
NOX la514 2 1/2 in. thick or less
DETAILERS GUIDE TO WELDING
Exomple 2, =|
‘Assume that the two 4 in. bars shown at the right
fore to be lopped and spliced to carry a load of 25 4f
kips. One bar is A36 ond the other is A572 Gr.65
EBOXX electrodes are sper
. 1 Compute
size of the filet welds required. rr ak
ak a
Solution
Although EBOXX electrodes with an Fy of 24.0 ksi ore to be used, one of the bors Is A36 steet,
thus limiting the Fy value of the weld to 21.0 ksi (see toble Allowable Shear Stresses for
Various Welding Processes ond Electrode Grades).
Try a 1/4 in, weld with on effective weld length of (4+4)-(4x1/4)=7 in. which allows for
stopping and starting of the weld. Each inch of the weld must carry 25/7=3.57 kips. Then
3.57 kips is the required fg; but fy for welds with Fy = 21.0 ksi on A36 steel also equals
0.9280. Therefore, 3.57=0.9280, and D=3.57/0.928=3.85. Rounding this up to the next whole
number, 4, gives the required weld size of 1/4.
Example 3
In the picture at the right, a palr of 1/4 In. filet welds,
made with E7OXX electrodes, is required to resist a
pull of 32 Kips, Port X is a 1/4x6 in. bor, and both
Members ore A36 steel. Compute the required effective
length of each weld
Solution
The shear volue fg for on E7OXX electrode weld is 0.9280; for 1/4 in. weld, fy=0.928x4— 3.71
kips/lin. in, of length. Then 52 kips would require 32/3.71 = 8.63 in., which con be rounded up
to 9 in. Therefore, pair of 41/2 in. long welds will have adequate strength to transfer the
load.
Note that although these welds might appear to be loaded in tension, they ore actually subject
to transverse shear, the same as the welds in Example 2. Bar X is loaded in tension.
DETAILERS GUIDE TO WELDING
requalified Welds
The AISC Specification and the Structural Welding Code of the American Welding Society exempt
from tests ond qualification most of the common welded joints used in steel structures. Such
exempt joints are designated prequalified. AWS prequalification of a weld joint is bosed upon
experience that sound wold metal with oppropricte properties can be deposited, provided work is
Performed in accordance with all applicable provisions of the Structural Welding Code. Among
the applicable provisions are requirements for joint form and geometry, which ore reproduced for
convenience on the following pages.
Prequalificetion is intended only to mean that sound weld metel con be deposited and fused to
the base metal. Suitoblity of particulor joints for specific opplications is not ossured merely by
the selection of © prequalified pint form. The design and detaling for successful welded
construction require consideration of factors which include, but are not limited to, magnitude,
type and distribution of forces to be transmitted, accessibility, restraint to weld metal
contraction, thickness of connected moterial, effect of residual welding stresses on connected
materia! ond distortion.
In general, oll filet welds ore deemed prequalified, whether illustrated or not, provided they
conform to requirements of the AWS Code ond the AISC ASD Specification.
‘These prequalified joints ore limited to those made by the shielded metol arc. submerged orc,
gos motal arc (except short circuiting transfer) ond flux-cored are welding procedures. Small
Seviotions from dimensions, angles of grooves, ond voriation of depth of groove joints are
permissible within tolerances given. Other joint forms ond welding procedures may be employed,
provided they are tested and qualified in accordance with AWS D1.1.
Most prequalified joints ilustroted are clso opplicable for bridge construction. (See Notes to
Prequalified Welded Joints, preceding the tobles, ond to prohibited types in Sect. 9 of AWS D1.1)
For information on the subject of highly restrained welded joints, refer to the orticle
“Commentary on Highly Restrained Welded Connections”, AISC Engineering Journal, Vol. 10, No. 3,
3rd Quarter, pp. 61-73.
