Professional Documents
Culture Documents
Process Intensification Transforming Chemical Engineering PDF
Uploaded by
Christian RaineOriginal Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Process Intensification Transforming Chemical Engineering PDF
Uploaded by
Christian RaineCopyright:
Available Formats
PROCESS DESIGN TRENDS
Process Intensification:
Transforming
Chemical Engineering
Emerging equipment, processing techniques,
and operational methods promise spectacular
improvements in process plants, markedly shrinking
Andrzej I. Stankiewicz, their size and dramatically boosting their efficiency.
DSM Research/Delft University
of Technology These developments may result in the extinction
Jacob A. Moulijn,
Delft University of Technology
of some traditional types of equipment, if not
whole unit operations.
T oday, we are witnessing important
new developments that go beyond
traditional chemical engineering.
Engineers at many universities and
industrial research centers are working on novel
equipment and techniques that potentially could
transform our concept of chemical plants and
fication, no matter how we define it, does not
seem to have had much impact in the field of
stirring technology over the last four centuries,
or perhaps even longer. But, what actually is
process intensification?
In 1995, while opening the 1st International
Conference on Process Intensification in the
lead to compact, safe, energy-efficient, and envi- Chemical Industry, Ramshaw, one of the pio-
ronment-friendly sustainable processes. These neers in the field, defined process intensifica-
developments share a common focus on process tion as a strategy for making dramatic reduc-
intensification an approach that has been tions in the size of a chemical plant so as to
around for quite some time but has truly emerged reach a given production objective (2). These
only in the past few years as a special and inter- reductions can come from shrinking the size of
esting discipline of chemical engineering. individual pieces of equipment and also from
In this article, we take a closer look at pro- cutting the number of unit operations or appa-
cess intensification. We define what it involves, ratuses involved. In any case, the degree of re-
discuss its dimensions and structure, and review duction must be significant; how significant
recent developments in process-intensifying de- remains a matter of discussion. Ramshaw
vices and methods. speaks about volume reduction on the order of
100 or more, which is quite a challenging
What is process intensification? number. In our view, a decrease by a factor of
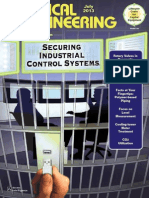
One of the woodcuts in the famous 16th two already bears all attributes of a drastic
century book by Georgius Agricola (1) illus- step change and, therefore, should be consid-
trates the process of retrieving gold from gold ered as process intensification.
Copyright 2000
ore (Figure 1). The resemblance between some On the other hand, Ramshaws definition is
American Institute
of Chemical Engineers.
of the devices shown in the picture (for in- quite narrow, describing process intensifica-
All rights reserved. stance, the stirred vessels O and the stirrers S) tion exclusively in terms of the reduction in
Copying and and the basic equipment of todays chemical plant or equipment size. In fact, this is merely
downloading permitted process industries (CPI) is striking. Indeed, one of several possible desired effects. Clear-
with restrictions. Agricolas drawing shows that process intensi- ly, a dramatic increase in the production ca-
22 January 2000 Chemical Engineering Progress
dustry, however, process developers
still often opt for conventional shell-
and-tube units, even in cases where
plate or spiral heat exchangers could
easily be applied.
Process intensification concerns
only engineering methods and equip-
ment. So, for instance, development
of a new chemical route or a change
in composition of a catalyst, no mat-
ter how dramatic the improvements
they bring to existing technology, do
not qualify as process intensification.
We, therefore, offer the following
definition:
Process intensification consists of
the development of novel apparatuses
and techniques that, compared to
those commonly used today, are ex-
pected to bring dramatic improve-
ments in manufacturing and process-
ing, substantially decreasing equip-
ment-size/production-capacity ratio,
energy consumption, or waste pro-
duction, and ultimately resulting in
cheaper, sustainable technologies.
Or, to put this in a shorter form:
any chemical engineering develop-
ment that leads to a substantially
smaller, cleaner, and more energy-
efficient technology is process
intensification!
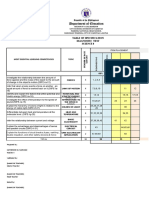
As shown in Figure 2, the whole
field generally can be divided into
two areas:
process-intensifying equipment,
such as novel reactors, and intensive
mixing, heat-transfer and mass-trans-
fer devices; and
process-intensifying methods,
such as new or hybrid separations, in-
Figure 1. 16th century technology for retrieving gold from ore (1).
tegration of reaction and separation,
heat exchange, or phase transition (in
so-called multifunctional reactors),
pacity within a given equipment certain established technologies and techniques using alternative energy
volume, a step decrease in energy hardware. Usually, these have been sources (light, ultrasound, etc.), and
consumption per ton of product, or applied on a limited scale (at least in new process-control methods (like in-
even a marked cut in wastes or comparison with their potential) and tentional unsteady-state operation).
byproducts formation also qualify as have not yet generally been recog- Obviously, there can be some
process intensification. nized as standard by the chemical en- overlap. New methods may require
Not surprisingly, process intensifi- gineering community. A typical ex- novel types of equipment to be devel-
cation, being driven by the need for ample is the compact heat exchanger oped and vice versa, while novel ap-
breakthrough changes in operations, (3,4). These exchangers have been paratuses already developed some-
focuses mainly on novel methods and widely used for quite a long time in times make use of new, unconven-
equipment. But, it also encompasses the food industry. In the chemical in- tional processing methods.
Chemical Engineering Progress January 2000 23
PROCESS DESIGN TRENDS
Process Intensification
Equipment Methods
Equipment for
Equipment for
Operations Multifunctional Hybrid Alternative Other
Carrying Out
not Involving Reactors Separations Energy Sources Methods
Chemical Reactions
Chemical Reactions
Examples
Spinning Disk Reactor Static Mixers Reverse-Flow Membrane Absorption Centrifugal Fields Supercritical Fluids
Static Mixer Reactor Compact Heat Reactors Membrane Distillation Ultrasound Dynamic (Periodic)
(SMR) Exchangers Reactive Distillation Adsorptive Distillation Solar Energy Reactor Operation
Static Mixing Catalysts Microchannel Heat Reactive Extraction Microwaves
(KATAPAKs) Exchangers Reactive Crystallization Electric Fields
Monolithic Reactors Rotor/Stator Mixers Chromatographic Plasma Technology
Microreactors Rotating Packed Beds Reactors
Heat Exchange (HEX) Centrifugal Adsorber Periodic Separating
Reactors Reactors
Supersonic Gas/Liquid Membrane Reactors
Reactor Reactive Extrusion Figure 2. Process intensification and
Jet-Impingement Reactive Comminution its components.
Reactor Fuel Cells
Rotating Packed-Bed
Reactor
Process-intensifying One of the more important disad-
equipment vantages of static mixers is their rela-
Our earlier comment that Agricolas tively high sensitivity to clogging by
woodcut shows how little stirring solids. Therefore, their utility for re-
technology has progressed is not en- actions involving slurry catalysts is
tirely true. In fact, the technology of limited. Sulzer solved this problem
stirring has been greatly intensified (at least partially) by developing
during the last 25 years, at least as structured packing that has good stat-
far as liquid/liquid and gas/liquid ic-mixing properties and that simulta-
systems. Surprisingly, this was neously can be used as the support
achieved not by improving mechani- for catalytic material. Its family of
cal mixers but, quite the opposite, by open-crossflow-structure catalysts,
abandoning them in favor of stat- so-called KATAPAKs (6) (Figure 4a),
ic mixers (5). These devices are fine are used in some gas-phase exother-
examples of process-intensifying mic oxidation processes traditionally
equipment. They offer a more size- carried out in fixed beds, as well as in
and energy-efficient method for mix- catalytic distillation. KATAPAKs
ing or contacting fluids and, today, have very good mixing and radial
serve even wider roles. For instance, heat-transfer characteristics (6). Their
the Sulzer (Winterthur, Switz.) SMR main disadvantage is their relatively
static-mixer reactor, which has mix- low specific geometrical area, which
ing elements made of heat-transfer is much lower than that of their most
tubes (Figure 3), can successfully be important rival in the field, monolith-
applied in processes in which simul- ic catalysts (7) (Figure 4b).
