You might also like
- Radiography in Veterinary TechnologyDocument399 pagesRadiography in Veterinary TechnologySoyKlicheRodriguez100% (7)
- Detroit - DD5 GHG17 (2017 - Newer) .ACM2.1Document8 pagesDetroit - DD5 GHG17 (2017 - Newer) .ACM2.1nenadNo ratings yet
- Nissan Maxima Air Conditioning Service ManualDocument132 pagesNissan Maxima Air Conditioning Service Manualap00100% (1)
- Tower Type Boilers Vs Two Pass BoilersDocument3 pagesTower Type Boilers Vs Two Pass Boilersammar kkNo ratings yet
- Marine Machinery CourseDocument452 pagesMarine Machinery CourseMerrel Ross100% (1)
- Fire Relief Rate Calculation-Part 2Document4 pagesFire Relief Rate Calculation-Part 2zubair195No ratings yet
- ACS 6000AD/SD Medium Voltage Variable Speed DriveDocument40 pagesACS 6000AD/SD Medium Voltage Variable Speed DriveRoberto Antonio Soto Carrillo100% (3)
- Electron Deflection Tube.Document6 pagesElectron Deflection Tube.Mohd Khusyairi100% (1)
- Kerala BOE-2014 Paper-1 SolutionDocument10 pagesKerala BOE-2014 Paper-1 SolutionAlok DoshiNo ratings yet
- Ganapathy PDFDocument90 pagesGanapathy PDFpinenamuNo ratings yet
- Applied Thermal Engineering: F.J. Gutiérrez OrtizDocument16 pagesApplied Thermal Engineering: F.J. Gutiérrez OrtizXamir Suarez AlejandroNo ratings yet
- Fire Tube BoilerDocument14 pagesFire Tube BoilersadvdsNo ratings yet
- Kerala BOE-2014 Paper-1 SolutionDocument10 pagesKerala BOE-2014 Paper-1 SolutionKiran GayakwadNo ratings yet
- Q - What Is A Furnace ? What Is Its Functions?Document8 pagesQ - What Is A Furnace ? What Is Its Functions?Arjun Shantaram ZopeNo ratings yet
- Boiler House Management Course Final PDFDocument107 pagesBoiler House Management Course Final PDFPaul StuttNo ratings yet
- Mechanical Engineering Interview Questions With AnswersDocument25 pagesMechanical Engineering Interview Questions With AnswersKamrul HasanNo ratings yet
- TOP MECHANICAL Engineering Interview Questions and AnswersDocument24 pagesTOP MECHANICAL Engineering Interview Questions and Answersrajesh1924No ratings yet
- BLR - Operation & Maintenance Q&A - 2017Document50 pagesBLR - Operation & Maintenance Q&A - 2017RAJKUMARNo ratings yet
- Interview Questions: Solution 1e)Document19 pagesInterview Questions: Solution 1e)vipsdgr8No ratings yet
- Mechanical Engineering Interview Questions With AnswersDocument25 pagesMechanical Engineering Interview Questions With AnswersB O S C ONo ratings yet
- 100 Mechanical Interview QuestionsDocument17 pages100 Mechanical Interview QuestionsPoojit Popli100% (1)
- Pack Firetube BoilersDocument5 pagesPack Firetube BoilersNath BoyapatiNo ratings yet
- Boiler EfficiencyDocument2 pagesBoiler EfficiencycyruskuleiNo ratings yet
- Boe MCQDocument13 pagesBoe MCQSyam Prasad100% (1)
- Manual On Boiler Tube FailureDocument69 pagesManual On Boiler Tube Failureyogeshmangal1974100% (2)
- Boiler Q ADocument26 pagesBoiler Q AGnanaSekar100% (1)
- Classification of Shell-And-Tube Heat ExchangersDocument12 pagesClassification of Shell-And-Tube Heat ExchangerslumengentiunNo ratings yet
- Revamp Fired Heaters To Increase CapacityDocument8 pagesRevamp Fired Heaters To Increase Capacityyogitadoda100% (3)
- Basic Mechanical Engineering Lab Manual: April 2011Document34 pagesBasic Mechanical Engineering Lab Manual: April 2011ankit trivediNo ratings yet
- Basic Mechanical Engineering Lab Manual: April 2011Document34 pagesBasic Mechanical Engineering Lab Manual: April 2011Pradyot DeoliaNo ratings yet
- Marine Machinary CourseDocument452 pagesMarine Machinary CourseMc Liviu100% (1)
- 4.1 BoilerDocument40 pages4.1 BoilermechgokulNo ratings yet
- L&T ManualDocument60 pagesL&T ManualDineshNo ratings yet
- Heat Loss Through TankDocument56 pagesHeat Loss Through Tankinamdar_sameerNo ratings yet
