You might also like
- United States Patent (191 (11) Patent Number: 5,013,407: Nocca Et A1. (45) Date of Patent: May 7, 1991Document6 pagesUnited States Patent (191 (11) Patent Number: 5,013,407: Nocca Et A1. (45) Date of Patent: May 7, 1991jinmgNo ratings yet
- United States Patent (19) 11 Patent Number: 6,093,845: Van Acker Et Al. (45) Date of Patent: Jul. 25, 2000Document8 pagesUnited States Patent (19) 11 Patent Number: 6,093,845: Van Acker Et Al. (45) Date of Patent: Jul. 25, 2000falya aronaNo ratings yet
- United States Patent (19) : Swearingen Et AlDocument4 pagesUnited States Patent (19) : Swearingen Et AlLoren Lee SwearingenNo ratings yet
- Synthesis of Terpinyl Ethers From D-LimoneneDocument4 pagesSynthesis of Terpinyl Ethers From D-LimoneneGreg HillNo ratings yet
- Us 6121497Document7 pagesUs 6121497jdedfvNo ratings yet
- Reactive Distillation - Pervaporation Hybrid Column For Tert-Amyl Alcol Etheri (Cation With EthanolDocument20 pagesReactive Distillation - Pervaporation Hybrid Column For Tert-Amyl Alcol Etheri (Cation With EthanolRodrigo Diego MachacaNo ratings yet
- Synthesis of Methyl Tertiary Butyl Ether From Tethanoland Isobutene Using Aluminum-Flouride Modified Zeolite CatalystsDocument8 pagesSynthesis of Methyl Tertiary Butyl Ether From Tethanoland Isobutene Using Aluminum-Flouride Modified Zeolite CatalystsleslyNo ratings yet
- United States Patent (19) 11 4,083,889: 51 Int. Cl. ........................ Coic 1/24 Co7.c 11/04 ''Document8 pagesUnited States Patent (19) 11 4,083,889: 51 Int. Cl. ........................ Coic 1/24 Co7.c 11/04 ''irfan mahierNo ratings yet
- US3903185Document6 pagesUS3903185Muhammad Akbar FahleviNo ratings yet
- DETA生产工艺Document3 pagesDETA生产工艺GakkyNo ratings yet
- United States Patent (19) : Kiyuma Et Al. Apr. 3, 1990Document7 pagesUnited States Patent (19) : Kiyuma Et Al. Apr. 3, 1990mario 311No ratings yet
- United States Patent (19) : Johnson, JRDocument4 pagesUnited States Patent (19) : Johnson, JRrancang pabrikNo ratings yet
- Applications of The Olefin Metathesis Reaction To Industrial ProcessesDocument15 pagesApplications of The Olefin Metathesis Reaction To Industrial ProcessesPetr Vaněk100% (1)
- A01 065Document19 pagesA01 065jaimeNo ratings yet
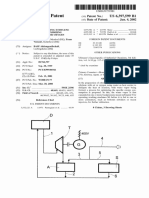
- United States Patent (10) Patent No.: US 6,397,599 B1: Theis Et Al. (45) Date of Patent: Jun. 4, 2002Document6 pagesUnited States Patent (10) Patent No.: US 6,397,599 B1: Theis Et Al. (45) Date of Patent: Jun. 4, 2002Refi RahmanNo ratings yet
- US4232179Document10 pagesUS423217931415No ratings yet
- Us PatentDocument8 pagesUs PatentAditya YudantokoNo ratings yet
- United States Patent (19) : 11 Patent Number: 45 Date of PatentDocument25 pagesUnited States Patent (19) : 11 Patent Number: 45 Date of Patentfitri rowiyahNo ratings yet
- Chapter 3Document14 pagesChapter 3Larry Jampong100% (1)
- Ethylene Urea JACS 1Document10 pagesEthylene Urea JACS 1tavolenNo ratings yet
- Production of Acetone from Isopropyl AlcoholDocument4 pagesProduction of Acetone from Isopropyl Alcoholjavier torres100% (1)
- DSGHRTHDDocument12 pagesDSGHRTHDMary Grace VelitarioNo ratings yet
- United States Patent (19) 11 Patent Number: 5,770,761Document6 pagesUnited States Patent (19) 11 Patent Number: 5,770,761farhan rivaldiNo ratings yet
- Mol 2003Document10 pagesMol 2003Shahroz AliNo ratings yet
- RATE OF ALCOHOLYSIS OF O-NITROACETANILIDEDocument30 pagesRATE OF ALCOHOLYSIS OF O-NITROACETANILIDEPrabhatNo ratings yet
- EthanethiolDocument3 pagesEthanethiolRasoolKhadibiNo ratings yet
- Iii Iihiii Iiii: United States PatentDocument5 pagesIii Iihiii Iiii: United States PatentAlexander Franco CastrillonNo ratings yet
