You might also like
- Lecture 15 - Numericals PDFDocument9 pagesLecture 15 - Numericals PDFSaad AhmedNo ratings yet
- Machine Design ProblemsDocument1 pageMachine Design ProblemsNeo GarceraNo ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1From EverandPlastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1Rating: 5 out of 5 stars5/5 (2)
- NHP Price Catalogue NZ PDFDocument873 pagesNHP Price Catalogue NZ PDFAkash Chandra100% (2)
- Numericals: Manufacturing Processes ME-3401Document9 pagesNumericals: Manufacturing Processes ME-3401Saad AhmedNo ratings yet
- KM4692 Tugasan 4 ABSDocument2 pagesKM4692 Tugasan 4 ABSMuhamad FaredzuanNo ratings yet
- KM4573 Tugasan 2 Questions Chapter 12 Shaping of Palstics-2Document3 pagesKM4573 Tugasan 2 Questions Chapter 12 Shaping of Palstics-2NajwaNo ratings yet
- ASM Tutorial 2Document2 pagesASM Tutorial 2martinsb76No ratings yet
- Things Your Screw Designer Never-FinalDocument6 pagesThings Your Screw Designer Never-FinalRajesh Kumar100% (2)
- Peng 11 2010 0580Document7 pagesPeng 11 2010 0580Arūnas PaNo ratings yet
- Ce8395 Assignment No.4Document1 pageCe8395 Assignment No.4balaji muruganNo ratings yet
- MD Tut PDFDocument6 pagesMD Tut PDFNelsan PatelNo ratings yet
- Single Screw ExtrusionDocument5 pagesSingle Screw ExtrusionAli RazuNo ratings yet
- Dme Question Bank 2Document4 pagesDme Question Bank 2Ronak HadiyaNo ratings yet
- Department of Mechanical Engg. Assignment 1: Subject: Sub. Code: Ce 6451 Year/ Sem: Ii/IiiDocument1 pageDepartment of Mechanical Engg. Assignment 1: Subject: Sub. Code: Ce 6451 Year/ Sem: Ii/IiimsloveindiaNo ratings yet
- Worksheet #1Document3 pagesWorksheet #1Yonas TarekegnNo ratings yet
- Machine Design APDocument125 pagesMachine Design APJohn Paul JacalanNo ratings yet
- Assignment: Cylinders (Additional Problems) : By: Engr. Muhammad USMANDocument1 pageAssignment: Cylinders (Additional Problems) : By: Engr. Muhammad USMANRubab ZahraNo ratings yet
- Döküm Ödevi: Fundamentals of Metal CastingDocument6 pagesDöküm Ödevi: Fundamentals of Metal CastingHân NguyễnNo ratings yet
- VisualizationDocument2 pagesVisualizationKIRAN H SNo ratings yet
- PED AssignmentProblems 2017 PDFDocument10 pagesPED AssignmentProblems 2017 PDFSwapnil GudmalwarNo ratings yet
- Ref TRBSHTDocument9 pagesRef TRBSHTZach Lavine0% (1)
- Advance Fluid Mechanics TurorialDocument2 pagesAdvance Fluid Mechanics Turorialpinakramanuj11150% (2)
- What Is CylinderDocument7 pagesWhat Is CylinderMoshiur RahmanNo ratings yet
- Virtual Buce 3Document92 pagesVirtual Buce 3Ralph Edward Santiago Moran100% (1)
- MD ProbsetDocument27 pagesMD ProbsetRicky AlamoNo ratings yet
- Manufacturing Engineering Assignment Thapar UniversityDocument5 pagesManufacturing Engineering Assignment Thapar UniversitySaurav Kumar0% (1)
- This Study Resource Was: MIDTERM ACTIVITIES: Pressure Vessels (Problem Set)Document2 pagesThis Study Resource Was: MIDTERM ACTIVITIES: Pressure Vessels (Problem Set)osas pasas100% (1)
- HW4Document2 pagesHW4Ashutosh SinghNo ratings yet
- Basics of Injection Molding DesignDocument23 pagesBasics of Injection Molding DesignVinay Kumar Kumar100% (1)
- Power ScrewsDocument2 pagesPower ScrewsdvarsastryNo ratings yet
- Lab QuestionsDocument5 pagesLab QuestionsMohamed Salah0% (1)
- May 2010 ME PreBoard Exam ESAS2Document2 pagesMay 2010 ME PreBoard Exam ESAS2Master JaguarNo ratings yet
- Assignment No. 3 &4 B.Tech Mechanical Engineering Third YearDocument4 pagesAssignment No. 3 &4 B.Tech Mechanical Engineering Third Yearharish_kumar201301No ratings yet
- Machine Design Exam PDFDocument6 pagesMachine Design Exam PDFLanz Cruzat100% (1)
- Local IcddrbDocument14 pagesLocal IcddrbShamsul ArefinNo ratings yet
- Key Design NumericalsDocument2 pagesKey Design NumericalsMuhammad Azeem SheikhNo ratings yet
- Practice Sheet 2Document2 pagesPractice Sheet 2GUNJAN KHULLARNo ratings yet
- An Overview of Carding Cylinder PDFDocument6 pagesAn Overview of Carding Cylinder PDFRonak JoshiNo ratings yet
- Pressure Vessel Lecture Notes Online PDFDocument2 pagesPressure Vessel Lecture Notes Online PDFAdrian Selgas100% (1)
- Build Filament ExtruderDocument46 pagesBuild Filament Extruderxxenys2127No ratings yet
- Practice Sheet 2Document2 pagesPractice Sheet 2Arshpreet SinghNo ratings yet
