You might also like
- Senior ReportDocument113 pagesSenior ReportAnkit VermaNo ratings yet
- The DMC/DPC Route To Polycarbonate FeedsDocument27 pagesThe DMC/DPC Route To Polycarbonate FeedsRitam GhoshNo ratings yet
- Epoxy Resins - Manufacturing Process of Epoxy ResinsDocument1 pageEpoxy Resins - Manufacturing Process of Epoxy ResinsChirag Thakur0% (1)
- Tokuyama Process (High Temp, High Pressure)Document6 pagesTokuyama Process (High Temp, High Pressure)annonymousNo ratings yet
- Design of Acetone HYSYSDocument6 pagesDesign of Acetone HYSYSlockas222100% (1)
- Design of An Plant For Manufacturing of AcetaldehydeDocument4 pagesDesign of An Plant For Manufacturing of AcetaldehydeClaudio Martinez BernalNo ratings yet
- Project 1 - Isopropanol and Acetone From Propylene PDFDocument8 pagesProject 1 - Isopropanol and Acetone From Propylene PDFAnonymous RJkpep7D0rNo ratings yet
- Project 6 - Ethylene Oxide PDFDocument13 pagesProject 6 - Ethylene Oxide PDFStephanie Hawkins100% (1)
- EthylbenzeneDocument4 pagesEthylbenzeneMouaath Al-Kalbani75% (4)
- Production of Acetaldehyde Via Oxidation of Ethylene: LegendDocument1 pageProduction of Acetaldehyde Via Oxidation of Ethylene: LegendCarissa TejioNo ratings yet
- AcetoneDocument7 pagesAcetoneGeorgiana AndreeaNo ratings yet
- P&ID For FormaldehydeDocument2 pagesP&ID For FormaldehydeMohd Nor AriffinNo ratings yet
- Hydration of PropyleneDocument3 pagesHydration of PropyleneAlfredArulapanAlexanderNo ratings yet
- Design of A Process For Production of Isopropyl Alcohol byDocument35 pagesDesign of A Process For Production of Isopropyl Alcohol bySUTHIWAT YIMYAMNo ratings yet
- Project: Design of A Reactor For The Aniline ProductionDocument19 pagesProject: Design of A Reactor For The Aniline ProductionLUIS ESTEBAN VÁSQUEZ CASTANEDANo ratings yet
- Production of IsopropanolDocument9 pagesProduction of IsopropanolJohanNo ratings yet
- UntitledDocument12 pagesUntitledapi-256504985No ratings yet
- Lecture 18: Isopropanol and Acetone From Propylene: Module 3: PetrochemicalsDocument2 pagesLecture 18: Isopropanol and Acetone From Propylene: Module 3: Petrochemicalsshamsullah hamdardNo ratings yet
- Mid Term Assessment CPE615 S1Document2 pagesMid Term Assessment CPE615 S1RosefarisjohariNo ratings yet
- MTBE Unit Expansion-ConversionDocument13 pagesMTBE Unit Expansion-Conversiontunganh1110100% (1)
- Para-Xylene Plant CostDocument4 pagesPara-Xylene Plant CostIntratec Solutions50% (2)
- Direct Hydration of Propylene in Liquid Phase and Under Supercritical Conditions in The Presence of Solid Acid CatalystsDocument6 pagesDirect Hydration of Propylene in Liquid Phase and Under Supercritical Conditions in The Presence of Solid Acid Catalystsssargo100% (1)
- Hidratação Direta PropenoDocument53 pagesHidratação Direta Propenossargo100% (2)
- A01 031Document17 pagesA01 031jaimeNo ratings yet
- Art:10 1134/S0965544111010038Document10 pagesArt:10 1134/S0965544111010038CátiaLuzNo ratings yet
- For Hysys UsersDocument5 pagesFor Hysys UsersZohaib RanaNo ratings yet
- Production of Methanol From Synthesis GasDocument1 pageProduction of Methanol From Synthesis GasAdibHelmiNo ratings yet
- Homework Tray Sieve DesignDocument1 pageHomework Tray Sieve DesignDavid ZamoraNo ratings yet
- Lecture Note 5 Key Synthesis Steps (SRWA)Document38 pagesLecture Note 5 Key Synthesis Steps (SRWA)Chan Chun ChenNo ratings yet
- A08 Plant Design Full ReportDocument565 pagesA08 Plant Design Full ReportHarshini SivanganamNo ratings yet
- Phthalic AnhydrideDocument1 pagePhthalic AnhydrideShashikant PanchalNo ratings yet
- Production of Vinyl Chloride Monomer Via Thermal Cracking of Ethylene DichlorideDocument138 pagesProduction of Vinyl Chloride Monomer Via Thermal Cracking of Ethylene DichlorideAmber UsmanNo ratings yet
