You might also like
- Cpe520 - Mini Project Report - Eh2204g PDFDocument40 pagesCpe520 - Mini Project Report - Eh2204g PDFAwiBurhanuddinNo ratings yet
- 2011 4 AbsDocument8 pages2011 4 AbsthongscNo ratings yet
- Production of 120000 MTA Oleochemical Fatty Acids From Sunflower OilsDocument93 pagesProduction of 120000 MTA Oleochemical Fatty Acids From Sunflower OilsRay LimNo ratings yet
- IFSC BANK CODES LISTDocument20 pagesIFSC BANK CODES LISTChirag Tanavala100% (1)
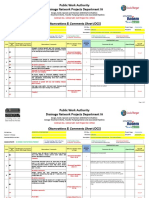
- Sample of Monthly Progress ReportDocument12 pagesSample of Monthly Progress ReportChirag Tanavala100% (1)
- Uses of Gases PowerpointDocument13 pagesUses of Gases PowerpointhafasmNo ratings yet
- Report 2 Material and Energy Balance - Doc FinalDocument36 pagesReport 2 Material and Energy Balance - Doc Finalthembeka422100% (2)
- BAT Production of Sulphuric AcidDocument68 pagesBAT Production of Sulphuric AcidDino PedicelliNo ratings yet
- Project Report On Urea Fertilizer PlantDocument7 pagesProject Report On Urea Fertilizer PlantEIRI Board of Consultants and PublishersNo ratings yet
- (NIIR) Industrial Chemicals Technology Hand BookDocument9 pages(NIIR) Industrial Chemicals Technology Hand BookNaveen KamatNo ratings yet
- Workshop On Energy Efficiency and CO2 ReductionDocument124 pagesWorkshop On Energy Efficiency and CO2 ReductionvirginiaucvNo ratings yet
- Technology For Rerefining Used Lube Oils Applied in Europe A Review PDFDocument14 pagesTechnology For Rerefining Used Lube Oils Applied in Europe A Review PDFMASOMESE KIKILENo ratings yet
- Isomerization in Petroleum ProcessingDocument15 pagesIsomerization in Petroleum ProcessingDinh NguyễnNo ratings yet
- Production of Aniline by Vapor Phase Catalytic ReductionDocument33 pagesProduction of Aniline by Vapor Phase Catalytic ReductionrizalNo ratings yet
- Fertilizer Industry in IndiaDocument24 pagesFertilizer Industry in Indiaapi-27369618100% (3)
- Urea Manufacturing ProjectDocument14 pagesUrea Manufacturing ProjectsickandarhotmailNo ratings yet
- Lvic Aaf PDFDocument446 pagesLvic Aaf PDFProročićStevoNo ratings yet
- CumeneDocument5 pagesCumeneNasmiyeth Rodriguez VittaNo ratings yet
- The Chemicals Subsectorv1Document13 pagesThe Chemicals Subsectorv1Makhosonke MkhonzaNo ratings yet
- Market SurveyDocument3 pagesMarket SurveyNurbaity IsmailNo ratings yet
- Manufacturing of AnilineDocument33 pagesManufacturing of AnilineYashraj GandhiNo ratings yet
- The Professional Mechanical Engineer in The Oil Gas and Chemical IndustryDocument16 pagesThe Professional Mechanical Engineer in The Oil Gas and Chemical IndustryalexandreponguitoNo ratings yet
- European marine fuel market paper at 2002 conferenceDocument7 pagesEuropean marine fuel market paper at 2002 conferencerafaelfaioliNo ratings yet
- Acetic AcidDocument8 pagesAcetic AcidMohammedRahimNo ratings yet
- Methanol HandlingDocument46 pagesMethanol HandlingManuel GuerreroNo ratings yet
- International Energy Vulnerabilities Threaten Ammonia IndustryDocument21 pagesInternational Energy Vulnerabilities Threaten Ammonia Industryvaratharajan g rNo ratings yet
- Pigments: Focus OnDocument3 pagesPigments: Focus OnRoshni PattanayakNo ratings yet
- Production of AmmoniaDocument44 pagesProduction of AmmoniaGord100% (2)
- Da 1Document16 pagesDa 1Arjun KrishnaNo ratings yet
- Production of UreaDocument17 pagesProduction of Ureamoayd.007No ratings yet
