You might also like
- Brochure Clad - Bassa - Rev2 PDFDocument16 pagesBrochure Clad - Bassa - Rev2 PDFFabio QuattrinNo ratings yet
- Metallurgically Clad Pipes PDFDocument38 pagesMetallurgically Clad Pipes PDFCarlos AlvarezNo ratings yet
- Cladding & Overlay - Ni InstituteDocument24 pagesCladding & Overlay - Ni Institutesajid aslamNo ratings yet
- What Is Lined and Clad Pipe - Difference Between Line and Clad Pipes PDFDocument5 pagesWhat Is Lined and Clad Pipe - Difference Between Line and Clad Pipes PDFbobyNo ratings yet
- 06 VD Mee-Welding of Super Duplex Stainless SteelsDocument12 pages06 VD Mee-Welding of Super Duplex Stainless SteelsKareem AbdelazizNo ratings yet
- SMI - World Market For Clad Plate - Contents and Sample PagesDocument29 pagesSMI - World Market For Clad Plate - Contents and Sample PagesDurjoy ChakrabortyNo ratings yet
- Brochure Roll Bonded Clad Plates EDocument36 pagesBrochure Roll Bonded Clad Plates EAries MarteNo ratings yet
- 904LDocument5 pages904LManish542No ratings yet
- Wall Colmonoy - Properties of Hard Surfacing Alloy Colmonoy 88 - July 2019Document8 pagesWall Colmonoy - Properties of Hard Surfacing Alloy Colmonoy 88 - July 2019joseocsilvaNo ratings yet
- New Materials For Sour Gas Drill Pipe: 26 March/April 2002Document2 pagesNew Materials For Sour Gas Drill Pipe: 26 March/April 2002amigofirmNo ratings yet
- Erw Steel Pipe Api5lb Psl1Document2 pagesErw Steel Pipe Api5lb Psl1hdierkeNo ratings yet
- 16 0 en Wet Welding ExplainedDocument4 pages16 0 en Wet Welding ExplainedcuxuanchieuNo ratings yet
- Surface Tension Transfer (STT) : ApplicationDocument6 pagesSurface Tension Transfer (STT) : ApplicationAnonymous dvrhf5No ratings yet
- CladtekPresentation16 02 2011Document30 pagesCladtekPresentation16 02 2011Chee Hong LeeNo ratings yet
- Application Ideas IDocument114 pagesApplication Ideas Imarlon diazNo ratings yet
- Aluminum - Filler - Alloy - Selection - Chart Alcotec PDFDocument2 pagesAluminum - Filler - Alloy - Selection - Chart Alcotec PDFAnonymous nw5AXJqjdNo ratings yet
- Microsoft Power Point - Deloro Stellite Advances in Wear Resistant Alloys and ProductsDocument56 pagesMicrosoft Power Point - Deloro Stellite Advances in Wear Resistant Alloys and ProductsMilanWaNo ratings yet
- Welding Guidelines CuNiDocument8 pagesWelding Guidelines CuNiRadu-Gabriel GhergheNo ratings yet
- Induction BendingDocument2 pagesInduction BendingshaonaaNo ratings yet
- Strip CladdingDocument8 pagesStrip CladdingRenny DevassyNo ratings yet
- Purging Brochure PDFDocument19 pagesPurging Brochure PDFjustinctlNo ratings yet
- Line Pipe ManufacturersDocument5 pagesLine Pipe ManufacturersdestresscallNo ratings yet
- WeldingDocument68 pagesWeldingRajneesh Patel100% (1)
- Experience With Lined and Clad PipelinesDocument17 pagesExperience With Lined and Clad Pipelinesjoni Mart Sitio100% (1)
- Welder Qualifications and The ASME CodeDocument2 pagesWelder Qualifications and The ASME CodeWaqas WaqasNo ratings yet
- List - Is StandardDocument19 pagesList - Is StandardvishalNo ratings yet
- 041 TS Hardox 550 in The Workshop UKDocument5 pages041 TS Hardox 550 in The Workshop UKNguyen Duc DungNo ratings yet
- ESAB Consumable PDFDocument165 pagesESAB Consumable PDFbond8031No ratings yet
- Casting: DR Thulfiqar Dental Material Block 3Document24 pagesCasting: DR Thulfiqar Dental Material Block 3AmniAzmiNo ratings yet
- Binders ComparisionDocument8 pagesBinders Comparisionavutu_kunduruNo ratings yet
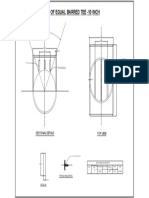
- Fabrication GAD of Equal Barred Tee - 10 Inch PDFDocument1 pageFabrication GAD of Equal Barred Tee - 10 Inch PDFThamaraikani Mani100% (1)
- KMT Stellite Alloys Brochure FINALDocument15 pagesKMT Stellite Alloys Brochure FINALIkhsan LyNo ratings yet
- Gas Pipeline Failures: by Failure Analysis Group WRD, CmrdiDocument44 pagesGas Pipeline Failures: by Failure Analysis Group WRD, Cmrdiروشان فاطمة روشانNo ratings yet