taneous mixing and intensive heat
removal or supply are necessary, Figure 3. Proprietary reactor-mixer is a clas- Monolithic catalysts
such as in nitration or neutralization sic example of process-intensifying equipment. Monolithic substrates used today
reactions. (Photo courtesy of Sulzer.) for catalytic applications are metallic
24 January 2000 Chemical Engineering Progress
Figure 4. ements, using the latter as gas/liquid
(a) Packing with dispersing devices. The in-line units
integrated catalyst
offer additional advantages:
(photo courtesy of
Sulzer.), and
low investment costs, because
(b) monolithic in-line monolithic reactors are ready-
catalyst (photo to-use modules that are installed as
courtesy of part of the pipelines;
Corning). compact plant layout (in-line
monolith reactors can even be placed
underground, say, in cement ducts
see Figure 5);
ability to meet much higher
safety and environmental standards
or nonmetallic bodies providing a of conventional packed-bed systems; than conventional reactors (such as,
multitude of straight narrow channels high geometrical areas per reac- for instance, by placing the reactor
of defined uniform cross-sectional tor volume, typically 1.54 times unit beneath ground level);
shapes. To ensure sufficient porosity more than in the reactors with partic- very easy and quick replacement
and enhance the catalytically active ulate catalysts; (e.g., in case of catalyst deactivation)
surface, the inner walls of the mono- high catalytic efficiency, practi- simply by swapping a piece of
lith channels usually are covered with cally 100%, due to very short diffu- pipeline, instead of having to unload
a thin layer of washcoat, which acts sion paths in the thin washcoat layer; old and load new catalyst;
as the support for the catalytically ac- and the possibility of distributing
tive species. exceptionally good perfor- multiple feed points along the reac-
The most important features of the mance in processes in which selec- tor; and
monoliths are: tivity is hampered by mass-transfer easy attainment of a near-to-
very low pressure drop in sin- resistances. plug-flow regime.
gle- and two-phase flow, one to two Monolithic catalysts also can be In a modeling study of an industri-
orders of magnitude lower than that installed in-line, like static mixing el- al gas/liquid process, Stankiewicz (8)
Side-Stream (Optional)
Monolithic Catalyst
Heat Exchange (Optional) Reaction Dispersing, Mixing
Figure 5. Cross-flow monolithic structure. (Illustration courtesy of Corning.)
Chemical Engineering Progress January 2000 25
PROCESS DESIGN TRENDS
gives a spectacular example of an ap- microreactors. The very high heat- years, Pacific Northwest National
proximately 100-fold reduction in re- transfer rates achievable in microre- Laboratory (Richland, WA) has
actor size from replacing a conven- actors allow for operating highly demonstrated microchannel heat ex-
tional system with an in-line mono- exothermic processes isothermally, changers in a planar sheet architec-
lithic unit. which is particularly important in car- ture that exhibit high heat fluxes and
One of the problems in monolith rying out kinetic studies. Very low re- convective-heat-transfer coefficients.
reactors, especially for gas-phase cat- action-volume/surface-area ratios make The reported values of heat-transfer
alytic processes, is difficult heat re- microreactors potentially attractive for coefficients in microchannel heat ex-
moval due to the absence of radial processes involving toxic or explo- changers range from 10,000 to
dispersion. Monolith channels are sive reactants. The scale at which 35,000 W/m2K (4, 12).
fully separated from each other and, processes using batteries of multiple
therefore, the only heat transport microreactors become economically Rotating devices
mechanism is the conductivity and technically feasible still needs to Almost as high heat-transfer coef-
through the monolith material. For be determined, though. ficients are achievable in the spinning
highly exothermic gas-phase reac- The geometrical configuration of disk reactor (SDR) (13). This unit
tions, so-called HEX reactors devel- microchannel heat exchangers (stacked (see Figure 7) developed by
oped by BHR Group, Ltd. (Cranfield, cross-flow structures) resembles that Ramshaws group at Newcastle Uni-
U.K.) (9) present a promising option. of the cross-flow monoliths in Figure versity (Newcastle, U.K.) primarily is
In these reactors, one side of a com- 6, although the materials and fabrica- aimed at fast and very fast liquid/liq-
pact heat exchanger is made catalyti- tion methods used differ. The chan- uid reactions with large heat effect,
cally active, either by washcoating or nels in the plates of microchannel such as nitrations, sulfonations, and
by introducing catalytically active el- heat exchangers are usually around 1 polymerizations (e.g., styrene poly-
ements (such as pellets or structured mm or less wide, and are fabricated merization (14)). In SDRs, a very thin
packings). A ceramic cross-flow via silicon micromachining, deep X- (typically 100 m) layer of liquid
monolith structure developed by ray lithography, or nonlithographic moves on the surface of a disk spin-
Corning Inc. (Corning, NY) (10) micromachining. Over the past few ning at up to approximately 1,000
(Figure 6) also potentially can be rpm. At very short residence times
used as a catalytic reactor/heat ex- (typically 0.1 s), heat is efficiently re-
changer, e.g., for carrying out two moved from the reacting liquid at
chemical processes (exo- and en- heat-transfer rates reaching 10,000
dothermic) within one unit. Com- W/m2K. SDRs currently are being
pared to conventional fixed-bed reac- commercialized.
tors, such reactors offer much better Other reactors especially dedicated
heat-transfer conditions namely, to fast and very fast processes worth
heat-transfer coefficients typically of mentioning include: the supersonic
3,5007,500 W/m2K, and heat-trans- gas/liquid reactor developed at Prax-
fer areas of up to 2,200 m2. air Inc. (Danbury, CT) (15) for
gas/liquid systems and the jet-im-
Microreactors pingement reactor of NORAM Engi-
Even higher values of heat-trans- Figure 6. Concept of an in-line catalytic neering and Constructors (Vancouver,
fer coefficients than those in the HEX reactor (8). BC) (16,17) for liquid/liquid systems.
reactors can be achieved in microre-
actors. Here, values of up to 20,000 Figure 7.
W/m2K are reported (11). Microreac- Feed Schematic of the
tors are chemical reactors of extreme- spinning-disk
reactor.
ly small dimensions that usually have
a sandwich-like structure consisting Products
of a number of slices (layers) with
micromachined channels (10100 m
in dia.). The layers perform various Heat Exchange
functions, from mixing to catalytic
reaction, heat exchange, or separa-
tion. Integration of these various
functions within a single unit is one
of the most important advantages of
26 January 2000 Chemical Engineering Progress
The former employs a supersonic Figure 8.
Axis Centrifugal adsorber
shockwave to disperse gas into very
(23). (Drawing
tiny bubbles in a supersonic in-line courtesy of Bird
mixing device, while the latter uses a Liquid Effluent Liquid Feed
Engineering.)
system of specially configured jets
and baffles to divide and remix liq- L
uid streams with high intensity. Adsorbent Feed Adsorbent Effluent
Rotor/stator mixers (18), which are
aimed at processes requiring very fast
Centrifugal Field w2R
mixing on a micro scale, contain a w
high-speed rotor spinning close to a
motionless stator. Fluid passes
through the region where rotor and
Fresh Adsorbent
stator interact and experiences highly
pulsating flow and shear. In-line
rotor/stator mixers resemble centrifu-
gal pumps and, therefore, may simul- Liquid Feed
taneously contribute to pumping the
liquids.
Rotational movement and centrifu-
gal forces are used not only in SDRs.
High gravity (HIGEE) technology,
which Imperial Chemical Industries
(London) started working on in the
late 1970s as a spinoff from a NASA
research project on microgravity en-
Liquid Effluent
vironment (19,20), has developed
into one of the most promising
branches of process intensification.