be ersaeeeee neg
[oatoyonty rt * 3] 26
DETAILERS GUIDE TO WELDING
The designations such as B-Ltc, B-U2, B-P3, which are given on the following pages are used
fon the AWS standards. Groove welds dre classified using the following convention:
1 ‘Symbols for Joint Types
B= __ butt joint
© = comer joint
T Tejoint
Bc butt or corner joint
Tc T or comer joint
Bre butt, T or comer joint
‘Symbols for Base Metol Thickness and Penetration
L_ = limited thickness, complete joint penetration
= unlimited thickness, complete joint penetration
P = _ partial joint penetration
for Weld Types
‘squore groove single-U groove
single-V groove double-U groove
double-V groove single-J groove
single-bevel groove double-J groove
double—bevel groove flare—bevel groove
for Welding Processes
shielded metal ore (SMAW):
= submerged are welding (SAW)
= gas metol arc welding (GMAW)
= fux-cored ore welding (FCAW)
Welding Positions
fot
horizontal
vertical
oH overhead
The lower case letters, €.9., 0, b,c, etc., are used to differentiate between joints
that would otherwise have the same joint designation.
DETAILERS GUIDE TO WELDING
Notes to Prequalified Weld Joints
Not prequalified for gas mete! arc welding using short circuiting transfer.
doints welded from one side.
Bridge application limits the use of these joints to the horizontal position.
Gouge root of joint to sound metal before welding second side.
Minimum effective throat E as shown in AISC Specificetion, Table J2.3; S as specified
on drawings.
If filet welds ore used in buildings to reinforce groove welds in comer and T-joints,
they shall be equal to } Ty, but need not exceed Groove welds in comer and
[pits branes al be mode with filet welds equal to Ty, but not more thon
in
If filet welds ore used in buildings to reinforce groove welds in comer and T-oints,
they sholl be equal to $ T., but need not exceed § in.
Butt ond T—joints ore not prequalified for bridges.
Double-groove welds may hove grooves of unequal depth, but the depth of the
shallower groove shall be no less then one-fourth the thickness of the thinner
part joined.
Double-groove welds may have grooves of unequal depth, provided they conform
to the Also, the effective throat E, lees ony reducti
opplies
The orientation of the two members in the joints may vary from 135° to 180"
provided the basic joint configuration (groove angle, root foce, root opening) remain
the some ond thot the design throat thickness is mointoined.
For comer and Tints, the member orientation may be changed, provided the
groove angle is maintained as specified
‘The member orientation may be changed, provided the groove dimensions ore
maintained os specified.
The orientation of two members in the joint may vory from 45° to 135" for comer
joints ond from 45° to 90" for T=jpints, provided the bosic joint configuration
Groove angle, root face, root opening) remain the some ond that the design throot
thickness is mointoined.
For corner joints, the outside groove preparation may be in either or both members,
provided the basic groove configuration is not changed and adequate edge distance
js maintained to support the welding operations without excessive edge melting
Effective throat E is based on joints welded flush,
* Please note that the following Prequalified Welds are prequalified by the American
Welding Society and may not be considered prequalified by the Canadian Welding
Bureau.
DETAILERS GUIDE TO WELDING
Bibliography Ref *_10 29
DETAILERS GUIDE TO WELDING
Table 6-3 (cont).
Prequalified Welded Joints
Complote-Joint-Penetration Groove Welds
DETAILERS GUIDE TO WELDING
‘Table 83 (cont).
Proqoalified Welded Joints
Cornpiete-Jaint-Penetration Groove Welds
DETAILERS GUIDE TO WELDING
Table 83 (cont).
Prequalified Welded Joints
‘Complete-Joint-Penetration Groove Welds
DETAILERS GUIDE TO WELDING
DETAILERS GUIDE TO WELDING
“Taio @3 (cont),
Proqualified Welded Joints
Complete-Joint-Penetration Groove Welds
aap
ent
‘sng im
tele
‘ore
=
DETAILERS GUIDE TO WELDING
Tablé &3 (cont).
Prequalified Welded Joints
Complete-Joint-Penetration Groove Weis
ear
Ree
we
ea
¥
=|
faa |
goss
Rese [ 50
ig
sa
DETAILERS GUIDE TO WELDING
Table 83 (cont).
