You might also like
- Corrosion Testing for Metal Finishing: Institute of Metal FinishingFrom EverandCorrosion Testing for Metal Finishing: Institute of Metal FinishingNo ratings yet
- Failure Analysis in Engineering ApplicationsFrom EverandFailure Analysis in Engineering ApplicationsRating: 1 out of 5 stars1/5 (1)
- Videoborescoping of Tubular Products For Sanitary ApplicationsDocument3 pagesVideoborescoping of Tubular Products For Sanitary ApplicationsMartuaHaojahanSaragihSidabutar100% (1)
- A1015Document3 pagesA1015hamidharvardNo ratings yet
- Astm G46 94 2005Document8 pagesAstm G46 94 2005hamidouNo ratings yet
- A 1015 - 01 Qtewmtu - PDFDocument3 pagesA 1015 - 01 Qtewmtu - PDFStuartNo ratings yet
- Examination and Evaluation of Pitting Corrosion: Standard Guide ForDocument8 pagesExamination and Evaluation of Pitting Corrosion: Standard Guide Foralucard375No ratings yet
- 11.01 Astm-D2794-Impact-ResistanceDocument4 pages11.01 Astm-D2794-Impact-ResistancehoanvuNo ratings yet
- Resistance of Organic Coatings To The Effects of Rapid Deformation (Impact)Document3 pagesResistance of Organic Coatings To The Effects of Rapid Deformation (Impact)hernando gelvesNo ratings yet
- Astm G46Document8 pagesAstm G46FELIPENo ratings yet
- Examination and Evaluation of Pitting Corrosion: Standard Guide ForDocument8 pagesExamination and Evaluation of Pitting Corrosion: Standard Guide ForNav TalukdarNo ratings yet
- ASTM D2794.tzep1589Document3 pagesASTM D2794.tzep1589Kevin XuNo ratings yet
- Astm D711Document2 pagesAstm D711LIN SONGNo ratings yet
- Insoluble Residue in Carbonate Aggregates: Standard Test Method ForDocument5 pagesInsoluble Residue in Carbonate Aggregates: Standard Test Method Forsebastian novoaNo ratings yet
- Astm 903Document2 pagesAstm 903MIRAmira100% (1)
- Conducting Case Studies On Galvanized Structures: Standard Practice ForDocument7 pagesConducting Case Studies On Galvanized Structures: Standard Practice Forromanosky11No ratings yet
- Wire Cloth and Sieves For Testing PurposesDocument5 pagesWire Cloth and Sieves For Testing PurposesRed RedNo ratings yet
- Fusion Bonded Epoxy-Coated Pipe Piles: Standard Specification ForDocument4 pagesFusion Bonded Epoxy-Coated Pipe Piles: Standard Specification ForRamzi BEN AHMEDNo ratings yet
- D2794-93 (2010) Standard Test Method For Resistance of Organic Coatings To The Effects of Rapid D PDFDocument3 pagesD2794-93 (2010) Standard Test Method For Resistance of Organic Coatings To The Effects of Rapid D PDFOlss BbzoNo ratings yet
- Specification for Seamless Red Brass PipeDocument8 pagesSpecification for Seamless Red Brass PipeVCNo ratings yet
- Wire Cloth and Sieves For Testing PurposesDocument5 pagesWire Cloth and Sieves For Testing PurposesROHITNo ratings yet
- Linear Drying Shrinkage of Concrete Masonry Units: Standard Test Method ForDocument6 pagesLinear Drying Shrinkage of Concrete Masonry Units: Standard Test Method ForSalim ChahidNo ratings yet
- A 903 - A 903M - 99 Qtkwmy05oqDocument2 pagesA 903 - A 903M - 99 Qtkwmy05oqrolando cuadro blancoNo ratings yet
- F 2154 Â " 01 RJIXNTQDocument4 pagesF 2154 Â " 01 RJIXNTQdarwin patricio valladares cuatinNo ratings yet
- D 4146 - 96 R03 - RdqxndyDocument4 pagesD 4146 - 96 R03 - RdqxndyEmre DalgicNo ratings yet
- G 46 - 94 R99 - RZQ2 PDFDocument7 pagesG 46 - 94 R99 - RZQ2 PDFSamuel EduardoNo ratings yet
- Astm A270 2015 enDocument6 pagesAstm A270 2015 enHugo AT alvaradoNo ratings yet
- A 903 A 903M 99 R03 Qtkwmy9botaztq PDFDocument2 pagesA 903 A 903M 99 R03 Qtkwmy9botaztq PDFaliodormanoleaNo ratings yet
- Astm-A270 PipeDocument6 pagesAstm-A270 PipeMiguel David Celis QuinteroNo ratings yet