HIGEE technology intensifies mass-
transfer operations by carrying them Adsorbent Effluent
out in rotating packed beds in which
high centrifugal forces (typically
1,000 g) occur. This way, heat and Chong Zhengs group also has high capacities (typically 1050
momentum transfer as well as mass achieved successes in crystallization m3/h).
transfer can be intensified. The rotat- of nanoparticles: very uniform 1530
ing-bed equipment, originally dedi- nm crystals of CaCO3 have been Process-intensifying
cated to separation processes (such as made in a rotating crystallizer at pro- methods
absorption, extraction, and distilla- cessing times 410 times shorter than As highlighted in Figure 2, most
tion), also can be utilized for reacting those for a conventional stirred-tank process-intensifying methods fall into
systems (especially those that are process (22). Another interesting ex- three well-defined areas: integration
mass-transfer limited). It potentially ample here, also undergoing commer- of reaction and one or more unit op-
can be applied not only to gas/liquid cialization, is a centrifugal adsorber erations into so-called multifunction-
systems, but also to other phase (Figure 8) developed at Delft Univer- al reactors, development of new hy-
combinations including three-phase sity of Technology (Delft, The brid separations, and use of alterna-
gas/liquid/solid systems. Recently, Netherlands) (23). This is a new con- tive forms and sources of energy for
Chong Zhengs group at the HI- tinuous device for carrying out ion- processing. Lets now take a closer
GRAVITEC Center (Beijing) has suc- exchange or adsorption processes. look at each of these areas.
cessfully applied rotating (5002,000 Using a centrifugal field to establish
rpm) packed beds on a commercial countercurrent flow between the liq- Multifunctional reactors
scale for deaeration of flooding water uid phase and the adsorbent enables These can be described as reactors
in Chinese oil fields. There, rotating use of very small (1050 mm) adsor- that, to enhance the chemical conver-
machines of 1 m dia. replaced con- bent particles and design of extreme- sion taking place and to achieve a
ventional vacuum towers of 30 m ly compact separation equipment higher degree of integration, combine
height (21). with very short contact times and at least one more function (usually a
Chemical Engineering Progress January 2000 27
PROCESS DESIGN TRENDS
unit operation) that conventionally lower capital investment (30). Also, a membrane unit). Yet, practically no
would be performed in a separate reverse process to the one described large-scale industrial applications have
piece of equipment. A widely known above, that is, combination of reac- been reported so far. The primary rea-
example of integrating reaction and tion and condensation, has been stud- son for this most definitely is the rela-
heat transfer in a multifunctional unit ied for benzene oxidation to cyclo- tively high price of membrane units,
is the reverse-flow reactor (24). For hexane and for methanol synthesis although other factors, such as low
exothermic processes, the periodic (31,32). The number of processes in permeability as well as mechanical
flow reversal in such units allows for which reactive distillation has been and thermal fragileness, also play an
almost perfect utilization of the heat implemented on a commercial scale important role. Further developments
of reaction by keeping it within the is still quite limited but the poten- in the field of material engineering
catalyst bed and, after reversion of the tial of this technique definitely goes surely will change this picture.
flow direction, using it for preheating far beyond todays applications. Multifunctional reactors may inte-
the cold reactant gases. To date, re- Numerous research groups are in- grate not only reaction and heat trans-
verse-flow reactors have been used in vestigating other types of combined re- fer or reaction and separation but also
three industrial processes (24): SO2 actions and separations, such as reac- combine reaction and phase transi-
oxidation, total oxidation of hydrocar- tive extraction (33,34), reactive crystal- tion. A well-known example of such a
bons in off-gases, and NOx reduction. lization (35), and integration of reac- combination is reactive extrusion.
The recent introduction of inert pack- tion and sorption operations, for in- Reactive extruders are being increas-
ing for heat exchange (25) has lead to stance, in chromatographic reactors ingly used in the polymer industries.
a sandwich reactor; it consists of (36,37,38) and periodic separating re- They enable reactive processing of
three zones a catalyst bed between actors, which are a combination of a highly viscous materials without re-
two beds of packing of heat-accumu- pressure swing adsorber with a period- quiring the large amounts of solvents
lating material. The reverse-flow prin- ic flow-forced packed-bed reactor (39). that stirred-tank reactors do. Particu-
ciple also has been applied in rotating larly popular are twin-screw extrud-
monolith reactors, which are used in- Membrane reactors ers, which offer effective mixing, the
dustrially for removal of undesired Today, a huge research effort is de- possibility of operation at high pres-
components from gas streams and voted to membrane reactors (40). The sures and temperatures, plug-flow
continuous heat regeneration (26). membrane can play various functions characteristics, and capability of mul-
Studies also have been carried out on in such reactor systems. It, for in- tistaging. Most of the reactions car-
employing reversed-flow reactors for stance, can be used for selective in- ried out in extruders are single- or
endothermic processes (27). situ separation of the reaction prod- two-phase reactions. New types of
Reactive (catalytic) distillation is ucts, thus providing an advantageous extruders with catalyst immobilized
one of the better known examples of equilibrium shift. It also can be ap- on the surface of the screws, howev-
integrating reaction and separation, plied for a controlled distributed feed er, may allow carrying out three-
and is used commercially (28). In this of some of the reacting species, either phase catalytic reactions (47).
case, the multifunctional reactor is a to increase overall yield or selectivity Fuel cells present another example
distillation column filled with catalyt- of a process (e.g., in fixed-bed or of multifunctional reactor systems.
ically active packing. In the column, fluidized-bed membrane reactors Here, integration of chemical reaction
chemicals are converted on the cata- (41,42)) or to facilitate mass transfer and electric power generation takes
lyst while reaction products are con- (e.g., direct bubble-free oxygen sup- place (see, for instance, Ref. 48). Si-
tinuously separated by fractionation ply or dissolution in the liquid phase multaneous gas/solid reaction and
(thus overcoming equilibrium limita- via hollow-fiber membranes (43,44)). comminution in a multifunctional re-
tions). The catalyst used for reactive In addition, the membrane can enable actor also has been investigated (49).
distillation usually is incorporated in-situ separation of catalyst particles
into a fiberglass and wire-mesh sup- from reaction products (45)). Finally, Hybrid separations
porting structure, which also provides the membrane can incorporate catalyt- Many of the developments in this
liquid redistribution and disengage- ic material, thus itself becoming a area involve integration of mem-
ment of vapor. Structured catalysts, highly selective reaction-separation branes with another separation tech-
such as Sulzers KATAPAK, also are system. The scientific literature on cat- nique. In membrane absorption and
employed (29). The advantages of alytic membrane reactors is exception- stripping, the membrane serves as a
catalytic distillation units, besides the ally rich (see, for instance, Ref. 46) permeable barrier between the gas and
continuous removal of reaction prod- and includes many very interesting liquid phases. By using hollow-fiber
ucts and higher yields due to the ideas (such as heat- and mass-integrat- membrane modules, large mass-trans-
equilibrium shift, consist mainly of ed combination of hydrogenation and fer areas can be created, resulting in
reduced energy requirements and dehydrogenation processes in a single compact equipment. Besides, absorp-
28 January 2000 Chemical Engineering Progress
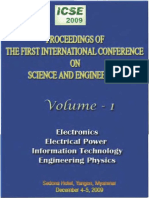
Acetic Acid
Methanol
Catalyst
Methyl
Acetate
Solvent Acetic
Distillation Methyl
Acid
Acetate
Extractive
Catalyst Distillation
Water Reactive
Distillation
Azeo Reaction
Reactive
Methanol Distillation
Distillation
Solvent
Entrainer
Water
Heavies
Conventional Task-Integrated
Water
Figure 9. Task-integrated methyl acetate column is much simpler than conventional plant. (Drawing courtesy of Eastman Chemical (76).
tion membranes offer operation inde- the membrane than in the pressure- some fine-chemical processes from
pendent of gas- and liquid flow rates, driven processes; batchwise to continuous operation.
without entrainment, flooding, chan- less membrane fouling, due to
neling, or foaming (50,51). larger pore size; and Use of alternative forms
Membrane distillation is probably potentially lower operating tem- and sources of energy
the best known hybrid, and is being peratures than in conventional evapo- Several unconventional processing
investigated worldwide (52,53). The ration or distillation, which may en- techniques that rely on alternative
technique is widely considered as an able processing of temperature-sensi- forms and sources of energy are of im-
alternative to reverse osmosis and tive materials. portance for process intensification.
evaporation. Membrane distillation Among hybrid separations not in- For instance, we already have dis-
basically consists of bringing a volving membranes, adsorptive dis- cussed the potential benefits of using
volatile component of a liquid feed tillation (55) offers interesting ad- centrifugal fields instead of gravitation-
stream through a porous membrane vantages over conventional methods. al ones in reactions and separations.
as a vapor and condensing it on the In this technique, a selective adsor- Among other techniques, research
other side into a permeate liquid. bent is added to a distillation mix- on sonochemistry (the use of ultra-
Temperature difference is the driving ture. This increases separation abili- sound as a source of energy for
force of the process. Foster et al. ty and may present an attractive op- chemical processing) appears to be
(54) name four basic advantages of tion in the separation of azeotropes the most advanced. Formation of mi-
membrane distillation: or close-boiling components. Ad- crobubbles (cavities) in the liquid re-
100% rejection of ions, macro- sorptive distillation can be used, for action medium via the action of ul-
molecules, colloids, cells, and other instance, for the removal of trace im- trasound waves has opened new pos-
nonvolatiles; purities in the manufacturing of fine sibilities for chemical syntheses.
lower operating pressure across chemicals; it may allow switching These cavities can be thought of as
Chemical Engineering Progress January 2000 29
PROCESS DESIGN TRENDS
high energy microreactors. Their Figure 10.