Prequalified Welded Joints
‘Complete-Joint-Penetration Groove Welds
a
ro
ih
Bbiiogrophy Refs *_ 10. 36
DETAILERS GUIDE TO WELDING
‘Table #3 (cont).
Prequalified Welded Joints
Complete-Joint-Penetration Groove Welds
fs
ap
peas
ig
ine
eo
cr
or
0
DETAILERS GUIDE TO WELDING
‘Table 83 (cont).
Prequalified Welded Joints
‘Complete-Jolnt-Penetration Groove Wolds
abet
eedss)
meen
Fernie
[emtogrony Ret * 10] 38
DETAILERS GUIDE TO WELDING
DETAILERS GUIDE TO WELDING
Table &-3 (cont).
Proqualifiod Welded Joints
PartialJoint-Penetration Groove Welds
==
Faimane | Mate
seestes | eee
wae | ane
DETAILERS GUIDE TO WELDING
Feces
44
DETAILERS GUIDE TO WELDING
Table 3 (cont).
Prequalified Wolded Joints
Reset
ert
be
DETAILERS GUIDE TO WELDING
Table &3 (cont).
Prequalified Welded Joints
[ral
fj e ls [ule
iF
SE
ola
cease ae
i
DETAILERS GUIDE TO WELDING
Table 65 (cont).
Prequalified Welded Joints
Flare-Bevel Groove Welds
bei
Re
3
|
He
P00 near nim Cc thd bos rg
ont tw Pe St rors Wee otha nt petra on a borat STA co a |
rats teak nara tens adore habe rs oma fe san an romeo The
eae nc tigers pn Tecra aye habe arc
DETAILERS GUIDE TO WELDING
Welding Considerations and Appurtenances
Clearance Requirements
Clearances are required to allow the welder to moke the proper weld. Ample room must be
provided so that the welder or welding operator may manipulate ond observe the weld cs it is
being deposited.
In the SMAW process, the preferred position of the electrode when welding in a horizontal
position is in a plane forming 30° with the vertical side of the fillet weld being made. However
this angle, shown as angle ‘x’ in Figure 1(a) below, may be varied somewhat to avoid contact
with some projecting part of the work. A simple rule to provide adequate clearance for the
electrode in horizontal fillet welding is that the clear distance to a projecting element should be
at least one-half its height; distance y/2 in Figure 1(b) below.
(a)
Electrode
DETAILERS GUIDE TO WELDING
AA special cose of minimum clearance welding with o straight electrode is itustrated in Figure 2
below. The 20° angle is the minimum that will aliow satisfactory welding along the bottom of
the angle ond therefore governs the setback with respect to the end of the beam. If a fin.
setback ond a jf in, electrode diameter were used, the clearance between the ongle and the
beam flange could be no less than 1h in, for an angle with a leg dimension w of 3 in., nor
less thon 1 in, with aw of 4 in. When it Is not possible to provide this clearance, the end of
the ongle may be cut as noted by the optional cut in Figure 2 to allow the necessary ongle.
However, this secondary cut will Increase the cost of fabricating the connection,
DETAILERS GUIDE TO WELDING
Minimum Shelf Dimensions for Fillet Welds
The recommended minimum shelf dimensions for normal size SMAW fillet welds ore
‘summarized in Figure 3 below. SAW fillet welds would require o greater shelf
dimension to contain the flux, although auxiliary material can be clomped to the
member to provide for ‘The dimension 6 illustrated in figure 4 must be sufficient
to accommodate the combined dimensional variations of the angle length, cope depth,
beam depth and weld si
VERTICAL OR HORIZONTAL SECTION
f
MIN, SHELF
DIM. (in.)
R
y
e
e
£
P
DETAILERS GUIDE TO WELDING
Beam Copes and Weld Access Holes
Requirements for beam copes and weld access holes ore given in LRFD Specification Section
1.6. Weld access holes are used to permit down—hond welding to the beam bottom flange, as
well as the placement of a continuous bocking bor under the beam top flange. Weld access
holes also help to mitigate the effects of weld shrinkage strains and prevent the intersection or
close juncture of welds in orthogonal directions. Weld access holes should not be filled with
weld metol becouse doing so may result in a state of triaxial stress under loading.
