You might also like
- P&ID-Presentation (GOOD)Document104 pagesP&ID-Presentation (GOOD)alejandro inostroza100% (3)
- Parts Manual PDFDocument222 pagesParts Manual PDFyeya1963tito100% (1)
- MTU 4000 With MIP v1.8Document23 pagesMTU 4000 With MIP v1.8Aurelio Serrano100% (2)
- Engineering Calculation ProcessDocument3 pagesEngineering Calculation ProcessMafe SalazarNo ratings yet
- HYSYS TutorialDocument15 pagesHYSYS TutorialEhsan Ahz100% (1)
- Complete PCB Design Using OrCAD Capture and PCB EditorFrom EverandComplete PCB Design Using OrCAD Capture and PCB EditorRating: 5 out of 5 stars5/5 (1)
- Composite Boiler Aalborg PDFDocument2 pagesComposite Boiler Aalborg PDFihllhmNo ratings yet
- ChemcadDocument37 pagesChemcadCüneyt Gökhan TosunNo ratings yet
- Drying AgentsDocument24 pagesDrying Agentsakhlaq20No ratings yet
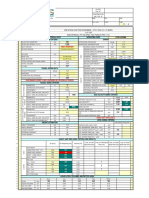
- As Built: Data Sheet FOR FLARE STACK V-219-03Document9 pagesAs Built: Data Sheet FOR FLARE STACK V-219-03Rafael Reyno Raditya0% (1)
- Instrument Process Datasheet (IPDS)Document3 pagesInstrument Process Datasheet (IPDS)Vraja KisoriNo ratings yet
- Process Safeguarding - PSE02Document2 pagesProcess Safeguarding - PSE02Sarfraz AliNo ratings yet
- Basic Temperature Control SystemDocument26 pagesBasic Temperature Control SystemRajeev ValunjkarNo ratings yet
- Gas ProcessDocument20 pagesGas ProcessAhmed ElShoraNo ratings yet
- Appendix AbsorberDocument20 pagesAppendix Absorbermitikeshav_935105731No ratings yet
- Safeguarding Memorandum - EnggcyclopediaDocument2 pagesSafeguarding Memorandum - EnggcyclopediaSarfraz AliNo ratings yet
- Material Stream: 1: ConditionsDocument6 pagesMaterial Stream: 1: ConditionsAKSHEYMEHTANo ratings yet
- Operation Philosophy ZLD-1 R-01Document11 pagesOperation Philosophy ZLD-1 R-01Ayon BoseNo ratings yet
- 2 - Water System - 44-64 PDFDocument21 pages2 - Water System - 44-64 PDFAniesh MahajanNo ratings yet
- Indra: SonatrachDocument9 pagesIndra: SonatrachhichamNo ratings yet
- Dynamic Simulation - Steam SystemDocument11 pagesDynamic Simulation - Steam SystemDicky Wahyu PerdianNo ratings yet
- K.O DrumDocument7 pagesK.O DrumsaririskihasibuanNo ratings yet
- Introduction To Chemical Process Design EngineeringDocument4 pagesIntroduction To Chemical Process Design Engineeringankur2061100% (1)
- Improve Amine Unit Efficiency by Optimizing Operating ConditionsDocument7 pagesImprove Amine Unit Efficiency by Optimizing Operating ConditionsFathy Adel FathyNo ratings yet
- Condensate Drain Calculation - Lab AHUDocument1 pageCondensate Drain Calculation - Lab AHUAltaf Khan100% (1)
- A Block Flow DiagramDocument35 pagesA Block Flow DiagramJerry SimonNo ratings yet
- Distillation1 AdeyabDocument17 pagesDistillation1 AdeyabSrihari Kodimela0% (1)
- 02 Chapter 2Document0 pages02 Chapter 2Imtinan MohsinNo ratings yet
- Compare Vapor Pressures of Hydrogen, Methane, Ethylene and Ethane in Aspen PlusDocument10 pagesCompare Vapor Pressures of Hydrogen, Methane, Ethylene and Ethane in Aspen Plusmukeshg108No ratings yet
- Control Philosophy - UpdatedDocument13 pagesControl Philosophy - UpdatedAlvin SmithNo ratings yet
- Instrumentation GPSA HandbookDocument6 pagesInstrumentation GPSA HandbookmusaveerNo ratings yet
- Process Plant Design - Vessel Sizing - 15 Jan 2017 PDFDocument24 pagesProcess Plant Design - Vessel Sizing - 15 Jan 2017 PDFNgàyMưaNo ratings yet
- PSV Sizing2Document3 pagesPSV Sizing2pavanNo ratings yet
- Engineering Management ProposalDocument64 pagesEngineering Management ProposalWee Chek100% (1)
- P&IDDocument2 pagesP&IDKurian Jose100% (1)
- Process EngineeringDocument2 pagesProcess EngineeringSuvidya Institute of TechnologyNo ratings yet
- DcrerweDocument1 pageDcrerwesri9987No ratings yet