Single-unit
collapse creates microimplosions Flooding Tank distillation plant for
with very high local energy release hydrogen peroxide
(temperature rises of up to 5,000 K Coolling Water (77). (Drawing
and negative pressures of up to courtesy of Sulzer.)
Vacuum Pump
10,000 atm are reported (56)). This
may have various effects on the re-
acting species, from homolytic bond Direct Condenser
breakage with free radicals forma-
Cooling Water
tion, to fragmentation of polymer
chains by the shockwave in the liq- Reflux
uid surrounding the collapsing bub-
ble. For solid-catalyzed (slurry) sys-
tems, the collapsing cavities addi-
tionally can affect the catalyst sur-
face this, for example, can be Column
used for in-situ catalyst cleaning/re-
juvenation (57). A number of sono- Product
chemical reactor designs have been Lamella-Type Separator
developed and studied (58). Sono-
chemistry also has been investigated
in combination with other tech-
niques, e.g., with electrolysis for ox-
Intermediate Product
idation of phenol in wastewater (59).
Steam
The maximum economically and
technically feasible size of the reac- Climbing Film Evaporator
tion vessel still seems to be the de-
termining factor for industrial appli- Condensate
cation of sonochemistry.
Solar energy also may play a role
in chemical processing. A novel high- Feed
temperature reactor in which solar en-
ergy is absorbed by a cloud of react-
ing particles to supply heat directly to range of processes, including painting, plications tested so far in the labora-
the reaction site has been studied coating, and crop spraying. In these tory and on industrial scale include:
(60,61). Experiments with two small- processes, the electrically charged methane transformation to acetylene
scale solar chemical reactors in which droplets exhibit much better adhesion and hydrogen, destruction of N2O, re-
thermal reduction of MnO2 took place properties. In boiling heat transfer, forming of heavy petroleum residues,
also are reported (60). Other studies electric fields have been successfully CO2 dissociation, activation of organ-
describe, for example, the cycloaddi- used to control nucleation rates (66). ic fibers, destruction of volatile or-
tion reaction of a carbonyl compound Electric fields also can enhance pro- ganic compounds in air, natural gas
to an olefin carried out in a solar fur- cesses involving liquid/liquid mix- conversion to synthesis gas, and SO2
nace reactor (62) and oxidation of 4- tures, in particular liquid/liquid extrac- reduction to elemental sulfur.
chlorophenol in a solar-powered fiber- tion (67) where rate enhancements of
optic cable reactor (63). 200300% have been reported (68). Other methods
Microwave heating can make Interesting results have been pub- A number of other promising tech-
some organic syntheses proceed up to lished concerning so-called Gliding niques do not fall within the three
1,240 times faster than by conven- Arc technology, that is, plasma gener- categories we have discussed. Some
tional techniques (64). Microwave ated by formation of gliding electric already are known and have been
heating also can enable energy-effi- discharges (69,70,71). These dis- commercially proven in other indus-
cient in-situ desorption of hydrocar- charges are produced between elec- tries. For instance, supercritical fluids
bons from zeolites used to remove trodes placed in fast gas flow, and (SCFs) are used industrially for the
volatile organic compounds (65). offer a low-energy alternative for processing of natural products. Be-
Electric fields can augment process conventional high-energy-consump- cause of their unique properties,
rates and control droplet size for a tion high-temperature processes. Ap- SCFs are attractive media for mass-
30 January 2000 Chemical Engineering Progress
transfer operations, such as extraction Dynamic (periodic) operation of that is, combinations of reactions and
(72) and chemical reactions (73). chemical reactors has interested re- one or more unit operations, will play
Many of the physical and transport searchers for more than three decades. a dominant role in the future, process-
properties of a SCF are intermediate In many laboratory trials, the inten- intensive, sustainable CPI. Has the
between those of a liquid and a gas. tional pulsing of flows or concentra- evolution of chemical engineering
Diffusivity in an SCF, for example, tions has led to a clear improvement of thus reached the point in which tradi-
falls between that in a liquid and a product yields or selectivities (75). tional unit operations will give way to
gas; this suggests that reactions that Yet, despite a great amount of re- these hybrid forms and become ex-
are diffusion limited in the liquid search, commercial-scale applications tinct? Our answer to this question is
phase could become faster in a SCF are scarce, and limited mainly to the both no and yes.
phase. SCFs also have unique solubil- reverse-flow reactors we have already No, because the development of
ity properties. Compounds that are discussed. One of the main reasons is these new, integrated apparatuses and
largely insoluble in a fluid at ambient that dynamic operation requires in- techniques is and will remain deeply
conditions can become soluble in the vestments to synchronize nonstation- rooted in the knowledge of the basic,
fluid at supercritical conditions. Con- ary and stationary parts of the process. traditional unit operations. More than
versely, some compounds that are So, in general, steady-state operation that, further research progress in pro-
soluble at ambient conditions can be- is less expensive. There are cases, cess intensification will demand a
come less soluble at supercritical however, in which dynamic operation parallel progress in fundamental unit-
conditions. SCFs already have been may prove advantageous, despite the operation-based knowledge. There-
investigated for a number of systems, tradeoffs involved (76). fore, traditional unit operations will
including enzyme reactions, Diels- not disappear, at least not from chem-
Alder reactions, organometallic reac- Unit operations an extinct ical engineering research.
tions, heterogeneously catalyzed re- species? Yes, because some unit opera-
actions, oxidations, and polymeriza- So far, we have highlighted a vari- tions simply may become too ex-
tions. On the other hand, cryogenic ety of equipment and techniques that pensive or inefficient to continue to
techniques (distillation or distillation should play a significant role in the in- be used commercially. These opera-
combined with adsorption (74)), tensification of chemical processes. tions may well be marked for ex-
today almost exclusively used for This has not been a comprehensive tinction in the industrial practice of
production of industrial gases, may in cataloging, as new developments are the 21st century.
the future prove attractive for some regularly emerging from researchers This scenario is even more likely
specific separations in manufacturing worldwide. The examples do make for process equipment. Some types
bulk or fine chemicals. clear, however, that hybrid operations, of apparatuses used now probably
Figure 11. One vision of how a future plant employing process
intensification may look (right) vs. a conventional plant (left) (78).
(Rendering courtesy of DSM.)
Chemical Engineering Progress January 2000 31
PROCESS DESIGN TRENDS
14. Boodhoo, K. V. K., R. J. Jachuck, and C. 27. Kolios, G., and G. Eigenberger, Styrene
Literature Cited Ramshaw, Spinning Disk Reactor for the Synthesis in a Reverse-Flow Reactor,
1. Agricola, G., De Re Metallica Libri XII, Intensification of Styrene Polymerisation, Chem. Eng. Sci., 54 (13-14),
Froben & Episopius, Basel, Switz. (1556). Proceedings, 2nd Intl. Conf. Proc. Intensif. pp. 2,6372,646 (1999).
2. Ramshaw, C., The Incentive for Process in Pract., 28, BHR Group, London, 28. DeGarmo, J. L., V. N. Parulekar, and V.
Intensification, Proceedings, 1st Intl. Conf. pp. 125133 (1997). Pinjala, Consider Reactive Distillation,
Proc. Intensif. for Chem. Ind., 18, BHR 15. Cheng, A. T. Y., A High-Intensity Gas-Liq- Chem. Eng. Progress, 88 (3), pp. 4350
Group, London, p. 1 (1995). uid Tubular Reactor under Supersonic Two (Mar. 1992).
3. Thonon B., Design Method for Plate Phase Flow Conditions, Proceedings, 2nd 29. Kreul, L. U., A. Grak, and P. I.
Evaporators and Condensers, Proceed- Intl. Conf. Proc. Intensif. in Pract., 28, BHR Barton, Katalytische Destillation in Mod-
ings, 1st Intl. Conf. Proc. Intensif. for Group, London, pp. 205219 (1997). ernen Strukturiert-Katalytischen Packun-
Chem. Ind., 18, BHR Group, London, 16. Hauptmann, E. G., J. M. Rae, and A. A. gen, Jahrestagungen 98, II, Dechema,
pp. 3745 (1995). Guenkel, The Jet-Impingement Reactor, a Frankfurt, p. 913 (1998).
4. Thonon, B., and P. Mercier, Compact to New High Intensity Reactor for Liquid-Liq- 30. Stadig, W. P., Catalytic Distillation: Com-
Very Compact Heat Exchangers for the uid Reaction Processes, Proceedings, 1st bining Chemical Reaction with Product Sep-
Process Industry, Proceedings, 2nd Intl. Intl. Conf. Proc. Intensif. for the Chem. Ind., aration, Chem. Proc., 50 (2), pp. 2732
Conf. Proc. Intensif. in Pract., 28, BHR 18, BHR Group, London, pp. 181184 (1987).