See page 53 for weld access hole geometry.
Corner Clips
Comers of stiffeners and similor elements that fit into 0 corner should be clipped generously to
‘avoid the lack of fusion that would likely result in that comer. In general, a 3/4 in. clip will be
‘odequate, although this dimension can be adjusted to suit conditions, such os when the fillet
radius Is larger or smaller than that for which a 3/4 In. clip is oppropriate.
Backing Bars
Backing bors should be approved weldable material os specified in AWS D1.1-
Per AWS D1.1, backing bars on groove—welded joints must be continuous or fully spliced to
‘avold stress concentrations or discontinuities and should be thoroughly fused with the wold
metol. Bocking bar removal is addressed in LRFD Specification Section J2.6 ond AWS 01.1.
rs
[beiogphy Ret * 7 | 50.
DETAILERS GUIDE TO WELDING
Lomellar Tearing
‘A lomellor teor is ©. separation or crack in the base metol coused by through thickness weld
Shrinkage strains. When steel fe hot-rolled, sulphides or other Inclusions ore elongated to form
microscopic platelets in the plone of the steel plate. These inclusions reduce the strength of
the steal in the through=thickness. direction below that nthe longitudinal’ or tranaverse
Giection, Une seca, proclcas are ovleble Yo produce low~auphur steel when i reaatont to
lamellar tearing, and ASTM A770 provides a testing method by which the through-thickness:
strength of the bose metol may be measured, ite difficult to assure freedom from the
possiblity of lomelor teoring.” Lamellar tearing Is a phenomenon, which ean occur even In
Material with superior mechanical properties. Instead, the int. detall ie most. Important in
preventing lomellar tearing. Some joint designe ‘ore inherently susceptible to lomelor tearing.
For example, the complete—joint penetration groove—welded tee joints in thick sections shown in
Figure 1 below can cevelop lomeler tears in the crossbor of the tee fonge. Such tears can be
Astected by UT. The proboblity of lamelior tearing may be minimized through good joint design
‘and proper welding procedures, The joint design should minimize the weld size ond, therefore,
fhe resulting shrinkage strains, Adetionally, the cesign should reduce the restrcint, which
Intensifies the local strain, the welding procedure should then establish o sequence to
‘component and internal restraint. Welding with low-hydrogen processes ond effective
DETAILERS GUIDE TO WELDING
Examples of Joints Susceptible to Lamellar
Tearing And Improved Details
Susceptible Detai Improved Detail
Susceptible Detail Improved Detail
as
Susceptible Detail Improved Detail
Bibiogrophy Ref: * 7.
DETAILERS GUIDE TO WELDING
Sotidified but stilhot fitter metal contracts significantly as it cools to ambient temperature.
Shrinkage of large wolds between elements which are not free to move to accommodate the
shrinkage causes strains in the moterial adjacent to the weld thot can exceed the yield point
strain. In thick material the weld shrinkage is restrained in the thickness direction, os well as in
the width and length directions, causing trioxial stresses to develop that moy inhibit the ability
of ductile steel to deform ino ductile manner. Under these conditions, the possibility of brittle
fracture increases.
When splicing ASTM AG/AGM Group 4 ond 5 rolled sections or heavy welded built-up members,
the potentially harmful weld shrinkage strains con be avolded by using bolted splices or
fillet-welded lap splices or splices that combine a welded and bolted detoil (see Figure 1 below).
Details and techniques that perform well for materiols of modest thickness usually must be
‘changed or supplemented by more demanding requirements when welding thick material, Also,
the provisions ‘of the Structural Welding Code, AWS D1.1, ore minimum requirements that opply
to most structural welding situations; however, when designing and fabricating welded splices of
ASTM A6/A6M Group 4 ond 5 shapes ond similor built-up cross sections, special consideration
must be given to oll aspects of the welded splice detail.
