You might also like
- To Dmaic or Not To DmaicDocument1 pageTo Dmaic or Not To Dmaicritch99No ratings yet
- Special Alloys and Overmatched Welding Products SolveDocument14 pagesSpecial Alloys and Overmatched Welding Products SolveBhanu Pratap ChoudhuryNo ratings yet
- Cobalt PDFDocument75 pagesCobalt PDFKhder DayubNo ratings yet
- Welding International Volume 25 Heat Tint Colours On Stainless Steel and Welded JointsDocument5 pagesWelding International Volume 25 Heat Tint Colours On Stainless Steel and Welded JointsAPINo ratings yet
- Astm A800Document6 pagesAstm A800sukrisnoNo ratings yet
- Cladded & Weld Overlayed Components For Oil & Gas, Refinery and Petrochemical IndustryDocument8 pagesCladded & Weld Overlayed Components For Oil & Gas, Refinery and Petrochemical Industrykatchani50% (2)
- Operate A Personal Computer PDFDocument56 pagesOperate A Personal Computer PDFBirhanu Girmay100% (8)
- Session PlanDocument11 pagesSession PlanMat Domdom Sansano100% (1)
- Properties of NickelDocument60 pagesProperties of NickelchodekiranNo ratings yet
- Welding BisplateDocument12 pagesWelding BisplateLim Senglin100% (1)
- Cavitec GMA RecomendDocument2 pagesCavitec GMA RecomendmaguenhoyosNo ratings yet
- BOC Purging While Welding Brochure351 - 68116 PDFDocument16 pagesBOC Purging While Welding Brochure351 - 68116 PDFAl0611981No ratings yet
- Advance StructuresDocument6 pagesAdvance StructuresManju NishaNo ratings yet
- TSADocument44 pagesTSAdraj1875977No ratings yet
- An Overview of Sensitization Dynamics in Ferritic Stainless Steel WeldsDocument9 pagesAn Overview of Sensitization Dynamics in Ferritic Stainless Steel Weldssayed mahdyNo ratings yet
- Hobart Aluminum GuideDocument47 pagesHobart Aluminum GuideAntonioPalloneNo ratings yet
- GMAWDocument53 pagesGMAWJithuJohn100% (1)
- Selected Welding Application in Offshore IndustryDocument38 pagesSelected Welding Application in Offshore IndustryzuudeeNo ratings yet
- Accelerated CoolingDocument7 pagesAccelerated CoolingHarikrishnan N SivaprasadNo ratings yet
- Metrode P92TP Welding ConsumablesDocument23 pagesMetrode P92TP Welding Consumablespipedown456No ratings yet
- WeldingDocument68 pagesWeldingRajneesh Patel100% (1)
- Annealing (Metallurgy) WikiDocument4 pagesAnnealing (Metallurgy) WikiStephen MontelepreNo ratings yet
- Microstructural FeaturesDocument27 pagesMicrostructural FeaturesHagen_of_TronjeNo ratings yet
- Welding Duplex Stainless Steels - A Review of Currernt RecommendationsDocument12 pagesWelding Duplex Stainless Steels - A Review of Currernt RecommendationsTrushar Parmar100% (1)
- Ni Resist and Ductile Ni Resist Alloys 11018Document40 pagesNi Resist and Ductile Ni Resist Alloys 11018Prasad Aher100% (1)
- Cladding PDFDocument6 pagesCladding PDFlibid_rajNo ratings yet
- Segregation and Banding in SteelDocument2 pagesSegregation and Banding in SteelskluxNo ratings yet
- Guidelines For Specification, Welding and Inspection of Stainless Alloy PipingDocument19 pagesGuidelines For Specification, Welding and Inspection of Stainless Alloy Pipingafr5364No ratings yet
- Different Forms of Corrosion - Microbiologically Influenced Corrosion MIC - Microbial CorrosionDocument2 pagesDifferent Forms of Corrosion - Microbiologically Influenced Corrosion MIC - Microbial CorrosionHarry NuryantoNo ratings yet