Group, London, pp. 4962 (1997). (1995). 31. Halloin, V. L., H. Ben Armor, and S. J.
5. Mixing and Reaction Technology, Sulzer 17. Rae, J. M., and E. G. Hauptmann, Jet Wajc, Reactor-Condenser, Proceedings,
Chemtech, Winterthur, Switz. (1997). Impingement Reactor, U.S. Pat. 4,994,242 5th World Congress of Chem. Eng., San
6. Stringaro, J.-P., P. Collins, and O. Bailer, (Feb. 19, 1991). Diego, III, pp. 232237 (1996).
Open Cross-Flow-Channel Catalysts and 18. Bourne, J. R., and M. Studer, Fast Reac- 32. Ben Armor, H., and V. L. Halloin,
Catalysts Supports, in Structured Cata- tions in Rotor-Stator Mixers of Different Methanol Synthesis in a Multifunctional
lysts and Reactors, A. Cybulski and J. A. Size, Chem. Eng. Proc., 31 (5), Reactor, Chem. Eng. Sci., 54 (10),
Moulijn, eds., Marcel Dekker, New York, pp. 285296 (1992). pp. 1,4191,423 (1999).
pp. 393416 (1998). 19. Ramshaw, C., Higee Distillation an 33. Minotti, M., M. F. Doherty, and M. F.
7. Irandoust, S., A. Cybulski, and J. A. Example of Process Intensification, The Malone, Design for Simultaneous Reaction
Moulijn, The Use of Monolithic Catalysts Chem. Eng., 389 (2), pp. 1314 (1983). and Liquid-Liquid Extraction, I. & E. C.
for Three-Phase Reactions, in Structured 20. Ramshaw, C., and R. H. Mallinson, Mass Res., 37 (12), pp. 4,7464,755 (1998).
Catalysts and Reactors, A. Cybulski and J. Transfer Apparatus and its Use, Eur. Pat. 34. Samant, K. D., and K. M. Ng, Systematic
A. Moulijn, eds., Marcel Dekker, New 0,002,568 (June 20, 1984). Development of Extractive Reaction Pro-
York, pp. 239265 (1998). 21. Zheng, C., K. Guo, Y. Song, X. Zhou, D. cess, Chem. Eng. Technol., 22 (10),
8. Stankiewicz, A., Process Intensification in Al, Z. Xin, and N. C. Gardner, Industrial pp. 877880 (1999).
In-Line Monolith Reactor, ISCRE-16, Practice of HIGRAVITEC in Water Deaera- 35. Kelkar, V. V., K. D. Samant, and K. M.
16th Intl. Conf. Chem. React. Eng., Cra- tion, Proceedings, 2nd Intl. Conf. Proc. In- Ng, Design of Reactive Crystallization Pro-
cow, Poland, submitted to Chem. Eng. Sci. tensif. in Pract., 28, BHR Group, London, cesses, presented at AIChE Ann. Mtg., Los
9. Phillips, C. H., G. Lauschke, and H. pp. 273287 (1997). Angeles (1997).
Peerhossaini, Intensification of Batch 22. Chen, J., Y. Wang, Z. Jia, and C. Zheng, 36. Mazotti, M., A. Kruglov, B. Neri, D.
Chemical Processes by Using Integrated Synthesis of Nano-Particles of CaCO3 in a Gelosa, and M. Morbidelli, A Continu-
Chemical Reactor-Heat Exchangers, Appl. Novel Reactor, Proceedings, 2nd Intl. Conf. ous Chromatographic Reactor: SMBR,
Therm. Eng., 17 (810), pp. 809824 Proc. Intensif. in Pract., 28, BHR Group, Chem. Eng. Sci., 51 (10), pp. 1,8271,836
(1997). London, pp. 157161 (1997). (1996).
10. Ketcham, T. D., and D. J. St. Jullien, 23. Bisschops, M. A. T., L. A. M. Van der Wie- 37. Meurer, M., U. Altenhner, J. Strube, and
Method of Making a Cross-Flow Honey- len, and K. C. A. M. Luyben, Centrifugal H. Schmidt-Traub, Dynamic Simulation
comb Structure, U.S. Patent 5,660,778 Adsorption Technology for the Removal of of Simulated Moving Bed Chromatographic
(Aug. 26, 1997). Volatile Organic Compounds from Water, Reactors, J. of Chromatogr., 769 (1),
11. Jckel, K.-P., Microtechnology: Applica- Proceedings, 2nd Intl. Conf. Proc. Intensif. pp. 7179 (1997).
tion Opportunities in the Chemical Indus- in Pract., 28, BHR Group, London, 38. Juza, M., M. Mazzotti, and M. Morbidel-
try, Monograph Series 132, Dechema, pp. 299307 (1997). li, Simulated Moving Bed Technology
Frankfurt, pp. 2950 (1995). 24. Matros, Y. S., and G. A. Bunimovich, Re- Analytical Separations on a Large Scale,
12. Tonkovich, A. L. Y., C. J. Call, D. M. verse-Flow Operation in Fixed-Bed Catalyt- GIT Special. Chromatografie, 18 (2),
Jimenez, R. S. Wegeng, and M. K. Drost, ic Reactors, Catal. Rev.-Sci. Eng., 38 (1), pp. 7076 (1998).
Microchannel Heat Exchangers for Chem- pp. 168 (1996). 39. Vaporciyan, G. G., and R. H. Kadlec, Pe-
ical Reactors, AIChE Symp. Ser., 92 (310), 25. Matros, Y. S., and G. A. Bunimovich, riodic Separating Reactors: Experiments and
AIChE, New York, pp. 119125 (1996). Control of Volatile Organic Compounds by Theory, AIChE J., 35 (1), pp. 831844
13. Gibbard I., Spinning Disk Reactors. New the Catalytic Reverse Process, I. & E. C. (1989).
Opportunities for the Chemical Industry, Res., 34 (5), pp. 1,6301,640 (1995). 40. Sirkar, K. K., P. V. Shanbhag, and A. S.
presented at Proc. Intensif.: Profits for the 26. Comprehensive Activities in the Engineering Kovvali, Membrane in a Reactor: A Func-
Chem. Ind., Rotterdam, Netherlands Agen- and Installation of Efficient Energy Systems, tional Perspective, I. & E. C. Res., 38 (10),
cy for Energy and the Env., Sittard, The Leaflet 2016/3.0/8.90/Br, Kraftanlagen Hei- pp. 3,7153,737 (1999).
Netherlands (May 1998). delberg, Heidelberg, Germany (1990).
32 January 2000 Chemical Engineering Progress
41. Tsotsis, T. T., A. M. Champagnie, S. P. 54. Foster, P. J., A. Burgoyne, and M. M. Vah- 67. Weatherley, L. R., Electrically Enhanced
Vasileiadis, Z. D. Ziaka, and R. G. dati, A New Rationale for Membrane Dis- Mass Transfer, Heat Recov. Sys. & CHP, 13
Minet, Packed Bed Catalytic Membrane tillation Processing, presented at Intl. Conf. (6), pp. 515537 (1991).
Reactors, Chem. Eng. Sci., 47 (911), on Proc. Innov. and Intensif., Manchester, 68. Yamaguchi, M., Electrically Aided Extrac-
pp. 2,9032,908 (1992). U.K., I.Chem.E., Rugby, U.K. (1998). tion and Phase Separation Equipment, in
42. Adris, A.-E. M., and J. R. Grace, Char- 55. Yu, K. T., M. Zhou, and C. J. Xu, A Liquid-Liquid Extraction Equipment, J. C.
acteristics of Fluidized-Bed Membrane Re- Novel Separation Process: Distillation Ac- Godfrey and M. J. Slater, eds., Wiley, New
actors: Scale-up and Practical Issues, I. & companied by Adsorption, Proceedings, 5th York, pp. 585624 (1994).
E. C. Res., 36 (11), pp. 4,5494,556 (1997). World Congress of Chem. Eng., San Diego, 69. Czernichowski, A., and T. Czech, Plasma
43. Ahmed, T., and M. J. Semmens, Use of I, pp. 347352 (1996). Assisted Incineration of Some Organic
Sealed End Hollow Fibres for Bubbleless 56. Mason, T. J., Practical Sonochemistry. Vapours in Gliding Discharges Reactor,
Membrane Aeration: Experimental Stud- Users Guide to Applications in Chemistry Polish J. Appl. Chem., 39 (4), pp. 585590
ies, J. Membr. Sci., 69 (1), pp. 110 (1992). and Chemical Engineering, Ellis Horwood, (1995).