Ha
=
Shear plate welded (b) Shear plate welded (c) Bolted splice plates
to web to flange tips
Figure 1
Alternative splices that minimize weld restraint tensile stresses.
DETAILERS GUIDE TO WELDING
Hol metr
Generously sized weld occess holes are required to provide increases relief from concentrated
weld shrinkage strains, to avoid close juncture of wolds in orthogonal directions, and to provide
Odequate cleoronce for the exercise of high quality workmanship in hole preparation, welding, and
ease of inspection.
& & Radius precut by
2t5ty mote 2) rl or hole sow
2a Zin. (19mm) 22d in. (19mm)
02 3 in. (19mm)
Nood not be.
tongent, notches
2) prohibited
fn, (19mm)
25 taf Optional method for
R (oe making comer radius
rote 2)
ate? i (18mm)
Rolled shope! or
groove welded shope!3
Notes:
1. For ASTM AS Group 4 & 5 shapes ond welded built-up shapes with plate thickness more
than 2in. (50mm), preheat to 150¥ (65°C) prior to thermal cutting, grind and Inspect
thermally cut edges of access hole using magnetic particie or dye penetration
methods prior to making web and flange splice groove welds.
Radue shat prove ementh toh fre tonamiason: Rai In (VOmm) (tie
‘Access opening mode after welding web to flange.
‘Access opening made before welding web to flange.
These are typical details for joints welded from one side against steel backing.
Alternative Joint designs should be considered.
welded shope'™t
DETAILERS GUIDE TO WELDING
Spec siderations
Welding of Painted Structures
Whilst a weldable primer paint is ovollable ond has been for years, It wos primarily used in the
shipbuilding industry where the primer wos opplied almost as soon as the steel plates were
received from the steel! mills, in an attempt to prevent further corrosion to the steel plotes
before the final painting was applied which could toke years.
In steel structures where 0 sound weld is required then the paint should be removed, by wire
brushing or grinding, to bore metal for a distance of 2~3 in. clear of the weld location to avoid
‘any melting paint to cause porosity in the finished weld.
Welding of Galvanized Structures
It is generally accepted that if o steel structure is to be galvonized then every effort should be
made to seal all welds.
If welds are not sealed then the pickling acids, used to clean steel prior to galvanizing, will
settle between steel foces and in time may couse rusting.
Should tubular or HSS sections be used, then the welds should be sealed ond drainage holes
provided in each section with a minimum of 2 holes (one at each end). If drainage holes were
not provided then this would cause two problems:
(1) Buoyancy — the hollow sections would float in the galvanizing tanks.
(2)_ Explosions — if hollow sections ore submerged in the zinc—galvonizing tonk then the
ir inside the secled section becomes super heated and explode:
Field Welding of Galvonized Structures
If a structural weld of load carrying connection is required ofter the structure Is galvanized then
it is imperative that the golvonized surface is removed and cleaned to bore metal to allow a
‘sound structural load carrying weld to be opplied with little or no porosity in the finished weld.
Welding of Dis~Similor Metals
The Detoiler Welding Guide is primarily intended for the structural steel welds ond whilst the
welding of dissimilar metals will occur, e.g. stoinless steel to corbon steel, then care should be
exercised to ensure the proper electrode is specified.
‘A close association with the fabricator and thelr welding engineer Is imperative to ensuring that
welding of dis—similar metals is cchievoble.
AESS (Architecturally Exposed Structural Steel.
For the welding of AESS members it is expected that all welds will be smooth ond weld spatter
removed. Grinding of welds is only necessary where required for fit-up, or if project
“mock-ups” (physical samples) show that welds are to be contoured and blended.
Erection marks should be placed on surfaces which will not be exposed when installed.
Where HSS sections with weld seams are used, the seom should be installed on the non-visible
side where possible. Indicate welds using standord AWS symbols but expanded to show finish
‘ond contour of weld. (e.g. grind smooth or blended)
DETAILERS GUIDE TO WELDING
Seismic Welds
What's New in Seismic Welds
An
to clarify some of the new Implementations.
ing code Is being used ond watch for on R value greater than 3 in
the seismic structural data.