- Treater Mohandesi Shimi 87-3-16 A SyDocument7 pagesTreater Mohandesi Shimi 87-3-16 A Syrahul84803No ratings yet
- CD4061 No Es PDFDocument25 pagesCD4061 No Es PDFFernando AmoresNo ratings yet
- Refrigerated Gas PlantDocument12 pagesRefrigerated Gas PlantHiba GhandourNo ratings yet
- Operation and Control Philosophy Watering System - EnglishDocument3 pagesOperation and Control Philosophy Watering System - Englishjohn jose partidas gutierrezNo ratings yet
- Pump Station Sample PagesDocument5 pagesPump Station Sample PagesHedi Ben MohamedNo ratings yet
- Sample Sheet: Supply of PF Process Calculation Spreadsheet (Excel Forma)Document15 pagesSample Sheet: Supply of PF Process Calculation Spreadsheet (Excel Forma)Mustafa AhsanNo ratings yet
- Optimization of Equipment Used in Wastewater Treatment PlantDocument3 pagesOptimization of Equipment Used in Wastewater Treatment PlantMatthew DelgadoNo ratings yet
- Com - Nargan at Liravinia - BDocument22 pagesCom - Nargan at Liravinia - BMorteza DianatfarNo ratings yet
- ChE 407 Lecture 1Document75 pagesChE 407 Lecture 1Design Group0% (1)
- Control and Operation of Centrifugal Gas CompressorsDocument6 pagesControl and Operation of Centrifugal Gas CompressorsRoozbeh PNo ratings yet
- Exxonmobil Production Company Position DescriptionDocument2 pagesExxonmobil Production Company Position DescriptionJagan BoseNo ratings yet
- Product Leaflet Seawater Electrochlorination PDFDocument4 pagesProduct Leaflet Seawater Electrochlorination PDFgkdora574No ratings yet
- PID Standard PitfallsDocument9 pagesPID Standard PitfallskrazylionNo ratings yet
- 13-391 Strainers Datasheet - GrottoDocument3 pages13-391 Strainers Datasheet - GrottoAniket GaikwadNo ratings yet
- Commissioning of InstrumentationDocument16 pagesCommissioning of InstrumentationrajuNo ratings yet
- CompressorDocument6 pagesCompressorAbdul MalikNo ratings yet
- CEP May 09 Piping and Instrument Diagrams COADEDocument8 pagesCEP May 09 Piping and Instrument Diagrams COADERupshaBNo ratings yet
- Flow Sheets As Communication ToolsDocument9 pagesFlow Sheets As Communication ToolsAída MuñozNo ratings yet
- Chap 2 Process Equipment - 2Document28 pagesChap 2 Process Equipment - 2SyafiyatulMunawarahNo ratings yet
- Chemical Process Diagrams: John Romar C. Panopio Che 413 Process Dynamics and ControlDocument29 pagesChemical Process Diagrams: John Romar C. Panopio Che 413 Process Dynamics and ControlEmmilio DomingoNo ratings yet
- Piping & Instrumentation DiagramDocument104 pagesPiping & Instrumentation DiagramSaz ZasNo ratings yet
- Chapter 4d) HAZOP PDFDocument61 pagesChapter 4d) HAZOP PDFAmritRoshniKaurNo ratings yet
- NasbyG 2012 UsingFlowsheetsAsCommunicationTools AIChE-CEP Oct2012Document9 pagesNasbyG 2012 UsingFlowsheetsAsCommunicationTools AIChE-CEP Oct2012Henry Arenas100% (1)
- Moen (Machine Design)Document5 pagesMoen (Machine Design)흑영웅No ratings yet
- Cleaning-In-Place in The Dairy IndustryDocument11 pagesCleaning-In-Place in The Dairy IndustryihllhmNo ratings yet
- Aalborg OmDocument4 pagesAalborg OmihllhmNo ratings yet
- Tank InstrumentsDocument10 pagesTank InstrumentsihllhmNo ratings yet
- Vapour Pressure HCL Water PDFDocument1 pageVapour Pressure HCL Water PDFihllhmNo ratings yet
- Implementing Off Page ConnectorsDocument9 pagesImplementing Off Page ConnectorsihllhmNo ratings yet
- Ge Oil &gas Turbocompressor Trains On First Floating LNG Plant PDFDocument12 pagesGe Oil &gas Turbocompressor Trains On First Floating LNG Plant PDFihllhmNo ratings yet
- Navgathi-New Shipbuilding Project Management PDFDocument16 pagesNavgathi-New Shipbuilding Project Management PDFihllhm100% (1)
- QPM Oil Gas Petro Example PDFDocument4 pagesQPM Oil Gas Petro Example PDFihllhmNo ratings yet