- Catalytic Dehydration of Bioethanol To Ethylene: BiocatalysisDocument16 pagesCatalytic Dehydration of Bioethanol To Ethylene: BiocatalysisFederico BogettiNo ratings yet
- US5625109 Liquid Phase Dehydration of Tertiary Butyl AlcoholDocument6 pagesUS5625109 Liquid Phase Dehydration of Tertiary Butyl AlcoholNuzulina FitriNo ratings yet
- Proceso Etilbenceno 311280Document26 pagesProceso Etilbenceno 311280itzelefavNo ratings yet
- Proceso Etilbenceno 311280Document26 pagesProceso Etilbenceno 311280ItzelNo ratings yet
- Patent for Continuous Butylacrylate ProductionDocument6 pagesPatent for Continuous Butylacrylate ProductionDian Agung SatyanagaraNo ratings yet
- Ind. Eng. Chem. Prod. Res. Dev. Vol. 18 - No. 2 - 1979 135Document8 pagesInd. Eng. Chem. Prod. Res. Dev. Vol. 18 - No. 2 - 1979 135Lindsey BondNo ratings yet
- Manning 1984 B3Document25 pagesManning 1984 B3febrianirrNo ratings yet
- Synthesis of Biomass-Derived Gasoline Fuel Oxygenates by Microwave IrradiationDocument18 pagesSynthesis of Biomass-Derived Gasoline Fuel Oxygenates by Microwave IrradiationDevesh Pratap ChandNo ratings yet
- CATALYSTSDocument21 pagesCATALYSTSJhon Jairo Rico CerqueraNo ratings yet
- Paten 5 Us5998677Document7 pagesPaten 5 Us5998677Jihan FauziyahNo ratings yet
- Solubility of Pentaerythritol Tetranitrate (PETN) in Various SolventsDocument3 pagesSolubility of Pentaerythritol Tetranitrate (PETN) in Various SolventsYu MartinNo ratings yet
- Process For Methanol ProductionDocument7 pagesProcess For Methanol Productionsahar vahdatifarNo ratings yet
- FF PDFDocument19 pagesFF PDFSyed Shamsul ArefinNo ratings yet
- United States Patent (19) : (52) U.S. C.260/583 KDocument5 pagesUnited States Patent (19) : (52) U.S. C.260/583 KkurniawanNo ratings yet
- Pantent UaDocument3 pagesPantent UaPutu SyahNo ratings yet
- Modelling of Naphtha Cracking For Olefins Production - Joao MarcosDocument9 pagesModelling of Naphtha Cracking For Olefins Production - Joao MarcosBahar MeschiNo ratings yet
- Catalysts_and_Process_for_the_Production (1)Document6 pagesCatalysts_and_Process_for_the_Production (1)José Guadalupe García EstradaNo ratings yet
- Ruta 1Document5 pagesRuta 1DORIS HELENA GUTIÉRREZ LONDOÑONo ratings yet
- C4S and C5SDocument5 pagesC4S and C5SEzekielNo ratings yet
- Reactive and Hybrid Separations: Incentives, Applications, BarriersDocument48 pagesReactive and Hybrid Separations: Incentives, Applications, BarriersKarime KantunNo ratings yet
- Mini Project Full PDFDocument37 pagesMini Project Full PDFMohamad El KheirNo ratings yet
- Cantillo 2014Document4 pagesCantillo 2014Ali TunaNo ratings yet
- Syrene Production by Dow Process RTDocument22 pagesSyrene Production by Dow Process RTAnonymous Ksq1dyPRhNo ratings yet
- Design of An Plant For Manufacturing of AcetaldehydeDocument4 pagesDesign of An Plant For Manufacturing of AcetaldehydeClaudio Martinez BernalNo ratings yet
- Process Separation Methyl Tert Butyl Ether Reaction Mixtures ContainingDocument13 pagesProcess Separation Methyl Tert Butyl Ether Reaction Mixtures ContainingputraNo ratings yet
- US4115424Document6 pagesUS4115424Muhammad Akbar FahleviNo ratings yet
- United States Patent Office: Ch-Ch-OnDocument3 pagesUnited States Patent Office: Ch-Ch-OnChanachai PuckNo ratings yet
- Alcohol and Carboxylic Acid 3Document9 pagesAlcohol and Carboxylic Acid 3Geraldine LatupeirissaNo ratings yet
- United States PatentDocument10 pagesUnited States PatentRuchita PoilkarNo ratings yet
- GC/LC, Instruments, Derivatives in Identifying Pollutants and UnknownsFrom EverandGC/LC, Instruments, Derivatives in Identifying Pollutants and UnknownsNo ratings yet