- Musa R. Kamal - The Plasticating System For Injection Molding MachinesDocument39 pagesMusa R. Kamal - The Plasticating System For Injection Molding MachinesStarchyLittleOleMeNo ratings yet
- Machine DesignDocument12 pagesMachine DesignJohn Robert GonzalesNo ratings yet
- Design of Machine ElementsDocument5 pagesDesign of Machine ElementsMohammedSafuvanKazhungilNo ratings yet
- Question Bank Machine Design A: Numerical Problems: Problems On Pin, Cotter and Knuckle JointsDocument25 pagesQuestion Bank Machine Design A: Numerical Problems: Problems On Pin, Cotter and Knuckle Jointsamol pogakeNo ratings yet
- What Is An Injection Moulding MachineDocument3 pagesWhat Is An Injection Moulding MachineNIKHIL PATHADENo ratings yet
- Mini Mix ProcedureDocument4 pagesMini Mix ProcedureLuisferbuelvasfuentes Buelvas FuentesNo ratings yet
- Problem Set 2 in Machine Design 1Document1 pageProblem Set 2 in Machine Design 1Mohamed Abdirahman0% (1)
- Assignment # 1 (IM-037)Document8 pagesAssignment # 1 (IM-037)dua maqsoodNo ratings yet
- Injection MoldingDocument85 pagesInjection MoldingEzhil ArasuNo ratings yet
- Meng Ass 2Document2 pagesMeng Ass 2sutha_me200982820% (1)
- Polymer ExtrusionDocument2 pagesPolymer ExtrusionPeter AdamNo ratings yet
- 2 Problems Sheet Machine ToolsDocument9 pages2 Problems Sheet Machine ToolsALOKSRK0% (1)
- Ampco Mold Design Guidelines PDFDocument39 pagesAmpco Mold Design Guidelines PDFAjay RaiNo ratings yet
- MCQ Plastics WordDocument9 pagesMCQ Plastics Wordsrujankala100% (4)
- Bomba Peristáltica ManualDocument5 pagesBomba Peristáltica ManualEdinson BlancoNo ratings yet
- Unit 4B - Design of Pressur VesselDocument3 pagesUnit 4B - Design of Pressur VesselVikas RathodNo ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3From EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3No ratings yet
- A Guide to Making Your Own Fishing-Rod and TackleFrom EverandA Guide to Making Your Own Fishing-Rod and TackleRating: 5 out of 5 stars5/5 (1)
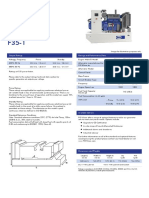
- FG Wilson F35Document4 pagesFG Wilson F35Moncef RedNo ratings yet
- Hyundai Creta GLDocument1 pageHyundai Creta GLAkash ChandraNo ratings yet
- MacEwans Dinflow Instructions 2019Document10 pagesMacEwans Dinflow Instructions 2019Akash ChandraNo ratings yet
- Grundfos - CR 150 4 1 A F A E HQQEDocument14 pagesGrundfos - CR 150 4 1 A F A E HQQEAkash ChandraNo ratings yet
- C10337291 PDFDocument96 pagesC10337291 PDFZT350No ratings yet
- Solar Water Pumping Guidelines V1Document68 pagesSolar Water Pumping Guidelines V1Akash Chandra100% (1)
- Deepsea Dse5310Document65 pagesDeepsea Dse5310Ko PaukNo ratings yet
- Output Ratings Ratings and Performance Data: 65.0 kVA 52.0 KW 72.0 kVA 57.6 KWDocument4 pagesOutput Ratings Ratings and Performance Data: 65.0 kVA 52.0 KW 72.0 kVA 57.6 KWAkash ChandraNo ratings yet
- Sewer GEMSDocument260 pagesSewer GEMSAkash Chandra100% (1)
- 1106a 70T PDFDocument94 pages1106a 70T PDFRaymond Owen100% (3)
- Social Influences On Dyadic Giving Over TimeDocument12 pagesSocial Influences On Dyadic Giving Over TimeAkash ChandraNo ratings yet
- Schneider CatalogueDocument190 pagesSchneider CatalogueAkash ChandraNo ratings yet
- 3 Ton EOT Crane Specifications TF ADocument6 pages3 Ton EOT Crane Specifications TF AChen QingNo ratings yet
- PMP Marking Rubric For EEDocument2 pagesPMP Marking Rubric For EEAkash ChandraNo ratings yet
- Mm392 Lab 3 - Scheduling: ObjectivesDocument6 pagesMm392 Lab 3 - Scheduling: ObjectivesAkash ChandraNo ratings yet
- List of Generator PartsDocument1 pageList of Generator PartsAkash ChandraNo ratings yet
- Duct PDFDocument2 pagesDuct PDFAkash ChandraNo ratings yet
- MM 366 Notes - Part 1Document7 pagesMM 366 Notes - Part 1Akash ChandraNo ratings yet
- IWE Report Template Updated May 2008Document9 pagesIWE Report Template Updated May 2008Akash ChandraNo ratings yet
- Tidal PowerDocument26 pagesTidal PowerAkash ChandraNo ratings yet
- CV Template Finance Bank TellerDocument2 pagesCV Template Finance Bank TellerWemmy TakaNo ratings yet
- STRC201 Sdof JMWB PDFDocument99 pagesSTRC201 Sdof JMWB PDFAkash ChandraNo ratings yet
- AssignmentDocument6 pagesAssignmentAkash ChandraNo ratings yet
- Sheet Metal NotesDocument56 pagesSheet Metal NotesAkash Chandra100% (1)
- Problems On Ducts 7octDocument2 pagesProblems On Ducts 7octAkash ChandraNo ratings yet