- Flux Cored Wires (Elga) PDFDocument15 pagesFlux Cored Wires (Elga) PDFVladan TimotijevicNo ratings yet
- Duplex World 2016 Advance Seminar ProgramDocument8 pagesDuplex World 2016 Advance Seminar ProgrambookppNo ratings yet
- Crack Detection (PII)Document6 pagesCrack Detection (PII)Sh EnriqNo ratings yet
- Steel Plates For Offshore StructuresDocument8 pagesSteel Plates For Offshore StructuresYiengeChanYeeNo ratings yet
- CS Steel Pipe Selection GuideDocument40 pagesCS Steel Pipe Selection GuideImran HussainNo ratings yet
- Bill of Material - Globe Valve - Model 3000Document1 pageBill of Material - Globe Valve - Model 3000RAVIKIRAN BARDENo ratings yet
- CRA Pipes: Corrosion TestDocument2 pagesCRA Pipes: Corrosion TestNavafNo ratings yet
- Strain Aging TestDocument6 pagesStrain Aging TestPalani KarthiNo ratings yet
- DSS Welding Best Practices PDFDocument4 pagesDSS Welding Best Practices PDFpkn_pnt9950No ratings yet
- Qap Hot Induction BendsDocument6 pagesQap Hot Induction BendsVidyut UjalaNo ratings yet
- Weldability of MaterialsDocument5 pagesWeldability of MaterialsclnNo ratings yet
- Stellite Alloys For HardfacingDocument15 pagesStellite Alloys For HardfacingSandeep MatetiNo ratings yet
- Brazing Filler Metal Selector Chart: NicrobrazDocument2 pagesBrazing Filler Metal Selector Chart: NicrobrazathulpcucekNo ratings yet
- Hot Dip Coating, CladdingDocument18 pagesHot Dip Coating, Claddingazim turanNo ratings yet
- API Flanges GasketDocument6 pagesAPI Flanges GasketSurya NarayanNo ratings yet
- AWS FGW PT-5 (1979) Oxygen Cutting Fumes & GasesDocument18 pagesAWS FGW PT-5 (1979) Oxygen Cutting Fumes & GasesMOHAMEDNo ratings yet
- WWW Wollastonalloys Com Materials 2Document8 pagesWWW Wollastonalloys Com Materials 2Mark RomeroNo ratings yet
- Microsoft PowerPoint - Deloro Stellite Advances in Wear Resistant Alloys and Products PDFDocument56 pagesMicrosoft PowerPoint - Deloro Stellite Advances in Wear Resistant Alloys and Products PDFamitNo ratings yet
- The A To Z of Valve MaterialsDocument4 pagesThe A To Z of Valve Materialscool47guy09No ratings yet
- Catalogo SchulzDocument61 pagesCatalogo SchulzIsabel PulidoNo ratings yet
- SeAH KoreaDocument37 pagesSeAH KoreaThuận LêNo ratings yet
- Pipe ManufactureDocument26 pagesPipe ManufactureFazlul Karim AkashNo ratings yet
- Copper-Nickel Products: Copper-Nickel Tubing Fittings, Flanges, Sheet, Plate and RodDocument70 pagesCopper-Nickel Products: Copper-Nickel Tubing Fittings, Flanges, Sheet, Plate and RodchocohmxNo ratings yet
- Ductile PipesDocument33 pagesDuctile Pipesanirbanpwd76No ratings yet
- The First L555 (X80) Pipeline in JapanDocument11 pagesThe First L555 (X80) Pipeline in JapanMarcelo Varejão CasarinNo ratings yet
- Section 3: American Ductile Iron PipeDocument35 pagesSection 3: American Ductile Iron Pipejosesantimateo100% (2)
- NEW TWI Enrollment FormDocument4 pagesNEW TWI Enrollment FormSohail TisekarNo ratings yet
- Carboguard 703 GFDocument2 pagesCarboguard 703 GFSohail Tisekar100% (1)
- CapsDocument1 pageCapsSohail TisekarNo ratings yet
- Scotchkote: Fusion-Bonded Epoxy Coating 206N LGDocument1 pageScotchkote: Fusion-Bonded Epoxy Coating 206N LGSohail TisekarNo ratings yet
- Saes B 005 PDFDocument9 pagesSaes B 005 PDFSohail TisekarNo ratings yet
- D 197 - 87 R02 - Rde5nw - PDFDocument7 pagesD 197 - 87 R02 - Rde5nw - PDFSohail TisekarNo ratings yet
- Awwa C205-00Document32 pagesAwwa C205-00Sohail Tisekar100% (1)
- 09 Samss 091Document19 pages09 Samss 091Sohail Tisekar100% (1)
- Providing Training Solutions Worldwide: World Leaders in Welding, NDT, HSE and Inspection TrainingDocument33 pagesProviding Training Solutions Worldwide: World Leaders in Welding, NDT, HSE and Inspection TrainingSohail TisekarNo ratings yet
- 175 000003 PDFDocument1 page175 000003 PDFSohail TisekarNo ratings yet
- Saes L 850Document8 pagesSaes L 850Sohail TisekarNo ratings yet
- 09 Samss 088Document5 pages09 Samss 088Sohail TisekarNo ratings yet