New requirements for Erection Drawings:
1. Removal of backer bars at the bottom flange only, or at both top
‘and bottom flonges and subsequent rewelding.
2. Special requirements for filler metal to increase the toughness of the
‘weld material. For example, the specification might require the weld
to meet Chorpy V-Notch value of 20 ft.—Ibs at 40 degrees Fahrenheit.
New requirements for Shop Drawings:
1. Special access hole details for ech shope (see FEMA 350, pg. 3-18).
This is going to be a difficult education process for the drawing offices
‘and shops if these details become universal.
2. The filler metal requirements stated above may or may not apply to
shop drawings.
VISUAL
LIQUID
|PENETRAN
MAGNETIC-|
PARTICLE,
LTRASONIC}
RADIO-
GRAPHIC
Magnifying Gloss
Weld—size gouge
Pocket Rule
Straight Edge
Workmanship
‘Stondords
(Commercial Kite,
containing fluo
escent or dye
penetronts and
developers.
Application equip
‘Special commercial
‘equipment.
Magnetic powders—
dry or wet form;
may be fluorescent
for viewing under
ultraviolet light.
‘Special commercial
equipment, either
‘or video patterns.
Commercial X-ray
for gomma units,
made especialy for
Inapecting welds,
castings ond
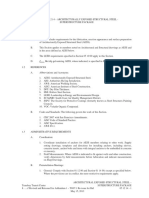
November, 2004
DETAILERS GUIDE TO WELDING
Inspection aa Enables
ispeti pensties | advantages | imitations | Remarks
‘Surface flows—
cracks, porosity,
unfiled craters,
‘slag inclusions.
Warpage, under—
welding, over—
welding. poorly
the unaided eye.
Excellent for
locating leaks in
discontinuities
especially surface|
cracks.
‘Surface ond sub
surface flows,
Including those
by other methods.
Especially for
detecting subsurtoce
‘flaws~cracks,
porosity, blow
ales, non=metatic
inclusions,
oe be fies id
‘mognetic, non—
magnetic materia
Easy to use.
Low cost.
‘Simpler to use
thon radiographic
Inspection.
Permits controlled
sensitivity.
Relatively tow-cost|
method.
Very sensitive
Permits probing
of pints
Inaccessibie to
radiography.
[Cannot be used
effectively on
hot assemblies.
‘Applicable to
ferromagnetic
materiale only.
Requires skil in| give potter: For this
Interpretation of [reason the field should]
Indications and
[Requires skil ta
choosing angles | requred by many codes
land specifications.
Usetul in quaification
DETAILERS GUIDE TO WELDING
Verify electrode is compatible with bose material.
2g. E7OXX for A36, A572 ond A992 steel
EBOXX for weathering steot
Estoblich maximum filet weld size with fabricators.
e.g. Small/medium fobricators may use § fillet weld
Heavy fobricatore may use jf filet weld
Minimum filet weld size for toad corrying structures is @-
Maximum filet weld size is equal to the thickness of the thinner part joined
Unless greater size Is required by design.
In cold weather climates or high impact areas verify if Charpy “VW notch tests are
required.
In full prep welds check fabricators welding processes before selecting weld.
e.g. Thick materials moy require fewer passes when double
prepped, however fabricator may wish to weld from 1 side.
When prepping from 1 side estoblish preference to use 30° bevel with gop or
45° bevel with ] gop.
In Canada, if @ prequalified weld is chosen from the AISC, make sure the fabricator
hes a CWB certified weld procedure for this weld.
(An AISC prequalified weld is not automatically considered prequalified
in Conada)
Overhead welds should be avoided if at all possible.
Moke sure enough clearance is provided to achieve the weld,
Determine whether structure is designed per ASD or LRFD.
For structural steel fabricated in Canade and shipped to the USA, the Conadion
fobricator is still bound by his certification with the CWB.
In galvanized structures make sure all interfoces ore seal welded. Note the weld
to seal may be minimum size and not necessarily the same size as design weld.
In highly stressed oreas verify if Fracture Critical Welds (FCW) are to be identified
Non—destructive Testing (NDT) is required.