44. Shanbhang, P. V., A. K. Guha, and K. K. New York (1991). 70. Czernichowski, A., and H. Leuseur,
Sirkar, Single-Phase Membrane Ozona- 57. Mikkola, J. P., and T. Salmi, In situ Ultra- Multi-Electrodes High Pressure Gliding
tion of Hazardous Organic Compounds in sonic Catalyst Rejuvenation in Three-Phase Arc Reactor and its Applications for Some
Aqueous Streams, J. Haz. Mat., 41 (2), Hydrogenation of Xylose, Chem. Eng. Sci., Waste Gas and Vapor Incineration, Pro-
pp. 95104 (1995). 54 (10), pp. 1,5831,588 (1999). ceedings, Plasma Appl. to Waste Water
45. Huizenga, P., The Continuously Filtering 58. Horst, C., Y.-S. Chen, U. Kunz, and U. Treat., Idaho Falls, ID, pp. 113 (1991).
Slurry Reactor, PhD Diss., University of Hoffmann, Design, Modeling and Perfor- 71. Czernichowski, A., J. Polaczek, and T.
Twente, Enschede, The Netherlands (1998). mance of a Novel Sonochemical Reactor for Czech, Cold-Plasma Reduction of Flue-
46. Falconer, J. L., R. D. Noble, and D. P. Heterogeneous Reactions, Chem. Eng. Sci., Gas SOx to Elemental Sulfur, Proceedings,
Sperry, Catalytic Membrane Reactors, in 51 (10), pp. 1,8371,846 (1996). ISPC-11, 11th Intl. Symp. Plasma Chem.,
Membrane Separations Technology. Prin- 59. Trabelsi, F., H. At-Lyazidi, B. Ratsimba, Loughborough, U.K., I. U. P. A. C., Re-
ciples and Applications, R. D. Noble and A. M. Wilhelm, H. Delmas, P.-L. Fabre, search Triangle Park, NC, pp. 674679
S. A. Stern, eds., Elsevier, Amsterdam, and J. Berlan, Oxidation of Phenol in (1993).
pp. 669712 (1995). Wastewater by Sonoelectrochemistry, 72. McHugh, M. A., and V. J. Krukonis, Su-
47. Ebrahimi-Moshkabad, M., and J. M. Chem. Eng. Sci., 51 (10), pp. 1,8571,865 percritical Fluid Extraction, Butterworth-
Winterbottom, The Behaviour of an In- (1996). Heinemann, Boston (1994).
termeshing Twin Screw Extruder with Cat- 60. Ganz J., P. Haueter, A. Steinfeld, and D. 73. Savage P. E., S. Gopalan, T. I. Mizan, C.
alyst Immobilised Screws as Three-Phase Wuillemin, A Novel Volumetric Solar Reac- J. Martino, and E. E. Brock, Reactions at
Reactor, Cat. Today, 48 (14), tor for Metal Oxides Reduction, Proceed- Supercritical Conditions: Applications and
pp. 347355 (1999). ings, 7th Intl. Symp. Solar Thermal Conc. Fundamentals, AIChE J., 41 (7),
48. Tagawa, T., K. K. Moe, M. Ito, and S. Tech., Moscow, 4, pp. 826832 (1994). pp. 1,7231,178 (1995).
Goto, Fuel Cell Type Reactor for Chemi- 61. Meier, A., J. Ganz, and A. Steinfeld, 74. Jain, R., and J. T. Tseng, Production of
cals-Energy Co-generation, Chem. Eng. Modeling of a Novel High-Temperature High Purity Gases by Cryogenic Adsorp-
Sci., 54 (10), pp. 1,5531,557 (1999). Solar Chemical Reactor, Chem. Eng. Sci., tion, presented at AIChE Ann. Mtg., Los
49. Uhde, G., K. Sundmacher, and U. Hoff- 51 (11), pp. 3,1813,186 (1996). Angeles (1997).
mann, Simultaneous Gas-Solid Reaction 62. Pohlmann, B., H.-D. Scharf, U. Jarolimek, 75. Silveston, P. L, Composition Modulation
and Comminution: A Novel Multifunction- and P. Mauermann, Photochemical Pro- in Catalytic Reactors, Gordon & Breach,
al Reactor, Proceedings, 5th World duction of Fine Chemicals with Concentrat- Amsterdam (1998).
Congress of Chem. Eng., San Diego, I, ed Sunlight, Sol. Energy, 61 (3), 76. Zwijnenburg, A., A. Stankiewicz, and J.
pp. 167172 (1996). pp. 159168 (1997). A. Moulijn, Dynamic Operation of Chemi-
50. Jansen, A. E., R. Klaassen, and P. H. M. 63. Peill, N. J., and M. R. Hoffmann, Solar- cal Reactors: Friend or Foe?, Chem. Eng.
Feron, Membrane Gas Absorption a Powered Photocatalytic Fiber-Optic Cable Progress, 94 (11), pp. 3947 (1998).
New Tool in Sustainable Technology De- Reactor for Waste Stream Remediation, J. 77. Siirola, J. J., Synthesis of Equipment with
velopment, Proceedings, 1st Intl. Conf. Sol. Energy Eng., 119 (3), pp. 229236 Integrated Functionality, presented at Proc.
Proc. Intensif. for the Chem. Ind., 18, BHR (1997). Intensif.: Profits for the Chem. Ind., Rotter-
Group, London, pp. 145153 (1995). 64. Gedye, R. N., F. E. Smith, and K. C. West- dam, Netherlands Agency for Energy and
51. Poddar, T. K., S. Majumdar, and K. K. away, The Rapid Synthesis of Organic the Env., Sittard, The Netherlands (May
Sirkar, Removal of VOCs from Air by Compounds in Microwave Ovens, Can. J. 1998).
Membrane-Based Absorption and Strip- Chem., 66 (1), pp. 17-26 (1988). 78. Meili, A., Practical Process Intensification
ping, J. Membr. Sci., 120 (4), pp. 221237 65. Curtis, W., C. Lin, R. L. Laurence, S. Yn- Shown with the Example of a Hydrogen
(1996). gvesson, and M. Turner, Microwave Sorp- Peroxide Distillation System, Proceedings,
52. Lawson, K. W., and D. R. Lloyd, Mem- tion Reactor Engineering, presented at 2nd Intl. Conf. Proc. Intensif. in Pract., BHR
brane Distillation: A Review, J. Membr. AIChE Ann. Mtg., Los Angeles (1997). Group, London, 28, pp. 309318 (1997).
Sci., 124 (1), pp. 125 (1997). 66. Karayiannis, T. G., M. W. Collins, and P. 79. Sustainable Technological Development at
53. Godino, P., L. Pea, and J. I. Mengual, G. Allen, Electrohydrodynamic Enhance- DSM: The Future Is Now, DSM Magazine,
Membrane Distillation: Theory and Ex- ment of Nucleate Boiling Heat Transfer in No. 83, pp. 410 (Feb. 1999).
periments, J. Membr. Sci., 121, pp. 8993 Heat Exchangers, Heat Technol.(Bologna),
(1996). 7 (2), pp. 3644 (1989).
Chemical Engineering Progress January 2000 33
PROCESS DESIGN TRENDS
will disappear from plants because The role of education tion of three different processing tasks
of process intensification. They will To make these society-driven takes place via the water-wheel A that
give way to new task-integrated de- changes come true, the teaching of simultaneously supplies power to
vices. A spectacular example of such chemical engineering also will have crush ore in the crusher C, grind it in
task integration already applied on to undergo some essential revision. grinder K, and recover gold by mixing
commercial scale is the new methyl First, future chemical engineers will the ore with mercury in the three-
acetate process of Eastman Chemical have to be taught an integrated, task- stage system of stirred vessels O.