- Burnham Wetback Vs DrybackDocument2 pagesBurnham Wetback Vs Drybacksandi1111No ratings yet
- 5.IMP. - QUESTIONS - AND - ANSWERS of BoeDocument71 pages5.IMP. - QUESTIONS - AND - ANSWERS of BoeRaag SNo ratings yet
- Design of Tank and Tubes - TransformersDocument6 pagesDesign of Tank and Tubes - TransformersAJAY KOSHY PS 18-20No ratings yet
- Boiler QuestionsDocument101 pagesBoiler QuestionssrinivasNo ratings yet
- Boiler Operation EngineerDocument10 pagesBoiler Operation EngineerSarah Frazier100% (2)
- PESIT Bangalore South Campus: Internal Assessment Test - 2Document43 pagesPESIT Bangalore South Campus: Internal Assessment Test - 2Ayush SinghalNo ratings yet
- Advanced Fire-Tube Boiler ProjectDocument10 pagesAdvanced Fire-Tube Boiler ProjectRonnieldNo ratings yet
- War Ga Boiler Project SummaryDocument8 pagesWar Ga Boiler Project Summarykhaledi10No ratings yet
- Modeling of Fire Tube BoilerDocument16 pagesModeling of Fire Tube BoilerVignesh AlagesanNo ratings yet
- Application of HEat PipeDocument29 pagesApplication of HEat PipeNikhil ShahNo ratings yet
- Chapter 2.3: Steam System: Part-I: Objective Type Questions and AnswersDocument7 pagesChapter 2.3: Steam System: Part-I: Objective Type Questions and Answersmaran2786No ratings yet
- Mechanical Engineering Interview Questions and Answers Set3 - Preparation For EngineeringDocument9 pagesMechanical Engineering Interview Questions and Answers Set3 - Preparation For EngineeringRajneesh Patel100% (1)
- Economizers: Plant Engineer's Reference Book (Second Edition)Document11 pagesEconomizers: Plant Engineer's Reference Book (Second Edition)Khurram ShahzadNo ratings yet
- Fire Tube BoilerDocument21 pagesFire Tube Boiler声原No ratings yet
- THERMAL-1 Experiment 1 Part ADocument7 pagesTHERMAL-1 Experiment 1 Part Anishith ranaNo ratings yet
- Topsoe High Flux Steam ReformDocument6 pagesTopsoe High Flux Steam ReformAnissa Nurul BadriyahNo ratings yet
- Heat and Mass Transfer Lab Research Paper Topic: Detailed Description of Compact Heat Exchanger With Practical ApplicationDocument9 pagesHeat and Mass Transfer Lab Research Paper Topic: Detailed Description of Compact Heat Exchanger With Practical ApplicationJaskirat SinghNo ratings yet
- Basic Boiler ConstructionDocument37 pagesBasic Boiler ConstructionSudarmarine SudharNo ratings yet
- E. Steam Power Plant - Pe - ExamDocument4 pagesE. Steam Power Plant - Pe - ExamallovidNo ratings yet
- Heat Exchanger Design: Table of ContentDocument18 pagesHeat Exchanger Design: Table of ContenthellopaNo ratings yet
- Boiler OverhaulDocument9 pagesBoiler OverhaulHemant PatilNo ratings yet
- 2.10. Furnace Design Considerations: Fig. 2.5 Fig. 2.6Document8 pages2.10. Furnace Design Considerations: Fig. 2.5 Fig. 2.6vatsal07No ratings yet
- Fire Tube BoilersDocument2 pagesFire Tube BoilersUmair JamilNo ratings yet
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Chimneys & Fireplaces: They Contribute to the Health Comfort and Happiness of the Farm Family - How to Build ThemFrom EverandChimneys & Fireplaces: They Contribute to the Health Comfort and Happiness of the Farm Family - How to Build ThemNo ratings yet
- Heating Systems Troubleshooting & Repair: Maintenance Tips and Forensic ObservationsFrom EverandHeating Systems Troubleshooting & Repair: Maintenance Tips and Forensic ObservationsNo ratings yet
- Final Report - Solar Cold StorageDocument75 pagesFinal Report - Solar Cold StorageAKSHEYMEHTANo ratings yet
- 2010 Amine Training SessionDocument81 pages2010 Amine Training SessionAKSHEYMEHTA100% (4)
- An 01 013 Ctrls & Process ValvingDocument2 pagesAn 01 013 Ctrls & Process ValvingAKSHEYMEHTANo ratings yet