- Propylene, Propylene Oxide and Isopropanol: Course: Chemical Technology (Organic) Module VIIDocument12 pagesPropylene, Propylene Oxide and Isopropanol: Course: Chemical Technology (Organic) Module VIImaheshNo ratings yet
- CPE639 Mini Project - Production of Acetonitrile Using Fluidized Bed Reactor PDFDocument41 pagesCPE639 Mini Project - Production of Acetonitrile Using Fluidized Bed Reactor PDFnoorNo ratings yet
- Dimethyl AnilineDocument68 pagesDimethyl Anilinemikelycan100% (1)
- Sample Chemical Engineering Student Team Powerpoint For AnalysisDocument25 pagesSample Chemical Engineering Student Team Powerpoint For Analysisishhh12No ratings yet
- B2 Group 1..acetone Production PDFDocument21 pagesB2 Group 1..acetone Production PDFElif TaşdövenNo ratings yet
- Chapter 2 LLE-part 2 - 18nov2020Document22 pagesChapter 2 LLE-part 2 - 18nov2020CaratsSVTNo ratings yet
- Ethylbenzene ProductionDocument30 pagesEthylbenzene ProductionUum LukmanNo ratings yet
- MSDS Lead Standard SolutionDocument5 pagesMSDS Lead Standard SolutionIgede Sadiamba PNo ratings yet
- Ethanolamines ProductionDocument125 pagesEthanolamines Productionvraj ranaNo ratings yet
- Vapor-Liquid Equilibria. Ethylene Oxide - Acetaldehyde and Ethylene Oxide - Water SystemsDocument5 pagesVapor-Liquid Equilibria. Ethylene Oxide - Acetaldehyde and Ethylene Oxide - Water SystemsGie0% (1)
- Synthesis of Epichlorohydrin Kinetic PDFDocument6 pagesSynthesis of Epichlorohydrin Kinetic PDFTaylor PennaNo ratings yet
- Batch Manufacture of Propylene GlycolDocument6 pagesBatch Manufacture of Propylene Glycolprassna_kamat1573No ratings yet
- Model Evaluation For An Industrial Process of Direct Chlorination of Ethylene in A Bubble-Column Reactor With External Reci PDFDocument11 pagesModel Evaluation For An Industrial Process of Direct Chlorination of Ethylene in A Bubble-Column Reactor With External Reci PDFyamakunNo ratings yet
- Uhde Brochures PDF en 10000032Document12 pagesUhde Brochures PDF en 10000032Bruno BelloNo ratings yet
- EnnnDocument9 pagesEnnnSajid AliNo ratings yet
- Ethyl Benzene Plant Design PDFDocument31 pagesEthyl Benzene Plant Design PDFKaul PatrickNo ratings yet
- Lab 2 HysysDocument9 pagesLab 2 HysysMuhamad AimanNo ratings yet
- Glycol PlantDocument8 pagesGlycol PlantDian Risti PurwantiNo ratings yet
- Reactor ModelDocument12 pagesReactor ModelTanuja ThanuNo ratings yet
- Separation and Purification Technology: SciencedirectDocument10 pagesSeparation and Purification Technology: SciencedirectAngelica PopayanNo ratings yet
- Modelación en Columna EmpacadaDocument11 pagesModelación en Columna EmpacadaMartín Rivas PereiraNo ratings yet
- Process Simulation of Fuel Ethanol Production From Lignocellulosics Using Aspen PlusDocument8 pagesProcess Simulation of Fuel Ethanol Production From Lignocellulosics Using Aspen PlusDíaz CristianNo ratings yet
- 1 2 3 Properties 4 Different Product From Ipa 5 Different Processes 6 Ipa by Indirect Hydration 7 Process Flow Diagram 8 Uses 9 Safety 10 Toxicology 11 ReferencesDocument12 pages1 2 3 Properties 4 Different Product From Ipa 5 Different Processes 6 Ipa by Indirect Hydration 7 Process Flow Diagram 8 Uses 9 Safety 10 Toxicology 11 ReferencesArpit PatelNo ratings yet
- 0607 8 Abstrak Oxo ProcessDocument9 pages0607 8 Abstrak Oxo ProcessMeilyani Farida100% (1)
- Reference For R-101Document9 pagesReference For R-101aibbycatalanNo ratings yet
- 2009 DimianDocument9 pages2009 DimianLeonard SaftaNo ratings yet
- Steady-State and Dynamic Modeling of The Basell Multireactor Olefin Polymerization ProcessDocument10 pagesSteady-State and Dynamic Modeling of The Basell Multireactor Olefin Polymerization ProcessAhmadNo ratings yet
- 1ethanol To Ethylene B1 - ProcessdesignDocument7 pages1ethanol To Ethylene B1 - ProcessdesignAdi PutraNo ratings yet
