You might also like
- Development of Design Charts For Bolts Preloaded Up To The Plastic RangeDocument3 pagesDevelopment of Design Charts For Bolts Preloaded Up To The Plastic RangeGüneş DilberNo ratings yet
- Checklist p2006t Ba.p06t.en.03Document2 pagesChecklist p2006t Ba.p06t.en.03Tony PacoNo ratings yet
- Skidmore Instructions Model MS ManualsDocument15 pagesSkidmore Instructions Model MS ManualsbwbrockNo ratings yet
- NAM Cat CombinedCh1Document16 pagesNAM Cat CombinedCh1Thanh Do VanNo ratings yet
- Fisher Type 667 Diaphragm ActuatorDocument32 pagesFisher Type 667 Diaphragm Actuatorimran khanNo ratings yet
- Pull-Out Strength of Self Tapping Fasteners in Aluminum Screw Slot ConnectionsDocument3 pagesPull-Out Strength of Self Tapping Fasteners in Aluminum Screw Slot Connectionsvj8584No ratings yet
- 3 Sc&s3-Reinforced ConcreteDocument13 pages3 Sc&s3-Reinforced ConcretedophongxdNo ratings yet
- PatrolDocument26 pagesPatrolsandywweNo ratings yet
- Roteq Capability StatementDocument10 pagesRoteq Capability StatementRoozbeh PNo ratings yet
- Alignment: Torque vs. TensionDocument6 pagesAlignment: Torque vs. Tensionfrancesca_bonfanti_1No ratings yet
- Assembly and Tensioning of High Strength Bolts and Nuts: Technical Note 62Document12 pagesAssembly and Tensioning of High Strength Bolts and Nuts: Technical Note 62rajuajiNo ratings yet
- Bolt TensionDocument2 pagesBolt TensionJayaram GowdaNo ratings yet
- Hss Manufacturing MethodsDocument1 pageHss Manufacturing MethodsGuillermo Rodriguez LopezNo ratings yet
- Manual Técnico de Parafusos - BOSSARDDocument85 pagesManual Técnico de Parafusos - BOSSARDRenato Caldas100% (1)
- Fea SR CouplingsDocument67 pagesFea SR CouplingsAna Isabel Aguilar ReyesNo ratings yet
- Safety Wedge Lock WasherDocument2 pagesSafety Wedge Lock WasherVijay BhureNo ratings yet
- Chiksan Swivel Joint StylesDocument2 pagesChiksan Swivel Joint Stylespablo diazNo ratings yet
- Arc Welding Solutions From EsAB - ESAB Welding & Cutting Products PDFDocument87 pagesArc Welding Solutions From EsAB - ESAB Welding & Cutting Products PDFkubaNo ratings yet
- A New Approach To The Tightness Checking of BoltsDocument3 pagesA New Approach To The Tightness Checking of BoltsA MNo ratings yet
- 5276Document52 pages5276Sean PorterNo ratings yet
- JY7903 Series Oil-Resistant Sealing GreaseDocument2 pagesJY7903 Series Oil-Resistant Sealing GreaseilkerkozturkNo ratings yet
- Conversions of HSSDocument7 pagesConversions of HSSsea_jazzNo ratings yet
- Grinding FundementalsDocument47 pagesGrinding Fundementalstenjoe_38No ratings yet
- Guide For Bolted Join Design and Analysis PernosDocument47 pagesGuide For Bolted Join Design and Analysis PernosjeremiasNo ratings yet
- Gas Comparison ChartDocument1 pageGas Comparison ChartAllen RosonNo ratings yet
- American Fastener - ASTM, SAE, and ISO Grade MarkingsDocument6 pagesAmerican Fastener - ASTM, SAE, and ISO Grade MarkingsmameeranNo ratings yet