- Carbon Nanomaterials for Advanced Energy Systems: Advances in Materials Synthesis and Device ApplicationsFrom EverandCarbon Nanomaterials for Advanced Energy Systems: Advances in Materials Synthesis and Device ApplicationsWen LuNo ratings yet
- Heat Transfer in Polymer Composite Materials: Forming ProcessesFrom EverandHeat Transfer in Polymer Composite Materials: Forming ProcessesNicolas BoyardNo ratings yet
- Amfori BSCI Code of Conduct - English - December 2021Document10 pagesAmfori BSCI Code of Conduct - English - December 2021مروى مروىNo ratings yet
- FSC-STD-50-001 V2-0 - enDocument26 pagesFSC-STD-50-001 V2-0 - enBouaru MartaNo ratings yet
- FSC-POL-01-004 V2-0 en Policy For AssociationDocument6 pagesFSC-POL-01-004 V2-0 en Policy For AssociationDaniel ModicaNo ratings yet
- FSC-STD-40-004 V3-0 en Chain of Custody CertificationDocument31 pagesFSC-STD-40-004 V3-0 en Chain of Custody Certificationchinezu06No ratings yet
- EPA Guide to Controlling VOC Emissions from Paint and Ink ManufacturingDocument198 pagesEPA Guide to Controlling VOC Emissions from Paint and Ink ManufacturingWayan PartaNo ratings yet
- Waste Reduction Evaluation of Soy-Based Ink at A Sheet-Fed Offset Printer-EPADocument6 pagesWaste Reduction Evaluation of Soy-Based Ink at A Sheet-Fed Offset Printer-EPAWayan PartaNo ratings yet
- SAC Higg Index Higg FEM 4 Technical PaperDocument43 pagesSAC Higg Index Higg FEM 4 Technical PaperWayan PartaNo ratings yet
- RSLDocument227 pagesRSLWayan PartaNo ratings yet
- PVH - CSR - SupplierGuideline 2014 PDFDocument136 pagesPVH - CSR - SupplierGuideline 2014 PDFWayan PartaNo ratings yet
- Eti Base Code EnglishDocument4 pagesEti Base Code EnglishJohn RajeshNo ratings yet
- EtiDocument16 pagesEtiRaman SawNo ratings yet
- Higg Manual EnglishDocument127 pagesHigg Manual EnglishWayan Parta100% (1)
- PEFC ST 2002-2013 CoC Standard 2013-05-24Document34 pagesPEFC ST 2002-2013 CoC Standard 2013-05-24Daniel ModicaNo ratings yet
- Fire Safety Tips MCS ViolationsDocument2 pagesFire Safety Tips MCS ViolationsWayan PartaNo ratings yet
- PEFC ST 2002-2013 CoC Standard 2013-05-24Document34 pagesPEFC ST 2002-2013 CoC Standard 2013-05-24Daniel ModicaNo ratings yet
- Slides - IsO 9001-2015 Quality Awareness TrainingDocument31 pagesSlides - IsO 9001-2015 Quality Awareness TrainingWayan PartaNo ratings yet
- New Contemporary Structural Decisions For GasholderDocument6 pagesNew Contemporary Structural Decisions For GasholderWayan PartaNo ratings yet
- Elsevier - Frequency Respond of Linier Systems Pure Capacitance ElementsDocument4 pagesElsevier - Frequency Respond of Linier Systems Pure Capacitance ElementsWayan PartaNo ratings yet
- MSDS IsobutyleneDocument3 pagesMSDS IsobutyleneWayan PartaNo ratings yet
- 2012 Guidelines to Defra/DECC's GHG Conversion FactorsDocument54 pages2012 Guidelines to Defra/DECC's GHG Conversion FactorstanjungulieNo ratings yet
- 2009 GHG Compendium PDFDocument807 pages2009 GHG Compendium PDFAmpornchai PhupolNo ratings yet
- Elsevier - Temperature Integrator As Tool To Validate Thermal ProcessesDocument6 pagesElsevier - Temperature Integrator As Tool To Validate Thermal ProcessesWayan PartaNo ratings yet
- Dowell - Cementing and Chemical Seal Ring Grouting Service RecomendationDocument104 pagesDowell - Cementing and Chemical Seal Ring Grouting Service RecomendationWayan PartaNo ratings yet
- Determination of Adsorption and Kinetic Parameters For Methyl Tert-Butyl Ether Synthesis From Tert-Butyl Alcohol and MethanolDocument13 pagesDetermination of Adsorption and Kinetic Parameters For Methyl Tert-Butyl Ether Synthesis From Tert-Butyl Alcohol and MethanolWayan PartaNo ratings yet
