You might also like
- CMOS/Processing TechnologyDocument15 pagesCMOS/Processing TechnologyYidnekachwe MekuriaNo ratings yet
- Microsoft Powerpoint - Vlsi Design AspectDocument89 pagesMicrosoft Powerpoint - Vlsi Design AspectAKASHDIP DUTTANo ratings yet
- VLSI Unit 2 Technology - SDocument52 pagesVLSI Unit 2 Technology - SIndrajeet GautamNo ratings yet
- BASIC VLSI DESIGN .PptsDocument32 pagesBASIC VLSI DESIGN .PptsNarayana Rao RevallaNo ratings yet
- Fabrikasi ICDocument47 pagesFabrikasi ICNanamaliamNo ratings yet
- Nmos FabricationDocument45 pagesNmos FabricationDr-GopalNo ratings yet
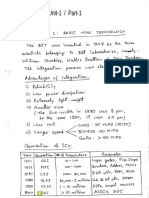
- Unit-1 / Part-1Document54 pagesUnit-1 / Part-1Andrews austinNo ratings yet
- Vlsi PDFDocument81 pagesVlsi PDFShruthiNo ratings yet
- Complementary MetalDocument5 pagesComplementary MetalesaidanNo ratings yet
- VLSI Micro-Project Report Group A PDFDocument14 pagesVLSI Micro-Project Report Group A PDFganesh SawantNo ratings yet
- Introduction To Cmos Circuits: Unit IiDocument48 pagesIntroduction To Cmos Circuits: Unit Iiarun14089No ratings yet
- CMOS Process FlowDocument39 pagesCMOS Process FlowYashaswa JainNo ratings yet
- MOS Tran TheoryDocument42 pagesMOS Tran TheorySenthil Kumar AthappanNo ratings yet
- Vlsi Unit-IDocument45 pagesVlsi Unit-Isuneelanubolu7No ratings yet
- 2CMOSFabricationMNIT (DEc2006)Document46 pages2CMOSFabricationMNIT (DEc2006)Arjun YadavNo ratings yet
- CmosDocument207 pagesCmossuneeldvNo ratings yet
- Unit 2Document33 pagesUnit 2Venky VellankiNo ratings yet
- Analog Digital VLSI Design: Discipline/eee/agupta/advd/advd - HTMDocument78 pagesAnalog Digital VLSI Design: Discipline/eee/agupta/advd/advd - HTMhkajaiNo ratings yet
- Vlsi NotesDocument11 pagesVlsi NotesShowcase MarathiNo ratings yet
- Lecture CMOS NWELL and TwinTub ProcessDocument33 pagesLecture CMOS NWELL and TwinTub Processilias ahmedNo ratings yet
- Lec 7,8 Modern CMOS TechnologyDocument43 pagesLec 7,8 Modern CMOS TechnologyVikram MeenaNo ratings yet
- Lab Report VLSIDocument24 pagesLab Report VLSIK Eerti Vyas0% (2)
- Chapter 2 Modern CMO PDFDocument20 pagesChapter 2 Modern CMO PDFheNo ratings yet
- Introduction To MOS TechnologiesDocument15 pagesIntroduction To MOS TechnologieslokeshwarrvrjcNo ratings yet
- Chapter 2 Modern CMOS Technology - IDocument20 pagesChapter 2 Modern CMOS Technology - Ifadwa badiNo ratings yet
- Vlsi Design UNIT-1: Lecture-3Document11 pagesVlsi Design UNIT-1: Lecture-3Erica WhiteheadNo ratings yet
- Lecture 030 - Deep Submicron (DSM) Cmos TechnologyDocument14 pagesLecture 030 - Deep Submicron (DSM) Cmos TechnologywatelzbuddyNo ratings yet
- Cmos IssuesDocument180 pagesCmos IssuesArun Dev Dhar DwivediNo ratings yet
- Fabrication ProcessDocument32 pagesFabrication ProcessRaja VidyaNo ratings yet
- Vlsi Unit1Document32 pagesVlsi Unit1venkatNo ratings yet
- CMOS VLSI DESIGN NOTES Made by Barun Dhiman From Various Books Like Kamran Neil E WasteDocument226 pagesCMOS VLSI DESIGN NOTES Made by Barun Dhiman From Various Books Like Kamran Neil E WasteBarun DhimanNo ratings yet
- Fabrication Technology: - Planarising Cleaning - Deposition - Patterning Implantation HeatDocument40 pagesFabrication Technology: - Planarising Cleaning - Deposition - Patterning Implantation HeatRavi HosamaniNo ratings yet
- Fabrication of Fet: Dr. R. Ramaprabha (Sec A)Document10 pagesFabrication of Fet: Dr. R. Ramaprabha (Sec A)Kapildev KumarNo ratings yet
- Lecture1 3 CMOS nWELL and TwinTub ProcessDocument33 pagesLecture1 3 CMOS nWELL and TwinTub ProcessSrikanth Soma100% (8)
- Introduction To VLSI Technology: Abhijeet KumarDocument32 pagesIntroduction To VLSI Technology: Abhijeet KumarPrithireddy ThenetiNo ratings yet
- Advances in CmosDocument9 pagesAdvances in CmosBheemashankar KaddenahalliNo ratings yet
- VLSI Design (EE-402) LithographyDocument31 pagesVLSI Design (EE-402) LithographyZahidullahNo ratings yet
- Lec 12 PDFDocument14 pagesLec 12 PDFPrashant SinghNo ratings yet
- Concepts in VLSI DesignDocument59 pagesConcepts in VLSI DesignA.K.M.TOUHIDUR RAHMANNo ratings yet