- Market 2Document32 pagesMarket 2ShahrizatSmailKassimNo ratings yet
- Syngas ProductsDocument98 pagesSyngas ProductsHendriyana St100% (1)
- Feature: Glycerol - An Important Product of The Oleochemical IndustryDocument3 pagesFeature: Glycerol - An Important Product of The Oleochemical IndustryAtul SarafNo ratings yet
- Carbon BlackDocument20 pagesCarbon BlackHerlin MorenoNo ratings yet
- Monetization of Peruvian Natural Gas Methanol and AmmoniaDocument12 pagesMonetization of Peruvian Natural Gas Methanol and AmmoniaGabo Merejildo QuimiNo ratings yet
- CONCAWE Sulphur Survey 09Document3 pagesCONCAWE Sulphur Survey 09ChKaldNo ratings yet
- Cumene Market AnalysisDocument4 pagesCumene Market AnalysisKrizzia Anne ShengNo ratings yet
- Energy Consumption and Greenhouse Gas Emissions 1998 - Ifa - Marrakech - KongshaugDocument19 pagesEnergy Consumption and Greenhouse Gas Emissions 1998 - Ifa - Marrakech - KongshaugIgnacio Tobaruela Delgado100% (1)
- Natural Gas Based Petrochemical IndustryDocument24 pagesNatural Gas Based Petrochemical Industryssr1991No ratings yet
- Martino 2000Document21 pagesMartino 2000Minh MinhNo ratings yet
- Sulphur Dioxide Emissions From Oil Refineries in Europe (2006)Document43 pagesSulphur Dioxide Emissions From Oil Refineries in Europe (2006)CHRISTOS KALOUDISNo ratings yet
- Monetisation of Gas Through MethanolDocument42 pagesMonetisation of Gas Through MethanolchavedaculturaNo ratings yet
- Industry Paper Petrochemicals IndustryDocument12 pagesIndustry Paper Petrochemicals IndustryAkinboro Jamaldeen AkinolaNo ratings yet
- What Are The Factors To Be Considered To Start A Petroleum IndustryDocument13 pagesWhat Are The Factors To Be Considered To Start A Petroleum Industryjeevanantham 5846No ratings yet
- Ethane Extraction from Vietnam GasDocument6 pagesEthane Extraction from Vietnam GasLULZNo ratings yet
- Nitrogen Products: Production and ConsumptionDocument2 pagesNitrogen Products: Production and ConsumptionJeff Gomez PerezNo ratings yet
- Fuel From WasteDocument20 pagesFuel From Wasteviswam100% (1)
- PERP Program - Isoprene/Bioisoprene: Routes Via C5 StreamsDocument3 pagesPERP Program - Isoprene/Bioisoprene: Routes Via C5 StreamsHari PurwitoNo ratings yet
- BREF RefineríasDocument518 pagesBREF RefineríasJUAN ANTONIO MOLINANo ratings yet
- Market-Brief-Fertilizers June2019 enDocument8 pagesMarket-Brief-Fertilizers June2019 enASDFG21No ratings yet
- 2 4Document11 pages2 4Berry1010% (1)
- Chapter 2Document10 pagesChapter 2Berry101No ratings yet
- Global Trust CorporationDocument12 pagesGlobal Trust Corporationamolas22No ratings yet
- Module VDocument75 pagesModule VArjun ZiaNo ratings yet
- 4 Fertilizer IndustryDocument28 pages4 Fertilizer IndustryRohan GohilNo ratings yet
- Petrochemical Manufacturing & Applications OverviewDocument33 pagesPetrochemical Manufacturing & Applications OverviewZulfikri ZulkifliNo ratings yet
- Market Research, Global Market for Germanium and Germanium ProductsFrom EverandMarket Research, Global Market for Germanium and Germanium ProductsNo ratings yet
- Liquid Fuels: The Commonwealth and International Library of Science, Technology, Engineering and Liberal Studies: Metallurgy DivisionFrom EverandLiquid Fuels: The Commonwealth and International Library of Science, Technology, Engineering and Liberal Studies: Metallurgy DivisionRating: 4.5 out of 5 stars4.5/5 (2)