- CH 14 CarbonandAlloySteelsDocument42 pagesCH 14 CarbonandAlloySteelsdarwin_hua100% (1)
- Brazing BPS 107-1 PDocument5 pagesBrazing BPS 107-1 Pmbe josephNo ratings yet
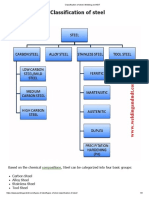
- Classification of Steel - Welding and NDTDocument3 pagesClassification of Steel - Welding and NDTAshif Iqubal100% (1)
- A 1031 - 04 Qtewmze - PDFDocument4 pagesA 1031 - 04 Qtewmze - PDFqueno1No ratings yet
- Review of Type IV Cracking of Weldments in 9Document64 pagesReview of Type IV Cracking of Weldments in 9Krishnan SanthanarajNo ratings yet
- Alloy Guide PDFDocument12 pagesAlloy Guide PDFArjed Ali ShaikhNo ratings yet
- Welding of Austenitic Stainless Steel - Job Knowledge 103Document2 pagesWelding of Austenitic Stainless Steel - Job Knowledge 103chowhkNo ratings yet
- Esab Inconel 625 InfoDocument1 pageEsab Inconel 625 InforinshadNo ratings yet
- KMT Stellite Alloys Brochure FINALDocument15 pagesKMT Stellite Alloys Brochure FINALIkhsan LyNo ratings yet
- Welding AISI 4130 PDFDocument5 pagesWelding AISI 4130 PDFDarioNo ratings yet
- Weldability PDFDocument60 pagesWeldability PDFS GoudaNo ratings yet
- Final Welding of Ti Alloys and MG AlloysDocument32 pagesFinal Welding of Ti Alloys and MG AlloysArjyajyoti GoswamiNo ratings yet
- Segregation and Banding in Carbon and Alloy SteelDocument2 pagesSegregation and Banding in Carbon and Alloy Steelmp87_ing100% (3)
- GMAW of Creep Resistant SteelsDocument5 pagesGMAW of Creep Resistant SteelsJustin Morse100% (1)
- Welding of Tool SteelDocument15 pagesWelding of Tool SteelRonaldo JuniorNo ratings yet
- PWHT of Dissimilar: Metal WeldsDocument48 pagesPWHT of Dissimilar: Metal WeldswchavezbNo ratings yet
- Mat Spec, Astm A 694 F65 Low Alloy Steel Forgings: SubseaDocument14 pagesMat Spec, Astm A 694 F65 Low Alloy Steel Forgings: SubseaJones Pereira Neto100% (1)
- 06 VD Mee-Welding of Super Duplex Stainless SteelsDocument12 pages06 VD Mee-Welding of Super Duplex Stainless SteelsKareem AbdelazizNo ratings yet
- Austral Wright Metals: CuttingDocument10 pagesAustral Wright Metals: CuttingScribdSnake123100% (1)
- ALuminium MIG Welding of All Series With Filler MetalsDocument37 pagesALuminium MIG Welding of All Series With Filler MetalsSuresh G KumarNo ratings yet
- Welding Metallurgy of Carbon Steel PDFDocument17 pagesWelding Metallurgy of Carbon Steel PDFwessamalex100% (1)
- Rimmed Vs Killed SteelDocument1 pageRimmed Vs Killed SteelMuthuKumarNo ratings yet
- Decomposition of Austenite in Austenitic Stainless SteelsDocument13 pagesDecomposition of Austenite in Austenitic Stainless SteelsregistrosegNo ratings yet
- Introduction To GMAWDocument63 pagesIntroduction To GMAWRumman Ul AhsanNo ratings yet
- Weldability of MaterialsDocument5 pagesWeldability of MaterialsclnNo ratings yet
- Application Notes Welding (English)Document8 pagesApplication Notes Welding (English)metallurgist100% (6)
- The Iron Puddler My life in the rolling mills and what came of itFrom EverandThe Iron Puddler My life in the rolling mills and what came of itNo ratings yet
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsFrom EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsNo ratings yet