OY
DETAILERS GUIDE TO WELDING
BIBLIOGRAPHY
GCIL Module 4 — Welding Processes and Equipment
GCIL Welding Symbols Study Guide
AISC — Manual of Steel Construction 9th Edition
AWS 2.4 Standard Symbols for Welding
AISC Detoiling for Steel Construction
AWS D1.1
LRFD Volume Il — Connections
The Procedure Handbook of Arc Welding 12th Edition
(Lincoln Electric)
Welders Guide — by James E. Brumbaugh
LRFD Manual of Steel Construction 3rd Edition
November, 2004
You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- ASTM F844 - Portland BoltDocument1 pageASTM F844 - Portland BoltJagatheesh RadhakrishnanNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- AESSDocument25 pagesAESSJagatheesh RadhakrishnanNo ratings yet
- Aisc Quality Manual DemoDocument51 pagesAisc Quality Manual DemoJagatheesh RadhakrishnanNo ratings yet
- 1 - . - Hot Dip Galvanizing AESS, Where Indicated, Is Specified in Section 05 05 156. - . - 1Document10 pages1 - . - Hot Dip Galvanizing AESS, Where Indicated, Is Specified in Section 05 05 156. - . - 1Jagatheesh RadhakrishnanNo ratings yet
- HSS - American Institute of Steel ConstructionDocument4 pagesHSS - American Institute of Steel ConstructionJagatheesh RadhakrishnanNo ratings yet
- AESSDocument25 pagesAESSJagatheesh RadhakrishnanNo ratings yet
- AISC Field Fixes PDFDocument153 pagesAISC Field Fixes PDFfegenbush93% (15)
- Backstepping: If You've Ever Asked Yourself "Why?"Document2 pagesBackstepping: If You've Ever Asked Yourself "Why?"Jagatheesh RadhakrishnanNo ratings yet
- 1 - . - Hot Dip Galvanizing AESS, Where Indicated, Is Specified in Section 05 05 156. - . - 1Document10 pages1 - . - Hot Dip Galvanizing AESS, Where Indicated, Is Specified in Section 05 05 156. - . - 1Jagatheesh RadhakrishnanNo ratings yet
- CISC GUIDE FOR ARCHITECTURAL EXPOSED STEEL AESSGuide2EDocument52 pagesCISC GUIDE FOR ARCHITECTURAL EXPOSED STEEL AESSGuide2EmindwriterNo ratings yet
- S1Document10 pagesS1Jagatheesh RadhakrishnanNo ratings yet
- CISC GUIDE FOR ARCHITECTURAL EXPOSED STEEL AESSGuide2EDocument52 pagesCISC GUIDE FOR ARCHITECTURAL EXPOSED STEEL AESSGuide2EmindwriterNo ratings yet
- SteelwiseDocument5 pagesSteelwiseΈνκινουαν Κόγκ ΑδάμουNo ratings yet
- Steelwise PDFDocument4 pagesSteelwise PDFJagatheesh RadhakrishnanNo ratings yet
- Paint 25Document6 pagesPaint 25Jagatheesh RadhakrishnanNo ratings yet
- A490 Anchor Bolts - Portland BoltDocument2 pagesA490 Anchor Bolts - Portland BoltJagatheesh RadhakrishnanNo ratings yet
- General KnowlwdgeDocument115 pagesGeneral KnowlwdgeMUDASSAR IDRIS98% (44)
- Insight01-Chapter10-Architecturally Exposed Structural SteelDocument4 pagesInsight01-Chapter10-Architecturally Exposed Structural SteelFederico.IoriNo ratings yet
- SSPC Paint System Recommendations PDFDocument3 pagesSSPC Paint System Recommendations PDFJagatheesh RadhakrishnanNo ratings yet
- Bolt SelectionDocument44 pagesBolt SelectionrobertantoreniNo ratings yet
- Architecturally Exposed Structural Steel PDFDocument8 pagesArchitecturally Exposed Structural Steel PDFJagatheesh RadhakrishnanNo ratings yet