- A High Capacity Floating LNG Design by Barend - PekDocument15 pagesA High Capacity Floating LNG Design by Barend - PekShaka Shalahuddin Shantika PutraNo ratings yet
- Chemical EquationsDocument6 pagesChemical EquationsihllhmNo ratings yet
- Claus Peter Halsig FLUORDocument24 pagesClaus Peter Halsig FLUORihllhm100% (1)
- LNG Industry, August 2016Document68 pagesLNG Industry, August 2016ihllhmNo ratings yet
- Catalogue of ProductsDocument42 pagesCatalogue of Productsi176869No ratings yet
- 7123AF Aquatherm Fusiotherm Hot & Cold Water System 2010Document9 pages7123AF Aquatherm Fusiotherm Hot & Cold Water System 2010starykltNo ratings yet
- ACC Installation Manual (Knock-Down Delivery)Document49 pagesACC Installation Manual (Knock-Down Delivery)plaohauaeanggulNo ratings yet
- Fireproofing From ChevronDocument25 pagesFireproofing From ChevronAnonymous pH3jHscX983% (6)
- Maintenance Schedule of Stenter Machine: ObjectsDocument14 pagesMaintenance Schedule of Stenter Machine: ObjectsAbel TayeNo ratings yet
- Kato 5 Plunger PumpDocument37 pagesKato 5 Plunger PumpStormNo ratings yet
- Dual Plate Check Valve WeightDocument1 pageDual Plate Check Valve WeightbisworupmNo ratings yet
- Weber Aircraft,: East Valencia Drive, P.O. Fullerton, CaliforniaDocument259 pagesWeber Aircraft,: East Valencia Drive, P.O. Fullerton, CaliforniaDaniel ValdiviezoNo ratings yet
- Data Sheet For Cooling Tower:, Cti CertifiedDocument2 pagesData Sheet For Cooling Tower:, Cti CertifiedHemanti SharmaNo ratings yet
- FMCTI ePRV Brochure 0Document2 pagesFMCTI ePRV Brochure 0Julio Cesar Narvaez LaraNo ratings yet
- Normally Closed Solenoid Valves PDFDocument55 pagesNormally Closed Solenoid Valves PDFrahulNo ratings yet
- Leser 526 API CatalogDocument128 pagesLeser 526 API CatalogBilly Isea DenaroNo ratings yet
- BW1114-B2 Bendix Brake CatalogDocument116 pagesBW1114-B2 Bendix Brake Cataloggearhead1100% (2)
- CAT Digital Voltage Regulator PDFDocument177 pagesCAT Digital Voltage Regulator PDFVeho CulosNo ratings yet
- BombaDocument18 pagesBombasyafikalzahraqi90% (10)
- IRN 15 18.5 KW (20 25 HP) IRN 22 30 KW (30 40 HP) : Operation and Maintenance ManualDocument172 pagesIRN 15 18.5 KW (20 25 HP) IRN 22 30 KW (30 40 HP) : Operation and Maintenance ManualNikolay VelchevNo ratings yet
- MHT-X 10120 L E3 Groupe 20 (Transmission)Document50 pagesMHT-X 10120 L E3 Groupe 20 (Transmission)mliugong100% (4)
- ATEX Float Valve Data SheetDocument4 pagesATEX Float Valve Data SheetFariz DaffaNo ratings yet
- 1BH Parts Manual: Issue: 02PL-2/12 Part Number 053-2071Document33 pages1BH Parts Manual: Issue: 02PL-2/12 Part Number 053-2071Юра ПименовNo ratings yet
- Instruction Manual: Nash Type Vacuum PumpsDocument16 pagesInstruction Manual: Nash Type Vacuum Pumpsdiscovery channelNo ratings yet
- Series 851: TÜV/CE Safety Valves Angle-Type For Industrial ApplicationsDocument5 pagesSeries 851: TÜV/CE Safety Valves Angle-Type For Industrial ApplicationsVlade NaumovskiNo ratings yet
- CAUTION: If The Primary Outflow Valve Is To Be Installed Again, Make An Index MarkDocument25 pagesCAUTION: If The Primary Outflow Valve Is To Be Installed Again, Make An Index MarkAntonio CorteNo ratings yet
- Hvac & Fire MakelistDocument11 pagesHvac & Fire MakelistaneeshNo ratings yet
- Manual - Performa CV Twin AltDocument20 pagesManual - Performa CV Twin AltGreg ReynekeNo ratings yet
- High Pressure Pump Units HDP 30 BasicDocument3 pagesHigh Pressure Pump Units HDP 30 BasichüseyinNo ratings yet
- 4650 and 4850 Section 70Document58 pages4650 and 4850 Section 70josephmw0308No ratings yet
- Catálogo Elmo RietschleDocument12 pagesCatálogo Elmo RietschleEdgarNo ratings yet
- 2023 NAVAC Brochure v1.0Document38 pages2023 NAVAC Brochure v1.0danielucho666No ratings yet