- Well Services and Onestim Qhse Standard 23 Testing and Inspection of Treating EquipmentDocument33 pagesWell Services and Onestim Qhse Standard 23 Testing and Inspection of Treating EquipmentRosa AlmeidaNo ratings yet
- How Do I Determine Bolt Torque For Flanged Connections - GasketsDocument4 pagesHow Do I Determine Bolt Torque For Flanged Connections - GasketsNataraj MohanNo ratings yet
- Effect of Threated Pitch and Initial Tension On The Self Loosening of Threaded FastenersDocument9 pagesEffect of Threated Pitch and Initial Tension On The Self Loosening of Threaded FastenersfoufouaNo ratings yet
- Impact Requirements For Low Temperature ApplicationsDocument3 pagesImpact Requirements For Low Temperature ApplicationsNguyen03No ratings yet
- Root and Face Bend TestsDocument3 pagesRoot and Face Bend TestsErlinawati Bintu SupiyoNo ratings yet
- Hollow Structural Sections Column Load TablesDocument128 pagesHollow Structural Sections Column Load TablesPedro PereiraNo ratings yet
- Membrane BendingDocument12 pagesMembrane BendingAnonymous tGFxtqNNo ratings yet
- Taper Lock BushesDocument4 pagesTaper Lock BushesGopi NathNo ratings yet
- The Use of Two Nuts To Prevent Self LooseningDocument4 pagesThe Use of Two Nuts To Prevent Self LooseningManojkumar ThilagamNo ratings yet
- 2 Bolts: Table 2.1 Basic Mechanical Properties of Structural BoltsDocument11 pages2 Bolts: Table 2.1 Basic Mechanical Properties of Structural BoltsSafrul EfendiNo ratings yet
- Schlage S-6800 ManualDocument32 pagesSchlage S-6800 Manualgeotechsoil1100% (1)
- Troubleshooting RSC ConnectionThread ProblemsDocument3 pagesTroubleshooting RSC ConnectionThread ProblemsEDWIN M.PNo ratings yet
- Phu Tung YokeDocument19 pagesPhu Tung YokeAnh TranNo ratings yet
- VTI Ball Valve IOM PDFDocument16 pagesVTI Ball Valve IOM PDFSandra Viviana Esquivel BenavidesNo ratings yet
- B+V User Manual SDS Side Door Elevator ..Document54 pagesB+V User Manual SDS Side Door Elevator ..Valmac ServicesNo ratings yet
- Instruction Manualual Vacuum Blasting - 178941Document170 pagesInstruction Manualual Vacuum Blasting - 178941sajsigalomaNo ratings yet
- Hot Working Guide: A Compendium of Processing MapsDocument10 pagesHot Working Guide: A Compendium of Processing MapsAnket DeshmukhNo ratings yet
- AWS Cluster Porosity in Fillet WeldDocument7 pagesAWS Cluster Porosity in Fillet WeldpktienNo ratings yet
- Portable Hardness Tester TIME5300Document4 pagesPortable Hardness Tester TIME5300Wadie KhatiNo ratings yet
- Gmaw Pulse PosterDocument1 pageGmaw Pulse PostercesarNo ratings yet
- Is 3618 1966 PDFDocument19 pagesIs 3618 1966 PDFLakhwant Singh KhalsaNo ratings yet
- Shaft Clamp ElsDocument20 pagesShaft Clamp ElsAlejandro Fabián MoreyraNo ratings yet
- BRIDON BAC TechnicalDocument25 pagesBRIDON BAC TechnicalMohamed SidateNo ratings yet
- Piping InspectionDocument6 pagesPiping InspectionRaul2307No ratings yet
- Determination of Leakage Gap and Leakage Mass Flow of Flanged JointsDocument5 pagesDetermination of Leakage Gap and Leakage Mass Flow of Flanged Jointslcm3270% (1)