- CPE613 Process Simulation Laboratory Project: Production of Propylene GlycolDocument1 pageCPE613 Process Simulation Laboratory Project: Production of Propylene GlycolSyafiq IzzuddinNo ratings yet
- Chlor Alkali PDFDocument1 pageChlor Alkali PDFelham100% (1)
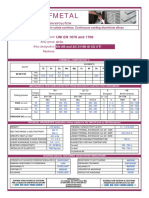
- Raffmetal: UNI EN 1676 and 1706Document2 pagesRaffmetal: UNI EN 1676 and 1706Amandeep SinghNo ratings yet
- Chapter 4a - Microbial MetabolismDocument29 pagesChapter 4a - Microbial MetabolismNUR BAHIJATUL AKMAL BINTI MOHD ZUL KM-PelajarNo ratings yet
- Chemistry G11: G11 Constricted Response (CR) Questions Instructions and Examples Term One 2021-2022Document6 pagesChemistry G11: G11 Constricted Response (CR) Questions Instructions and Examples Term One 2021-2022ahmed aluNo ratings yet
- Revisiting The Merseburg Process Economic Opportunity and EnviroDocument28 pagesRevisiting The Merseburg Process Economic Opportunity and EnviroShruti indurkarNo ratings yet
- Ding 2018Document6 pagesDing 201822-100Yoga RamadhaNo ratings yet
- Pu SG Flexible Polyether Block Foam enDocument12 pagesPu SG Flexible Polyether Block Foam enyilong luoNo ratings yet
- ElectrophoresisDocument27 pagesElectrophoresisTRTNo ratings yet
- Test 3 f08 W Answers PDFDocument10 pagesTest 3 f08 W Answers PDFSaidNo ratings yet
- Ceac 103 - Exp 5Document7 pagesCeac 103 - Exp 5mohsmmad AbdoNo ratings yet
- Studi Penentuan Peringkat Batubara Berdasarkan Analisa Fisika Dan Kimia Di Daerah Air Laya Dan Mangunjaya Provinsi Sumatera SelatanDocument7 pagesStudi Penentuan Peringkat Batubara Berdasarkan Analisa Fisika Dan Kimia Di Daerah Air Laya Dan Mangunjaya Provinsi Sumatera SelatanPanji NovendraNo ratings yet
- Enzymes Experiment - Grade 10 BiologyDocument3 pagesEnzymes Experiment - Grade 10 Biologyaḵeělaḧ ,No ratings yet
- ၁၀တန်းOrganic chemistry summaryDocument6 pages၁၀တန်းOrganic chemistry summarySANLU HTUTNo ratings yet
- TEAM 1 - EV2 - LNatViDocument10 pagesTEAM 1 - EV2 - LNatViTamara PerezNo ratings yet
- SGC6Document6 pagesSGC6JAY ROD AWITNo ratings yet
- 2022-2023 Proses Final Sınavı-SorularDocument2 pages2022-2023 Proses Final Sınavı-Sorularsena kavasNo ratings yet
- PS10KEYF07Document4 pagesPS10KEYF07AnaNo ratings yet
- Muthalagu 2021Document9 pagesMuthalagu 2021Mechanical Engg. Alagappa Poly College,KaraikudiNo ratings yet
- Lab Exercise # 6 - Cell Membrane TransportDocument4 pagesLab Exercise # 6 - Cell Membrane TransportMei KurunoNo ratings yet
- Calcium BLT00015 16Document2 pagesCalcium BLT00015 16Fazal RazaNo ratings yet
- 2nd Year Special Exams 2021 by Bismillah Academy 0300-7980055Document40 pages2nd Year Special Exams 2021 by Bismillah Academy 0300-7980055Najeeb Ullah100% (2)
- IR Spectroscopy (Solutions)Document4 pagesIR Spectroscopy (Solutions)LakshayNo ratings yet
- The Cell: Anatomy and Division: ExerciseDocument4 pagesThe Cell: Anatomy and Division: ExerciseMarielle SaymanNo ratings yet
- Factors Influencing GI Absorption of DrugDocument11 pagesFactors Influencing GI Absorption of DrugjeorajaNo ratings yet
- Molecules: Optical Biosensors Based On Silicon-On-Insulator Ring Resonators: A ReviewDocument16 pagesMolecules: Optical Biosensors Based On Silicon-On-Insulator Ring Resonators: A ReviewJorge GuerreroNo ratings yet
- Aplikasi Surfaktan: Antifungi Solvent Dalam Ekstraksi (Reverse Micelle) Penyamakan KulitDocument45 pagesAplikasi Surfaktan: Antifungi Solvent Dalam Ekstraksi (Reverse Micelle) Penyamakan KulitnovioktvnNo ratings yet
- Bms415 Lab Report 4Document8 pagesBms415 Lab Report 4SITI NURMAISARAH AHMAD SHUKRINo ratings yet
- Hsslive-xii-chemistry-lab-Scheme For Salt Analysis Simplified For 2020-21Document2 pagesHsslive-xii-chemistry-lab-Scheme For Salt Analysis Simplified For 2020-21Athul SNo ratings yet
- Basic of Organic Chemistry by Bharat PanchalDocument24 pagesBasic of Organic Chemistry by Bharat Panchalrashimaths06100% (1)