- Understanding About CMOS Fabrication TechnologyDocument8 pagesUnderstanding About CMOS Fabrication TechnologyAjay Kumar MattupalliNo ratings yet
- CMOS FabricationDocument27 pagesCMOS FabricationspvenuNo ratings yet
- Silicon On Insulator TechnologyDocument32 pagesSilicon On Insulator TechnologyJayanth bemesettyNo ratings yet
- CMOS N-Well ProcessDocument7 pagesCMOS N-Well ProcessGregory ThompsonNo ratings yet
- CMOS FabricationDocument7 pagesCMOS FabricationSubir MaityNo ratings yet
- Cmos Fabrication TechnologyDocument36 pagesCmos Fabrication TechnologyKhadarNo ratings yet
- 5 CMOS P-Well & N-Well ProcessDocument15 pages5 CMOS P-Well & N-Well ProcessRajesh PylaNo ratings yet
- Introduction To Vlsi TechnologyDocument32 pagesIntroduction To Vlsi TechnologysivaNo ratings yet
- CMOS Process FlowDocument35 pagesCMOS Process Flowag21937570No ratings yet
- Bec010 Vlsi - NotesDocument109 pagesBec010 Vlsi - NotesFarukh ZafarNo ratings yet
- VLSI Design Lecture NotesDocument117 pagesVLSI Design Lecture NotesRaji SharmiNo ratings yet
- C-1 CMOS Processing FlowDocument76 pagesC-1 CMOS Processing FlowKu Ble YanNo ratings yet
- Fabrication of MosfetDocument19 pagesFabrication of Mosfetnarayana89% (9)
- Twin TubDocument20 pagesTwin Tubgayatrigullipalli2003No ratings yet
- Stick-Diagrams (2) VLSIDocument133 pagesStick-Diagrams (2) VLSImayankfirstNo ratings yet
- Assignment A1 001 A GIT0723Document14 pagesAssignment A1 001 A GIT0723Shafiq PanicKingNo ratings yet
- Cmos Metal GateDocument56 pagesCmos Metal GateSubin AlexNo ratings yet
- MOS Integrated Circuit DesignFrom EverandMOS Integrated Circuit DesignE. WolfendaleNo ratings yet
- Metallic ImplantsDocument38 pagesMetallic ImplantsSmitha Kollerahithlu100% (1)
- Nano Tech BookDocument112 pagesNano Tech BookKenneth LeeNo ratings yet
- Nr-40 Multiferroics MaterialsZSurowiakDBochenekDocument49 pagesNr-40 Multiferroics MaterialsZSurowiakDBochenekSmitha KollerahithluNo ratings yet
- Wilson M., Kannangara K., Smith G., Simmons M. Nanotechnology.. Basic Science and Emerging Technologies (CRC, 2002) (ISBN 1584883391) (O) (288s) - EEDocument288 pagesWilson M., Kannangara K., Smith G., Simmons M. Nanotechnology.. Basic Science and Emerging Technologies (CRC, 2002) (ISBN 1584883391) (O) (288s) - EESmitha Kollerahithlu70% (10)
- Nano in Agriculture - Scope & Current Relevance PDFDocument26 pagesNano in Agriculture - Scope & Current Relevance PDFSmitha KollerahithluNo ratings yet
- Applications of Nanotechnology in AerospaceDocument7 pagesApplications of Nanotechnology in AerospaceSmitha KollerahithluNo ratings yet
- Nanotechnologies in AgricultureDocument10 pagesNanotechnologies in AgricultureSmitha KollerahithluNo ratings yet
- Photo Induced Effects in Biological SystemsDocument25 pagesPhoto Induced Effects in Biological SystemsSmitha KollerahithluNo ratings yet
- Ijftr 33 (3) 304-317Document14 pagesIjftr 33 (3) 304-317Dulce BaezaNo ratings yet
- Materials Science & Engineering Introductory E-BookDocument13 pagesMaterials Science & Engineering Introductory E-BookSmitha KollerahithluNo ratings yet
- ThermodynamicsDocument15 pagesThermodynamicsSmitha KollerahithluNo ratings yet
- Wilson M., Kannangara K., Smith G., Simmons M. Nanotechnology.. Basic Science and Emerging Technologies (CRC, 2002) (ISBN 1584883391) (O) (288s) - EEDocument288 pagesWilson M., Kannangara K., Smith G., Simmons M. Nanotechnology.. Basic Science and Emerging Technologies (CRC, 2002) (ISBN 1584883391) (O) (288s) - EESmitha Kollerahithlu70% (10)
- Pre Regulatory MedicineDocument14 pagesPre Regulatory MedicineSmitha KollerahithluNo ratings yet
- Cell Division: Mitosis and MeiosisDocument31 pagesCell Division: Mitosis and MeiosisSmitha KollerahithluNo ratings yet
- Centrosome CentriolesDocument9 pagesCentrosome CentriolesSmitha KollerahithluNo ratings yet
- FactSheet PseudomonasDocument3 pagesFactSheet PseudomonasSmitha KollerahithluNo ratings yet
- Titanium Dioxide (Tio) : Epidemiol 1998 148: 241-248Document10 pagesTitanium Dioxide (Tio) : Epidemiol 1998 148: 241-248Smitha KollerahithluNo ratings yet