- How Linear FEA Helps in FatigueDocument7 pagesHow Linear FEA Helps in FatigueShuchi GuptaNo ratings yet
- Interference Fit Life Factors For Roller BearingsDocument13 pagesInterference Fit Life Factors For Roller BearingsCristina Andreea Crissy100% (1)
- Bossard Taptite Self Tapping Screw CatalogueDocument10 pagesBossard Taptite Self Tapping Screw CataloguepmlmkpNo ratings yet
- Turn-Of-Nut Bolting MethodDocument12 pagesTurn-Of-Nut Bolting MethodbNo ratings yet
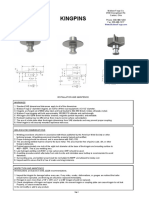
- Kingpin Mounting InstructionsDocument1 pageKingpin Mounting InstructionsPablo César Suárez NogalesNo ratings yet
- Testing Requirements of API 5CRA - Rev2Document2 pagesTesting Requirements of API 5CRA - Rev2ganis supriadiNo ratings yet
- Avoidance of Discontinuities in The Joint HardoxDocument10 pagesAvoidance of Discontinuities in The Joint HardoxfsfunbNo ratings yet
- Bolt Tightening Handbook Linear Motion ADocument44 pagesBolt Tightening Handbook Linear Motion AMarcos MorachickNo ratings yet
- Hardness Vs RuptureDocument9 pagesHardness Vs RuptureVignesh VenkatesanNo ratings yet
- Instruction Manual High-Strength Structural Bolting AssembliesDocument30 pagesInstruction Manual High-Strength Structural Bolting AssembliesRaul Becerra FalomirNo ratings yet
- HSFG Bolts British MetricDocument24 pagesHSFG Bolts British MetricAlastair BrownNo ratings yet
- Consumable by AWS D5.1Document8 pagesConsumable by AWS D5.1Fuaz Sukarya Abu Fatih100% (1)
- CH-2 MethodologyDocument19 pagesCH-2 MethodologyHendri Arief SetyawanNo ratings yet
- Thermistor CurvesDocument1 pageThermistor CurvesHendri Arief SetyawanNo ratings yet
- Qu MSR Wi 1 Page 6Document1 pageQu MSR Wi 1 Page 6Hendri Arief SetyawanNo ratings yet
- Qu MSR Wi 1 Page 5Document1 pageQu MSR Wi 1 Page 5Hendri Arief SetyawanNo ratings yet
- Qu MSR Wi 1 Page 3Document1 pageQu MSR Wi 1 Page 3Hendri Arief SetyawanNo ratings yet
- Qu MSR Wi 1 Page 2Document1 pageQu MSR Wi 1 Page 2Hendri Arief SetyawanNo ratings yet
- Welding Inspection, Steels - WIS 5: Multi - Choice Question Paper (MSR-WI-1)Document1 pageWelding Inspection, Steels - WIS 5: Multi - Choice Question Paper (MSR-WI-1)Hendri Arief SetyawanNo ratings yet
- Specification For Structural Joints Using ASTM A325 or A490 Bolts IndexDocument7 pagesSpecification For Structural Joints Using ASTM A325 or A490 Bolts IndexHendri Arief Setyawan0% (1)
- Hempel Product Data SheetDocument6 pagesHempel Product Data SheetHendri Arief SetyawanNo ratings yet
- Om Singh Amrapali Institute of Hotel ManagementDocument23 pagesOm Singh Amrapali Institute of Hotel ManagementOm SinghNo ratings yet
- The Field of Civil EngineeringDocument4 pagesThe Field of Civil EngineeringOji IfeanyiNo ratings yet
- Implementation of Lean Six Sigma PDFDocument8 pagesImplementation of Lean Six Sigma PDFRenato MayorgaNo ratings yet
- Mechanical Engineering: Virtual Labs For Even Semester Sr. No. Name of Lab Subject Name of Virtual Lab LinkDocument1 pageMechanical Engineering: Virtual Labs For Even Semester Sr. No. Name of Lab Subject Name of Virtual Lab LinkDeepak BhopeNo ratings yet