- Sound-Absorbing Board, Fibrous Glass, Perforated Fibrous Glass Cloth FacedDocument4 pagesSound-Absorbing Board, Fibrous Glass, Perforated Fibrous Glass Cloth FacedEduardoNo ratings yet
- F 18 - 12 PDFDocument5 pagesF 18 - 12 PDFAzize RazamNo ratings yet
- ASTM D2794-Impact-Resistance PDFDocument3 pagesASTM D2794-Impact-Resistance PDFbriham75% (8)
- Astm G46-94 (2005)Document8 pagesAstm G46-94 (2005)angeljosechuquiure100% (1)
- F 2111 - 01 - RjixmtetmdeDocument4 pagesF 2111 - 01 - Rjixmtetmdemohan chand mulpuriNo ratings yet
- Formability of Zinc-Rich Primer/Chromate Complex Coatings On SteelDocument4 pagesFormability of Zinc-Rich Primer/Chromate Complex Coatings On SteelLito EstimosNo ratings yet
- Resistance of Organic Coatings To The Effects of Rapid Deformation (Impact)Document3 pagesResistance of Organic Coatings To The Effects of Rapid Deformation (Impact)zeeshanNo ratings yet
- C426Document5 pagesC426Diyar N HasanNo ratings yet
- Seamless and Welded Austenitic and Ferritic/Austenitic Stainless Steel Sanitary TubingDocument6 pagesSeamless and Welded Austenitic and Ferritic/Austenitic Stainless Steel Sanitary Tubingsharon blushteinNo ratings yet
- ASTM D4048 - 2002 - Detection of Copper Corrosion From Lubricating GreaseDocument4 pagesASTM D4048 - 2002 - Detection of Copper Corrosion From Lubricating GreaseConstantinos Christodoulou100% (1)
- E309 Yzar1817 (21301)Document6 pagesE309 Yzar1817 (21301)Mahmood KhanNo ratings yet
- Astm e 309Document5 pagesAstm e 309김경은No ratings yet
- Astm C886Document2 pagesAstm C886정호철No ratings yet
- A 972 - A 972M - 00 Qtk3mi9botcytq - PDFDocument4 pagesA 972 - A 972M - 00 Qtk3mi9botcytq - PDFSaad AyubNo ratings yet
- Astm A745 PDFDocument5 pagesAstm A745 PDFLuis TestaNo ratings yet
- Astm E164 13Document25 pagesAstm E164 13OteloElMoro67% (3)
- NDT Steel CastingsDocument17 pagesNDT Steel CastingsWoodrow FoxNo ratings yet
- No-Pick-Up Time of Traffic Paint: Standard Test Method ForDocument2 pagesNo-Pick-Up Time of Traffic Paint: Standard Test Method ForSudharsanNo ratings yet
- F2730F2730MDocument7 pagesF2730F2730MMARCELO DOS SANTOS BARRETOSNo ratings yet
- C 886 - 98 - QZG4NGDocument2 pagesC 886 - 98 - QZG4NGneophymenNo ratings yet
- E273 Dgyx6217Document4 pagesE273 Dgyx6217benderman1No ratings yet
- ASTM G46 94 Examination and Evaluation of Pitting PDFDocument8 pagesASTM G46 94 Examination and Evaluation of Pitting PDFAmbar100% (1)
- Ranking Resistance of Materials To Sliding Wear Using Block-on-Ring Wear TestDocument14 pagesRanking Resistance of Materials To Sliding Wear Using Block-on-Ring Wear Testvuqar0979No ratings yet
- Pinhole Determination in Aluminum and Aluminum Alloy Plain Foil by Means of A Light TableDocument2 pagesPinhole Determination in Aluminum and Aluminum Alloy Plain Foil by Means of A Light Tableyakobus barbesNo ratings yet
- Vacuum Cleaner Hose-Durability and Reliability (Plastic) : Standard Test Methods ForDocument7 pagesVacuum Cleaner Hose-Durability and Reliability (Plastic) : Standard Test Methods Forbdr85No ratings yet
- Straight Beam Ultrasonic Examination of Rolled Steel Structural ShapesDocument3 pagesStraight Beam Ultrasonic Examination of Rolled Steel Structural ShapesMaxNo ratings yet
- Astm-A938-07 (2016 - 08 - 28 20 - 42 - 39 Utc)Document3 pagesAstm-A938-07 (2016 - 08 - 28 20 - 42 - 39 Utc)aldoking202028No ratings yet
- Scleroscope Hardness Testing of Carbon and Graphite MaterialsDocument2 pagesScleroscope Hardness Testing of Carbon and Graphite MaterialsOsama TaghlebiNo ratings yet
- Astm E-570-09 RFL Steel TubeDocument7 pagesAstm E-570-09 RFL Steel TubempusNo ratings yet
- E 273 - 15Document5 pagesE 273 - 15juan f100% (1)