- 66404Document23 pages66404amdevaNo ratings yet
- UNIT 3 Torsion and SpringDocument4 pagesUNIT 3 Torsion and Springl8o8r8d8s8i8v8100% (1)
- Autoclaved Aerated Concrete (AAC) We Put Concrete Into ShapeDocument6 pagesAutoclaved Aerated Concrete (AAC) We Put Concrete Into ShapeeduardoaffreNo ratings yet
- Burete EUR-I-PS-0045, RO-EN, V12 - Fisa Tehnica N2538Document1 pageBurete EUR-I-PS-0045, RO-EN, V12 - Fisa Tehnica N2538RizzoRo1No ratings yet
- Experiment-2 ChemistryDocument2 pagesExperiment-2 Chemistryanshsoni1101No ratings yet
- Building MaterialDocument15 pagesBuilding Materialbirendra prasadNo ratings yet
- Sampling Aluminum Ingots, Billets, Castings and Finished or Semi-Finished Wrought Aluminum Products For Compositional AnalysisDocument8 pagesSampling Aluminum Ingots, Billets, Castings and Finished or Semi-Finished Wrought Aluminum Products For Compositional AnalysisHAMCHI MohammedNo ratings yet
- ASTM E17Document3 pagesASTM E17wendeltrentoNo ratings yet
- Head Office: 1/3-H-A-2, Street # 6, East Azad Nagar, Delhi-110051 (One KM From Welcome Metro Station)Document6 pagesHead Office: 1/3-H-A-2, Street # 6, East Azad Nagar, Delhi-110051 (One KM From Welcome Metro Station)Vikash SharmaNo ratings yet
- Stormwater Polutant Traps EvaluationDocument11 pagesStormwater Polutant Traps EvaluationPutra RakhmadaniNo ratings yet
- 11 Chemistry Sample PapersDocument10 pages11 Chemistry Sample PapersPc xoixaNo ratings yet
- Products Guide: Europe Middle East Africa AmericasDocument59 pagesProducts Guide: Europe Middle East Africa AmericasOscar SalazarNo ratings yet
- AP Chemistry - Classification of Matter Worksheet: Fill in The Blanks in The Table With The Words in The List BelowDocument3 pagesAP Chemistry - Classification of Matter Worksheet: Fill in The Blanks in The Table With The Words in The List Belowalma silvaNo ratings yet
- The Benefits of Waste Management 1.better EnvironmentDocument4 pagesThe Benefits of Waste Management 1.better EnvironmentSally DailyNo ratings yet
- Self-Gripping Gasketing: Program 1011Document1 pageSelf-Gripping Gasketing: Program 1011Sofyan HadiNo ratings yet
- EP7 3.2.1 Glass Containers For Pharmaceutical Use PDFDocument5 pagesEP7 3.2.1 Glass Containers For Pharmaceutical Use PDFRany BanaNo ratings yet
- ASTM D1856 092015 Aug 2019Document4 pagesASTM D1856 092015 Aug 2019karenmerino94No ratings yet
- Steel Companies ProwessDocument9 pagesSteel Companies ProwessKshitij AgrawalNo ratings yet
- BQ - SewerageDocument3 pagesBQ - SewerageZak HeroNo ratings yet
- Possibility of Production of Bricks Using Waste Materials & Natural Binding Materials in Sri LankaDocument25 pagesPossibility of Production of Bricks Using Waste Materials & Natural Binding Materials in Sri LankaRohantha RukshanNo ratings yet
- AS Chem CH 1.2 Hess LawDocument21 pagesAS Chem CH 1.2 Hess LawRaymond Chan100% (1)
- Burgess Vulcan Latest Publication 2014Document36 pagesBurgess Vulcan Latest Publication 2014jianglai2010No ratings yet
- Trouble With Paint Barrier CoatingsDocument15 pagesTrouble With Paint Barrier Coatingsravi00098100% (1)
- Kinetics of Surface Catalysed RxnsDocument5 pagesKinetics of Surface Catalysed Rxnsnrj18No ratings yet
- Tool Steels - TechDocument9 pagesTool Steels - TechKathir HaiNo ratings yet
- Hull Inspection Assessment - SolutionsDocument6 pagesHull Inspection Assessment - SolutionsHashem GamNo ratings yet
- Formal-5Document44 pagesFormal-5Tamzidul AlamNo ratings yet
- Chapter 4 Shear Force Bending Moment and Deflection of Beams 28012015 For StudentsDocument26 pagesChapter 4 Shear Force Bending Moment and Deflection of Beams 28012015 For StudentsccipNo ratings yet
- PracDocument31 pagesPracapi-3737745100% (1)
- ASTM A747-Standard-Specification-For-Steel-Castings-Stainless-Precipitation-Hardening PDFDocument4 pagesASTM A747-Standard-Specification-For-Steel-Castings-Stainless-Precipitation-Hardening PDFRaul Dela Rosa Malanog100% (1)