- Isobutylene C4H8 Safety Data Sheet SDS P4614Document8 pagesIsobutylene C4H8 Safety Data Sheet SDS P4614Wayan PartaNo ratings yet
- F8 RM December 2015 AnswersDocument17 pagesF8 RM December 2015 AnswersatleuzhanovaNo ratings yet
- Eurotech v. Cuison G.R. No. 167552. April 23, 2007Document2 pagesEurotech v. Cuison G.R. No. 167552. April 23, 2007lex omniaeNo ratings yet
- The Brillante Virtuoso Case SummaryDocument3 pagesThe Brillante Virtuoso Case Summarysahil chawlaNo ratings yet
- Transfer of Property Act, 1882 Definition and Scope of Immovable PropertyDocument4 pagesTransfer of Property Act, 1882 Definition and Scope of Immovable PropertyHARSH KUMARNo ratings yet
- Assembly Bill No. 2799: Introduced by Assembly Member Jones-SawyerDocument4 pagesAssembly Bill No. 2799: Introduced by Assembly Member Jones-SawyerBillboardNo ratings yet
- Basel 3Document287 pagesBasel 3boniadityaNo ratings yet
- KHFM Hospitality and Facility Management Services Limited: Postal Ballot NoticeDocument2 pagesKHFM Hospitality and Facility Management Services Limited: Postal Ballot NoticeCSNo ratings yet
- Crim Prac - Proc - Unit 9Document36 pagesCrim Prac - Proc - Unit 9Devon ButeNo ratings yet
- Auto Ordnance CatalogDocument3 pagesAuto Ordnance CatalogDragonNo ratings yet
- Manupatra - Your Guide To Indian Law and Business and PolicyDocument69 pagesManupatra - Your Guide To Indian Law and Business and PolicyRabiul IslamNo ratings yet
- The 1899 Malolos Constitution - Official Gazette of The Republic of The PhilippinesDocument25 pagesThe 1899 Malolos Constitution - Official Gazette of The Republic of The PhilippinesJamille YapNo ratings yet
- The Philippine Judicial System: A Summary of Court VisitsDocument8 pagesThe Philippine Judicial System: A Summary of Court VisitsRuperto A. Alfafara IIINo ratings yet
- Patent Search WorkshopDocument4 pagesPatent Search WorkshopBindu SharmaNo ratings yet
- 2qlfffice of TH SecretaryDocument28 pages2qlfffice of TH SecretaryBien_Garcia_II_1841100% (1)
- 802.11g Wireless Turbo AP Install GuideDocument124 pages802.11g Wireless Turbo AP Install GuiderinishamrenishNo ratings yet
- Build and test your bot at X-Race 2019Document5 pagesBuild and test your bot at X-Race 2019AISHIK DEWANJINo ratings yet
- American Vs Director of PatentsDocument1 pageAmerican Vs Director of PatentsKidrelyne vic BonsatoNo ratings yet
- Currency Exchange RateDocument4 pagesCurrency Exchange Ratelyra915No ratings yet
- Article 1341-1355 ObliconDocument2 pagesArticle 1341-1355 Obliconporeoticsarmy0% (1)
- Bartending BasicsDocument18 pagesBartending Basicsrubike rubikeNo ratings yet
- 214 Temic v. TemicDocument3 pages214 Temic v. TemicRabelais MedinaNo ratings yet
- Case Toh Huat Khay V Lim A ChangDocument22 pagesCase Toh Huat Khay V Lim A ChangIqram Meon100% (1)
- Undertaking - Villanueva PE (2nd Term)Document1 pageUndertaking - Villanueva PE (2nd Term)Lyle Wagner B. VillanuevaNo ratings yet
- SDNY - Girl Scouts V Boy Scouts ComplaintDocument50 pagesSDNY - Girl Scouts V Boy Scouts Complaintjan.wolfe5356No ratings yet
- Kingship and LawDocument244 pagesKingship and Lawhanspiter100% (1)
- People vs. MacalindongDocument16 pagesPeople vs. Macalindongbadi jamNo ratings yet
- Continuing Airworthiness Management ExpositionDocument6 pagesContinuing Airworthiness Management ExpositionbudiaeroNo ratings yet
- Cityam 2011-02-09bookDocument32 pagesCityam 2011-02-09bookCity A.M.No ratings yet
- Bayside Seafood Rest. - Revocable Permit (12!2!94)Document17 pagesBayside Seafood Rest. - Revocable Permit (12!2!94)al_crespo_2No ratings yet
- (Clatexam20 - Official) Le Ailet Mock 3 - 220302 - 095009Document29 pages(Clatexam20 - Official) Le Ailet Mock 3 - 220302 - 095009Ram Shankar TiwariNo ratings yet