Co.; seven tasks have been integrat- oriented approach to plant design, And, perhaps only now at the
ed into a single piece of equipment not todays sequential, operation-ori- very end of our article, can we say
(77) as illustrated in Figure 9. A sin- ented one. (Eastmans process in Fig- what process intensification really
gle-unit hydrogen-peroxide distilla- ure 9 clearly illustrates the difference is. It is thinking progressively about
tion plant (Figure 10) developed by between these two approaches.) To processes and viewing them inte-
Sulzer (78) is another example of achieve this goal, the education of grally through the tasks they have to
such changes already taking place in future engineers must place much fulfill and the results they have to
industry. more stress on creative, nonschemat- deliver. CEP
The CPI skyline also is likely to ic thinking, not confined to known
change. New, highly efficient devices types of equipment and methods. A. I. STANKIEWICZ is a senior researcher with
may replace tens-of-meters tall reactors Second, future chemical engineers DSM Research in Geleen, The Netherlands
and separation columns. And, plants in must gain a much deeper knowledge (31 46 4760820; Fax: 31 46 4760809;
E-mail: Andrzej.Stankiewicz@dsm-
which reactions take place underground and understanding of process chem- group.com) and associate professor in
in pipeline reactors and products are istry (and chemists must become the Industrial Catalysis Section of Delft
separated in 12 m dia. rotating devices much more familiar with the related University of Technology, Delft,
are certainly conceivable. engineering issues) because, in The Netherlands (31 15 2785006,
Fax: 31 15 2784452, E-mail:
Will further developments in the the highly efficient chemical process- A.Stankiewicz@stm.tudelft.nl).
CPI resemble those in the electronics es of the coming decade, chemistry He is author or co-author of over 60
industry and will process plants and and engineering will be meeting each papers on chemical reaction engineering
equipment become increasingly other at the molecular level, not at and industrial catalysis, and holds
several patents in the field. He received
miniaturized as has happened in the the apparatus level as they do today. a PhD in chemical engineering from the
fields of information and communi- Third, material engineering will play Industrial Chemistry Research Inst., Warsaw.
cation? The answer very much will an essential role in the development He is a member of AIChE.
depend upon the existence of suffi- of new chemical processes at the J. A. MOULIJN is professor of industrial
catalysis at Delft University of Technology,
ciently strong drivers to stimulate or molecular level (e.g., engineering of Delft, The Netherlands (31 15 2785008; Fax:
force such changes. In case of infor- catalysts) and, therefore, will become 31 15 2784452; E-mail:
mation and communication, a signifi- a much more important part of the J.A.Moulijn@stm.tudelft.nl). The editor of
cant number of such drivers existed chemical engineering curriculum. five books, the author or co-author of over
400 professional papers,
in the past, the cold war and the Meeting these demands will re- and the holder of several international
space race of the super powers to quire concerted effort and some patents in reactor design, zeolithic
mention only two. This led to revolu- crucial cultural changes from uni- membranes, and catalysis development,
tionary changes, particularly in mate- versities to find the new ways of he is a chief technical advisor to
the U. N. Devel. Org., and serves as
rials technologies, that eventually teaching chemical engineering and European editor of Fuel Processing
brought to our desks computers chemistry. But, these steps are es- Technology. He holds a PhD in chemical
much faster and more powerful than sential if the CPI are to prosper and engineering from the Univ. of Amsterdam,
their multistory-building-size ances- realize industrial visions of com- and is a member of AIChE.
tors. In the case of the CPI, the most pact, efficient, sustainable technolo-
probable scenario is that society it- gies like the one recently presented
self will spur radical changes. With by DSM (79) (Figure 11) come true. Related Web Site
ever-increasing population density www.ncl.ac.uk/pin/ administered by the Dept.
of Chemical and Process Engineering of the
and growing environmental con- Epilogue: the legacy
Univ. of Newcastle started up in April. This
sciousness in society, there will be no of Agricola site, under the guidance of Colin Ramshaw,
room (literally and figuratively) for Now, looking again at Figure 1, we professor of intensive processing, will contain
the huge, inefficient chemical facto- have a different perspective. What research and industry news, technical infor-
ries producing tons of wastes per ton Agricola showed in his woodcut is a mation, articles on new technologies, a direc-
of useful product. Miniaturization highly task-integrated and energy-ef- tory of equipment makers, plus links to other
and process intensification in general ficient continuous plant for gold re- resources for process intensification.
will become inevitable. covery! The energy-efficient integra-
34 January 2000 Chemical Engineering Progress
You might also like
- Application For Selective Adsorbents in Polymer Production ProcessesDocument8 pagesApplication For Selective Adsorbents in Polymer Production ProcessesAlejandro HernandezNo ratings yet
- New Aspects of Spillover Effect in Catalysis: For Development of Highly Active CatalystsFrom EverandNew Aspects of Spillover Effect in Catalysis: For Development of Highly Active CatalystsNo ratings yet
- 080320184O4KQM37Annexure DocumentofEIA PDFDocument180 pages080320184O4KQM37Annexure DocumentofEIA PDFAayush tyagiNo ratings yet
- Advanced Distillation Technologies: Design, Control and ApplicationsFrom EverandAdvanced Distillation Technologies: Design, Control and ApplicationsNo ratings yet
- Membrane Gas-Solvent Contactor Trials of CO2 Absorption From SyngasDocument10 pagesMembrane Gas-Solvent Contactor Trials of CO2 Absorption From SyngascurlychemNo ratings yet
- c81e7PROCESS INTENSIFICATIONDocument530 pagesc81e7PROCESS INTENSIFICATIONEdyson91No ratings yet
- Flow ChemistryDocument6 pagesFlow Chemistryrr1819No ratings yet
- Studies On Different Methods For Removal of Phenol in Waste Water-ReviewDocument9 pagesStudies On Different Methods For Removal of Phenol in Waste Water-ReviewPatel PritNo ratings yet
- Convert Bottom-Of-The-Barrel Into Diesel and Light OlefinsDocument5 pagesConvert Bottom-Of-The-Barrel Into Diesel and Light OlefinsAmjad HaniNo ratings yet
- UniSim Design Clean Fuels PPKG User GuideDocument54 pagesUniSim Design Clean Fuels PPKG User Guideapi-3750488No ratings yet
- PiDocument30 pagesPiSai Praneethtej SaspretNo ratings yet
- Benefits of The NIST Thermo Data Engine in AspenONE EngineeringDocument12 pagesBenefits of The NIST Thermo Data Engine in AspenONE EngineeringMohammed MorsyNo ratings yet
- Converting Waste Plastics Into Liquid Fuel by Pyrolysis Developments in China - Yuan XingzhongDocument27 pagesConverting Waste Plastics Into Liquid Fuel by Pyrolysis Developments in China - Yuan Xingzhongvuongcoi102No ratings yet
- Industrial Chemical Technology ModuleDocument576 pagesIndustrial Chemical Technology ModuleYunardiNo ratings yet
- PlantWIde McAvoyDocument19 pagesPlantWIde McAvoydesigat4122No ratings yet
- Chemical Process Pilot Plants.Document5 pagesChemical Process Pilot Plants.saverrNo ratings yet
- (Marko Zlokarnik) Scale-Up in Chemical EngineeringDocument9 pages(Marko Zlokarnik) Scale-Up in Chemical EngineeringakilaprabuNo ratings yet
- Chemical Engineering July 2013Document74 pagesChemical Engineering July 2013Alejandro GorostietaNo ratings yet
- CEeNews2 04 PDFDocument6 pagesCEeNews2 04 PDFJohn AnthoniNo ratings yet
- Influence of Stripper Operating Parameters On The Performance of Amine II - Vacuum Stippers PDFDocument10 pagesInfluence of Stripper Operating Parameters On The Performance of Amine II - Vacuum Stippers PDFcargscribNo ratings yet