- Forging Defects and Residual Stresses in ForgingDocument21 pagesForging Defects and Residual Stresses in ForgingAnna100% (3)
- HST HiltiDocument4 pagesHST HiltimariuspiNo ratings yet
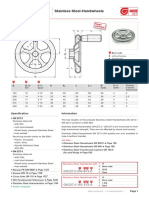
- GN 227.2 GN 227.4: Stainless Steel-HandwheelsDocument1 pageGN 227.2 GN 227.4: Stainless Steel-HandwheelsSalpa AdenugrahaNo ratings yet
- FMW7753 FoamerDocument1 pageFMW7753 FoamerfructoraNo ratings yet
- Nitinol Oral HistoryDocument5 pagesNitinol Oral HistoryBharat Singh ChauhanNo ratings yet
- 064-1 - 1999 - Galvanized Steel Bolts and Nuts Washers PDFDocument13 pages064-1 - 1999 - Galvanized Steel Bolts and Nuts Washers PDFThimira Bandara EkanayakeNo ratings yet
- Metco 443NS 10-130 PDFDocument14 pagesMetco 443NS 10-130 PDFRohan PatelNo ratings yet
- Influence of Various Parameters of Cryogenic Treatment On Performance of Tungsten Carbide Tool - A ReviewDocument4 pagesInfluence of Various Parameters of Cryogenic Treatment On Performance of Tungsten Carbide Tool - A ReviewVIVA-TECH IJRINo ratings yet
- 5070 s14 QP 12Document16 pages5070 s14 QP 12OsamaRahimNo ratings yet
- Quiruvilca, Peru' Mineral Zoning and Timing of Wall-Rock AlterationDocument22 pagesQuiruvilca, Peru' Mineral Zoning and Timing of Wall-Rock AlterationHarold G. Velasquez SanchezNo ratings yet
- Piston of Large Marine EngineDocument3 pagesPiston of Large Marine EngineRuwan SusanthaNo ratings yet
- Surface Preparation Swedish StandardsDocument1 pageSurface Preparation Swedish StandardsSreenubabu KandruNo ratings yet
- Grade 80 Alloy Lifting Chain: Engineered StrengthDocument3 pagesGrade 80 Alloy Lifting Chain: Engineered StrengthFrancisco Javier Zúñiga MontielNo ratings yet
- 1.4313 BS 3100 425C11Document1 page1.4313 BS 3100 425C11g1ann1sNo ratings yet
- BurndyDocument43 pagesBurndyJose Antonio Guadiana SánchezNo ratings yet
- Technical Handbook Stainless Steel WeldingDocument92 pagesTechnical Handbook Stainless Steel WeldingRamesh sivanNo ratings yet
- Superlok Twin Ferrule Compression Fittings 08-2009 English WEBDocument72 pagesSuperlok Twin Ferrule Compression Fittings 08-2009 English WEBfezzeh kabiri kenariNo ratings yet
- ASTM A307 Standard Specification For Carbon Steel Bolts, Studs, and Threaded Rod 60 000 PSI Tensile StrengthDocument6 pagesASTM A307 Standard Specification For Carbon Steel Bolts, Studs, and Threaded Rod 60 000 PSI Tensile StrengthRichard RodriguezNo ratings yet
- A269A269M-15a Standard Specification For Seamless and Welded Austenitic Stainless Steel Tubing For General ServiceDocument7 pagesA269A269M-15a Standard Specification For Seamless and Welded Austenitic Stainless Steel Tubing For General ServiceChuthaNo ratings yet
- Astralloy-V Bars enDocument2 pagesAstralloy-V Bars enRjgandhi65No ratings yet
- Chapter-10 Mild Steel and Iron WorkDocument2 pagesChapter-10 Mild Steel and Iron WorkVibhav ShrivastavaNo ratings yet
- GB 1220 英文版Document31 pagesGB 1220 英文版vasotermiNo ratings yet
- Campbell Chain PDFDocument46 pagesCampbell Chain PDFrisiana_limuriaNo ratings yet
- Surface Hardening enDocument20 pagesSurface Hardening enSidney RileyNo ratings yet
- Substation Design PDFDocument115 pagesSubstation Design PDFDoly0% (1)
- 5a MSS SP 67 Butterfly ValvesDocument19 pages5a MSS SP 67 Butterfly ValvessghinausNo ratings yet
- Thermowell Type 20Document2 pagesThermowell Type 20Robert ArnoldNo ratings yet
- Pneumatic Air Graver From BoltDocument69 pagesPneumatic Air Graver From BoltRuger B.No ratings yet
- Review of Related LiteratureDocument2 pagesReview of Related LiteratureAyaBasilio75% (8)
- Raw Material Handling PlantDocument2 pagesRaw Material Handling PlantSushant KumarNo ratings yet