- SolidWorks Electrical 2013Document4 pagesSolidWorks Electrical 2013Vijender Pratap Singh0% (1)
- Oracle Academy Mid Term Sem 1Document6 pagesOracle Academy Mid Term Sem 1Marius SicaNo ratings yet
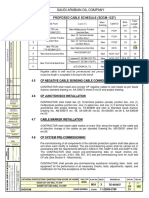
- Red Line of Sdgm-1227 CPDocument2 pagesRed Line of Sdgm-1227 CPAlok SinghNo ratings yet
- Time Management Training Guide Time Managers WorkplaceDocument39 pagesTime Management Training Guide Time Managers WorkplaceDyana Salazar BlancoNo ratings yet
- Brij Trivedi - CX PresalesDocument3 pagesBrij Trivedi - CX PresalesbrijtrivediNo ratings yet
- Project Management Methodology Improvement PlanDocument5 pagesProject Management Methodology Improvement PlanGary SpenikNo ratings yet
- Continuously Variable Transmission CVT Seminar ReportDocument25 pagesContinuously Variable Transmission CVT Seminar ReportGirish Gowda D K100% (1)
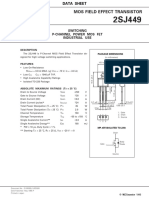
- 2SJ 449 - NecDocument9 pages2SJ 449 - NecStevenNo ratings yet
- Acmm 56-11-24 Rev 5 - Jan 19Document16 pagesAcmm 56-11-24 Rev 5 - Jan 19rüşdi işlerNo ratings yet
- Effect of Plain Flap Over The Aerodynamic Characteristics of Airfoil NACA 66-015Document13 pagesEffect of Plain Flap Over The Aerodynamic Characteristics of Airfoil NACA 66-015International Journal of Innovative Science and Research TechnologyNo ratings yet
- Fce Profile RKLDocument4 pagesFce Profile RKLS M Khurshid AlamNo ratings yet
- R12.1.3: Understanding and Using HRMS Security in Oracle HRMS (Oracle Note ID 394083.1)Document9 pagesR12.1.3: Understanding and Using HRMS Security in Oracle HRMS (Oracle Note ID 394083.1)appsloaderNo ratings yet
- Use Case Document 3Document4 pagesUse Case Document 3Mohd JamalNo ratings yet
- 2018-12-01 Plant - Machinery Model World PDFDocument52 pages2018-12-01 Plant - Machinery Model World PDFمنصرين محمد100% (1)
- Inspection and Test PlanDocument2 pagesInspection and Test PlanRisma RegiyantiNo ratings yet
- Vuforia Developer AgreementDocument119 pagesVuforia Developer AgreementVJ Damar100% (1)
- Foundation Calculation Sheet: Title DescriptionDocument22 pagesFoundation Calculation Sheet: Title Descriptionvananhlt18No ratings yet
- Normas ISO Sobre Vibraciones Mecánicas en MaquinariaDocument2 pagesNormas ISO Sobre Vibraciones Mecánicas en MaquinariaAdrian Rodrigo Jofre AlvarezNo ratings yet
- Project On TATA Motors by Nilesh Manghwani, Sinhgad Institute of Business Administration and Research Pune 48Document54 pagesProject On TATA Motors by Nilesh Manghwani, Sinhgad Institute of Business Administration and Research Pune 48nilesh SIBAR pune 4888% (17)
- Hermle C22 ENDocument68 pagesHermle C22 ENKiril AngelovNo ratings yet
- Inventory Management of Anji at SCCL Final ReportDocument67 pagesInventory Management of Anji at SCCL Final ReportRaMa CHaitanyaNo ratings yet
- Amul FinalDocument18 pagesAmul Finalyogipatil100% (1)
- Skyworks SystemmanualDocument31 pagesSkyworks SystemmanualColinNo ratings yet