- Biological Treatment of Microbial Corrosion: Opportunities and ChallengesFrom EverandBiological Treatment of Microbial Corrosion: Opportunities and ChallengesNo ratings yet
- Information Symposium Measurement and Control Techniques in Rolling: Luxembourg, 2 and 3 September 1981From EverandInformation Symposium Measurement and Control Techniques in Rolling: Luxembourg, 2 and 3 September 1981No ratings yet
- 1.1 Control Philosophy CAS-1 NMDCDocument36 pages1.1 Control Philosophy CAS-1 NMDCkoushik42000No ratings yet
- Excel CatDocument132 pagesExcel Catjuanf_scribdNo ratings yet
- Inspection and Quality Control in Production ManagementDocument4 pagesInspection and Quality Control in Production ManagementSameer KhanNo ratings yet
- The Importance of Subscale Jet Engine TestingDocument8 pagesThe Importance of Subscale Jet Engine TestingKKayNo ratings yet
- ZXComputingDocument100 pagesZXComputingozzy75No ratings yet
- Ic703 ServiceDocument57 pagesIc703 Servicewalters2No ratings yet
- Data Structure Algorithm Using C PresentationDocument245 pagesData Structure Algorithm Using C PresentationdhruvwNo ratings yet
- On-Farm Composting Methods 2003 BOOKDocument51 pagesOn-Farm Composting Methods 2003 BOOKlalibNo ratings yet
- Language Processing System:-: CompilerDocument6 pagesLanguage Processing System:-: CompilerRenganathan rameshNo ratings yet
- Detailed Lesson Plan in Science 5Document5 pagesDetailed Lesson Plan in Science 5hs4fptm82gNo ratings yet
- Droop Vs Iso Control Modes For Gas TurbinesDocument3 pagesDroop Vs Iso Control Modes For Gas TurbinesArdvark100% (1)
- ARMY TM 9-1804 Power Train Body Frame .25ton 4X4 Truck M38 Jul52Document206 pagesARMY TM 9-1804 Power Train Body Frame .25ton 4X4 Truck M38 Jul52RockWagon100% (2)
- PT 0817 Cebu Room Assignment PDFDocument16 pagesPT 0817 Cebu Room Assignment PDFPhilBoardResultsNo ratings yet
- Rankel Engine.Document16 pagesRankel Engine.Divya Prakash SrivastavaNo ratings yet
- Technical Information: Chemical Resistance ChartDocument7 pagesTechnical Information: Chemical Resistance ChartthessandNo ratings yet
- Jrules Installation onWEBSPHEREDocument196 pagesJrules Installation onWEBSPHEREjagr123No ratings yet
- Design Procedure For Journal BearingsDocument4 pagesDesign Procedure For Journal BearingsSwaminathan100% (1)
- Parth Valves and Hoses LLP.: Test & Guarantee CertificateDocument1 pageParth Valves and Hoses LLP.: Test & Guarantee CertificateSURYAKANTNo ratings yet
- MB m.2 Support Am4Document2 pagesMB m.2 Support Am4HhhhCaliNo ratings yet
- Chip DielDocument45 pagesChip DielJUANCANEXTNo ratings yet
- Desmophen 1200 - en - 00134597 17947398 20766463Document3 pagesDesmophen 1200 - en - 00134597 17947398 20766463Sabri AeroChemNo ratings yet
- Health Safety StatementDocument22 pagesHealth Safety StatementShafiqul IslamNo ratings yet
- April 2016Document68 pagesApril 2016Treatment Plant Operator MagazineNo ratings yet
- Content Beyond SyllabusDocument3 pagesContent Beyond SyllabusRahul PolNo ratings yet
- Features: 833H - 1A - F - CDocument3 pagesFeatures: 833H - 1A - F - CDaniboy1994No ratings yet
- 01-19 Diagnostic Trouble Code Table PDFDocument40 pages01-19 Diagnostic Trouble Code Table PDFmefisto06cNo ratings yet
- SA Flight Instructors Training ProceduresDocument371 pagesSA Flight Instructors Training ProceduresGuilioNo ratings yet