- Material Stream: 1: ConditionsDocument6 pagesMaterial Stream: 1: ConditionsAKSHEYMEHTANo ratings yet
- Is 6669 2001Document15 pagesIs 6669 2001AKSHEYMEHTANo ratings yet
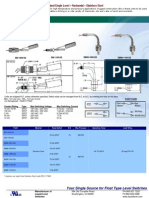
- Your Single Source For Float Type Level Switches: SM-1000-SS SM-1100-SS SM90-1000-SS SM90-1100-SSDocument1 pageYour Single Source For Float Type Level Switches: SM-1000-SS SM-1100-SS SM90-1000-SS SM90-1100-SSAKSHEYMEHTANo ratings yet
- B Dep Piping and Instrument Diagram AppendixDocument69 pagesB Dep Piping and Instrument Diagram AppendixAKSHEYMEHTA87% (15)
- Steel BookDocument477 pagesSteel BookAKSHEYMEHTANo ratings yet
- Su3321e Rev 1 (As Built)Document14 pagesSu3321e Rev 1 (As Built)AKSHEYMEHTANo ratings yet
- Hanson G209 (SW Valves)Document12 pagesHanson G209 (SW Valves)AKSHEYMEHTANo ratings yet
- Vessel 2 Is To 1 Ellipsoidal VesselDocument3 pagesVessel 2 Is To 1 Ellipsoidal VesselAKSHEYMEHTANo ratings yet
- HYSYS Print PSV 3020Document1 pageHYSYS Print PSV 3020AKSHEYMEHTANo ratings yet
- Tutorial 3Document5 pagesTutorial 3AKSHEYMEHTANo ratings yet
- Grade 9Document6 pagesGrade 9Ruth Eliezer AlcazarNo ratings yet
- 115.24-NOM11 (0121) FH Series D IOMDocument50 pages115.24-NOM11 (0121) FH Series D IOMBNo ratings yet
- Manual Servicio Mini Split 36Document80 pagesManual Servicio Mini Split 36Fredy Alvarado RodriguezNo ratings yet
- Arco C MEDISON X Ray Mca-6200Document4 pagesArco C MEDISON X Ray Mca-6200Henry Sánchez Estrada100% (1)
- PhilipsInterschange1965 1Document40 pagesPhilipsInterschange1965 1abadon0796060No ratings yet
- GEMU090 Iceomatic Service ManualDocument25 pagesGEMU090 Iceomatic Service Manualdan themanNo ratings yet
- XXI Paper HAZOP ErrorsDocument6 pagesXXI Paper HAZOP ErrorsravisankarNo ratings yet
- Satchwell Product Catalog PDFDocument36 pagesSatchwell Product Catalog PDFimagex5No ratings yet
- Basic Electrical Engineering: Define The Terms With Their UnitsDocument58 pagesBasic Electrical Engineering: Define The Terms With Their Unitsbujjibabu1977No ratings yet
- OscilloscopeDocument25 pagesOscilloscopebrightkub100% (1)
- X-1000-Quickdoc NordsonDocument60 pagesX-1000-Quickdoc NordsonDanijela KoNo ratings yet
- LG TV 29fu6rsd (RS) Chassis Cw62d, Service ManualDocument22 pagesLG TV 29fu6rsd (RS) Chassis Cw62d, Service Manualjazjcl3269No ratings yet
- Electric Duct HeatersDocument13 pagesElectric Duct HeatersKhizerNo ratings yet
- Coolidge TubeDocument42 pagesCoolidge TubeVidya MuthukrishnanNo ratings yet
- Oromia State University: Group Member Name Id. NoDocument59 pagesOromia State University: Group Member Name Id. Nojewad MohammedNo ratings yet
- Cswip Ri l2Document88 pagesCswip Ri l2banyu geniNo ratings yet
- Boiler Tube AnalysisDocument8 pagesBoiler Tube Analysiser_sanjaypatel100% (1)
- Manual Air Condition Daewoo DSB-070L DSB-091LDocument32 pagesManual Air Condition Daewoo DSB-070L DSB-091LzefraNo ratings yet
- Part Xxvii - Magnetic Fields & Forces-Set 2Document8 pagesPart Xxvii - Magnetic Fields & Forces-Set 2apostolos efstathiouNo ratings yet
- Y16 Ew102Document6 pagesY16 Ew102mehdi810No ratings yet
- Dms Go Thickness Gauge Brochure English 1Document4 pagesDms Go Thickness Gauge Brochure English 1Jhonatan Lizcano ArteagaNo ratings yet
- FDR Aqro Es BrochureDocument6 pagesFDR Aqro Es Brochure3LA2No ratings yet
- Cat - 42ce Me - E-1301 - 02 PDFDocument12 pagesCat - 42ce Me - E-1301 - 02 PDFmustafa anwerNo ratings yet
- Air Conditioning Tools: Recovery, Recycling, and Recharging Systems MiscellaneousDocument16 pagesAir Conditioning Tools: Recovery, Recycling, and Recharging Systems Miscellaneousabduallah muhammadNo ratings yet
- 3 8049usaDocument9 pages3 8049usaAsep Dian PermanaNo ratings yet