- Heavy and Extra-heavy Oil Upgrading TechnologiesFrom EverandHeavy and Extra-heavy Oil Upgrading TechnologiesRating: 4 out of 5 stars4/5 (2)
- Industrial Surfactants: An Industrial GuideFrom EverandIndustrial Surfactants: An Industrial GuideRating: 5 out of 5 stars5/5 (2)
- Environmental Control in Petroleum EngineeringFrom EverandEnvironmental Control in Petroleum EngineeringRating: 4.5 out of 5 stars4.5/5 (3)
- Accelerating hydrogen deployment in the G7: Recommendations for the Hydrogen Action PactFrom EverandAccelerating hydrogen deployment in the G7: Recommendations for the Hydrogen Action PactNo ratings yet
- STW STR CPL 01753 01Document1 pageSTW STR CPL 01753 01Chirag TanavalaNo ratings yet
- Read Me FirstDocument1 pageRead Me Firstjambu_johnNo ratings yet
- Ocs STR Lbi HRC 046 02Document5 pagesOcs STR Lbi HRC 046 02Chirag TanavalaNo ratings yet
- Gas Chemicals StudyDocument51 pagesGas Chemicals StudyChirag TanavalaNo ratings yet
- 1337 XDocument1 page1337 XChirag TanavalaNo ratings yet
- RCC Rate AnalsysisDocument2 pagesRCC Rate AnalsysisjowarNo ratings yet
- Excavation QuantitiesDocument113 pagesExcavation QuantitiesChirag TanavalaNo ratings yet
- IS ListDocument5 pagesIS ListChirag TanavalaNo ratings yet
- Format of WPRDocument12 pagesFormat of WPRChirag TanavalaNo ratings yet
- Technical Specification for Vitrified Tiles FlooringDocument2 pagesTechnical Specification for Vitrified Tiles FlooringChirag TanavalaNo ratings yet
- Brick wall cost analysisDocument2 pagesBrick wall cost analysisGopal SudhirNo ratings yet
- Rate Analysis For "Cement Sand Mortar": C/S Mortar RatioDocument2 pagesRate Analysis For "Cement Sand Mortar": C/S Mortar RatioHans Hans SadzNo ratings yet
- Installing Primavera P6 R8Document40 pagesInstalling Primavera P6 R8Chirag TanavalaNo ratings yet
- Gas Chemicals StudyDocument51 pagesGas Chemicals StudyChirag TanavalaNo ratings yet
- 1 Apu Helper 2 Yousuf MD Younus Helper 3 Kofiluddin Sahab Miah Helper 4 MD Manik Ali Helper 5 Akkas Molla HelperDocument4 pages1 Apu Helper 2 Yousuf MD Younus Helper 3 Kofiluddin Sahab Miah Helper 4 MD Manik Ali Helper 5 Akkas Molla HelperChirag TanavalaNo ratings yet
- RevboqmhcjenDocument18 pagesRevboqmhcjenChirag TanavalaNo ratings yet
- Bbs Format - Feet SystemDocument4 pagesBbs Format - Feet SystemChirag TanavalaNo ratings yet
- Bar ScheduleDocument2 pagesBar ScheduleChirag TanavalaNo ratings yet
- SAMPLE-Building BoQ 01Document86 pagesSAMPLE-Building BoQ 01iGp2013No ratings yet
- 9013Document14 pages9013Sujoy RoyNo ratings yet
- Design of Isolated Footing (Extract From Unni Krishnan Pillai & Devdas Menon Book)Document40 pagesDesign of Isolated Footing (Extract From Unni Krishnan Pillai & Devdas Menon Book)prabhu81100% (3)
- Kalani BookDocument149 pagesKalani Bookniranjan_nitjNo ratings yet
- M40 Pumpable Concrete Mix DesignDocument29 pagesM40 Pumpable Concrete Mix DesignChirag TanavalaNo ratings yet
- RevboqmhcjenDocument18 pagesRevboqmhcjenChirag TanavalaNo ratings yet
- Official LetterDocument2 pagesOfficial LetterChirag TanavalaNo ratings yet
- 5Document23 pages5Irfan KhattakNo ratings yet
- Low-cost lithium-copper air fuel cell reactions and E° calculationsDocument11 pagesLow-cost lithium-copper air fuel cell reactions and E° calculationsBloodCypherNo ratings yet