- Final FCC ReportDocument20 pagesFinal FCC ReportGaurav ChaudhariNo ratings yet
- Rahul PPT f3Document54 pagesRahul PPT f3Rahul GucptaNo ratings yet
- Process IntensificationDocument9 pagesProcess IntensificationSri WahyuniNo ratings yet
- Reactive Distillation ReportDocument76 pagesReactive Distillation ReportJaveed802No ratings yet
- Understand Thermodynamics To Improve Process Simulations: Computational MethodsDocument6 pagesUnderstand Thermodynamics To Improve Process Simulations: Computational MethodsAxel SantínNo ratings yet
- Cyclohexane PDFDocument14 pagesCyclohexane PDFsushant kadamNo ratings yet
- Good Chemical Engineering BooksDocument2 pagesGood Chemical Engineering BooksMad BhaNo ratings yet
- Nicholas Oligomerization PDFDocument16 pagesNicholas Oligomerization PDFTanase DianaNo ratings yet
- PTQ - Optimization of Ethylene PlantsDocument3 pagesPTQ - Optimization of Ethylene PlantsmhdsolehNo ratings yet
- 3 - Li2016 Article PressureSwingAdsorptionMembranDocument10 pages3 - Li2016 Article PressureSwingAdsorptionMembranMohammadAsifNo ratings yet
- Advancement in Distillation TechnologyDocument20 pagesAdvancement in Distillation TechnologySyed Mustafa Hussain ZaidiNo ratings yet
- Chemical Process Safety: Kathmandu UniversityDocument16 pagesChemical Process Safety: Kathmandu UniversityRojan PradhanNo ratings yet
- The Rose Process: Tayseer Abdel-Halim and Raymond FloydDocument14 pagesThe Rose Process: Tayseer Abdel-Halim and Raymond FloydBharavi K SNo ratings yet
- Scale Up of Chemical ReactorsDocument52 pagesScale Up of Chemical ReactorsAl GhazaliNo ratings yet
- Filling The Propylene Gap On Purpose TechnologiesDocument12 pagesFilling The Propylene Gap On Purpose Technologiesvajidqc100% (1)
- FCC Catalyst-Key Element in Refinery TechnologyDocument11 pagesFCC Catalyst-Key Element in Refinery TechnologyJenny TrochezNo ratings yet
- Simulation and Performance Analysis of Propane Propylene SplitterDocument4 pagesSimulation and Performance Analysis of Propane Propylene SplitterAnonymous UY9QffNo ratings yet
- Aspen Plus Model For Entrained Flow Coal Gasifier PDFDocument35 pagesAspen Plus Model For Entrained Flow Coal Gasifier PDFSumit KaushikNo ratings yet
- Chapter 3Document14 pagesChapter 3Larry Jampong100% (1)
- Curve Fitting of Ammonia-Water Mixture PropertiesDocument18 pagesCurve Fitting of Ammonia-Water Mixture PropertiesSandro GoisisNo ratings yet
- Theory of Carbon Formation in Steam RefoDocument35 pagesTheory of Carbon Formation in Steam Refoknightatarms1No ratings yet
- Phosgene Micro Reactor A I CheDocument9 pagesPhosgene Micro Reactor A I CheJorge RamirezNo ratings yet
- DWCDocument10 pagesDWCkennethmsorianoNo ratings yet
- Hydroprocessing Rate Increase Using Shaped ChangeDocument11 pagesHydroprocessing Rate Increase Using Shaped ChangeAndri SaputraNo ratings yet
- 583 Chemical EngineeringDocument53 pages583 Chemical Engineeringsaeed26850% (1)
- OlifinDocument90 pagesOlifinsgrsthNo ratings yet
- The Progress of Desulfurization Technology For Crude OilDocument6 pagesThe Progress of Desulfurization Technology For Crude OiljoseNo ratings yet
- Choosing A Selective Hydrogenation SystemDocument9 pagesChoosing A Selective Hydrogenation SystemrizaherNo ratings yet
- General Reactor Model - GTC TechnologyDocument7 pagesGeneral Reactor Model - GTC TechnologyWiroon Tanthapanichakoon CharlesNo ratings yet
- CO2 Absorption Simulation PaperDocument11 pagesCO2 Absorption Simulation PaperUmer AzharNo ratings yet
- Scale-Up Problems Arising With Non-Newtonian Fluids PDFDocument14 pagesScale-Up Problems Arising With Non-Newtonian Fluids PDFTestNo ratings yet
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7From EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7No ratings yet
- Successful Design of Catalysts: Future Requirements and DevelopmentFrom EverandSuccessful Design of Catalysts: Future Requirements and DevelopmentNo ratings yet
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentFrom EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNo ratings yet
- Insights into Chemical Engineering: Selected Papers of P.V. DanckwertsFrom EverandInsights into Chemical Engineering: Selected Papers of P.V. DanckwertsNo ratings yet
- Chemical Reactor Analysis and Applications for the Practicing EngineerFrom EverandChemical Reactor Analysis and Applications for the Practicing EngineerNo ratings yet
- Process Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationFrom EverandProcess Systems and Materials for CO2 Capture: Modelling, Design, Control and IntegrationAthanasios I. PapadopoulosNo ratings yet
- JCTB 4155Document9 pagesJCTB 4155seelampremNo ratings yet
- Xiaobin Wang Et Al. 2013Document12 pagesXiaobin Wang Et Al. 2013seelampremNo ratings yet
- BK9780854048007 00001Document22 pagesBK9780854048007 00001seelampremNo ratings yet
- Hydrogen Production Reactions From Carbon Feed Stocks Fossil Fuels and BiomassDocument40 pagesHydrogen Production Reactions From Carbon Feed Stocks Fossil Fuels and BiomassseelampremNo ratings yet
- Biology Class 12 Microbes in Human WelfareDocument30 pagesBiology Class 12 Microbes in Human Welfaresouravsinghrathore.2006No ratings yet
- Solid Waste Management: Anushi Jain MSC Ii Roll No.: 08 Paper IIDocument18 pagesSolid Waste Management: Anushi Jain MSC Ii Roll No.: 08 Paper IIradikaNo ratings yet
- Mechanical Waves and Sound PDFDocument22 pagesMechanical Waves and Sound PDFRajesh MurugesanNo ratings yet
- Table of Specification Science 8Document6 pagesTable of Specification Science 8catherine narvaezNo ratings yet
- E11-Revision 6 (The 2ND Term-Units 9-12)Document5 pagesE11-Revision 6 (The 2ND Term-Units 9-12)Đỗ Cát TiênNo ratings yet
- Thermoplastic FoamDocument22 pagesThermoplastic FoamKeo SokhimNo ratings yet
- GR 6 Term 2 2020 NS&T Lesson Plan PDFDocument176 pagesGR 6 Term 2 2020 NS&T Lesson Plan PDFLeratoNo ratings yet
- Mpcte1010 Advanced Engg ThermodynamicsDocument2 pagesMpcte1010 Advanced Engg Thermodynamicsalimm raaffNo ratings yet
- Draft Chap 1 & 2Document29 pagesDraft Chap 1 & 2Kim Ysabelle MercadoNo ratings yet
- Potential and Kinetic Energy WorksheetDocument2 pagesPotential and Kinetic Energy WorksheetJorge ArguelloNo ratings yet
- PrintDocument6 pagesPrintMarielle CaralipioNo ratings yet
- Origin of The UniverseDocument44 pagesOrigin of The UniverseLuis PazNo ratings yet
- PX4012 - RetDocument8 pagesPX4012 - Retvivekananthan.mechNo ratings yet
- Design and Analysis of Three-Phase 230 KV Transmission Line in The North-East of MyanmarDocument7 pagesDesign and Analysis of Three-Phase 230 KV Transmission Line in The North-East of MyanmarNyan Linn AungNo ratings yet
- Marcet Boiler ReportDocument20 pagesMarcet Boiler Reportgabrielhii1995No ratings yet
- Sample Paper 20: CLASS X (2021-22) Term 2 Science (Code 086)Document4 pagesSample Paper 20: CLASS X (2021-22) Term 2 Science (Code 086)Rajat MittalNo ratings yet
- Environmental Chemistry: Multiple Choice QuestionsDocument9 pagesEnvironmental Chemistry: Multiple Choice QuestionsSuryaNo ratings yet
- Grinding and CuttingDocument20 pagesGrinding and Cuttinggaur1234No ratings yet
- 20 MergedDocument97 pages20 Mergedjomarie apolinarioNo ratings yet
- Endangered AnimalsDocument14 pagesEndangered AnimalsAprilNo ratings yet
- November 2022 (9701 - 13) QPDocument16 pagesNovember 2022 (9701 - 13) QPHung Mang ThiNo ratings yet
- Pioneer Papers in Convective Mass Transfer: The Two-Film Theory of Gas AbsorptionDocument5 pagesPioneer Papers in Convective Mass Transfer: The Two-Film Theory of Gas AbsorptionvnNo ratings yet
- Problem - 6A PDFDocument6 pagesProblem - 6A PDFMonicaNo ratings yet
- Lenchen's House PVsyst - VC0-ReportDocument7 pagesLenchen's House PVsyst - VC0-ReportBilly JhunNo ratings yet
- Igcse Typed QPDocument145 pagesIgcse Typed QPnmahmud75No ratings yet
- Soal-Soal KD TroDocument24 pagesSoal-Soal KD TroTita Dian NofitaNo ratings yet
- BoilerDocument10 pagesBoilerDiego JustinoNo ratings yet
- Third Periodical Test in Science VIDocument3 pagesThird Periodical Test in Science VIKian Alquilos83% (6)
- Family and Environment EthicsDocument27 pagesFamily and Environment EthicsKrisha Nicole Go ArguellesNo ratings yet