- NS-315 Condensate lrprf3Document5 pagesNS-315 Condensate lrprf3SultanNo ratings yet
- Otc 17355https://www - Scribd.com/upload-Document?archive - Doc 235698286&escape False&metadata ("Context":"archive","page":"read","action":"toolbar - Download","logged - In":false,"platform":"web") #Document10 pagesOtc 17355https://www - Scribd.com/upload-Document?archive - Doc 235698286&escape False&metadata ("Context":"archive","page":"read","action":"toolbar - Download","logged - In":false,"platform":"web") #GNo ratings yet
- Methanol To Olefin Conversion CatalystDocument6 pagesMethanol To Olefin Conversion CatalystBella Novia BerlianaNo ratings yet
- Chem Unit 4 Exam 2010Document31 pagesChem Unit 4 Exam 2010YidaZhouNo ratings yet
- Final Project Engineering Formalin ProductionDocument97 pagesFinal Project Engineering Formalin ProductionkkddmmNo ratings yet
- (PDF) Octane Rating of Gasoline and Octane Booster AdditivesDocument17 pages(PDF) Octane Rating of Gasoline and Octane Booster Additivesrabiya saeedNo ratings yet
- Final internship report on alcohol productionDocument118 pagesFinal internship report on alcohol productionAtefrachew SeyfuNo ratings yet
- Clariant Brochure Methanol Synthesis 201711 ENDocument16 pagesClariant Brochure Methanol Synthesis 201711 ENCrystal DaiNo ratings yet
- Safety in PharmaDocument52 pagesSafety in PharmaPrince MoniNo ratings yet
- CH 16 NotesDocument83 pagesCH 16 NotesFrank Scarnaty Jr.No ratings yet
- Properties of Formaldehyde PDFDocument120 pagesProperties of Formaldehyde PDFKolliparaDeepakNo ratings yet
- Unifac GroupsDocument10 pagesUnifac GroupsSuryaprakash DigavalliNo ratings yet
- Hydrate HandbookDocument255 pagesHydrate Handbookmarclangford100% (3)
- Alcohol Ether and PhenolsDocument43 pagesAlcohol Ether and Phenolswadhwaniakansha9No ratings yet
- Resistance To Fuels of Exteriors Automotive Materials and ComponentsDocument4 pagesResistance To Fuels of Exteriors Automotive Materials and ComponentsDouglas Abreu100% (1)
- Cp composition hot stream counter flow heat exchangerDocument2 pagesCp composition hot stream counter flow heat exchangerhishamNo ratings yet
- Haldor Topsøe Catalyzing Your Business: Aldo PeirettiDocument49 pagesHaldor Topsøe Catalyzing Your Business: Aldo PeirettiFranz MideberNo ratings yet
- LC165F、LC170F Owner's ManualDocument37 pagesLC165F、LC170F Owner's Manualgabi_xyzNo ratings yet
- Problemas Abiertos de FoglerDocument24 pagesProblemas Abiertos de FoglerHarold Fernando Guavita ReyesNo ratings yet
- Flowsheet MonsantoDocument3 pagesFlowsheet MonsantodelifaNo ratings yet
- GBH Enterprises, LTD.: GBHE-EDG-MAC-1508Document39 pagesGBH Enterprises, LTD.: GBHE-EDG-MAC-1508Ossama BohamdNo ratings yet
- Methanol from Syngas Plant DesignDocument13 pagesMethanol from Syngas Plant DesignKhalidMadaniNo ratings yet
- Gktoday MCQ May 2023Document53 pagesGktoday MCQ May 2023Pragati GiriNo ratings yet
- Chemo-Catalytic Esterification and Transesterification Over Organic Polymer-Based Catalysts For Biodiesel SynthesisDocument14 pagesChemo-Catalytic Esterification and Transesterification Over Organic Polymer-Based Catalysts For Biodiesel SynthesisSam SonNo ratings yet
- CME as Petrodiesel EnhancerDocument37 pagesCME as Petrodiesel EnhancermrjevinNo ratings yet
- Thesis EthanolDocument7 pagesThesis Ethanolkarinathomasdenver100% (1)
- Guide On Wood Vinegar TechnologyDocument40 pagesGuide On Wood Vinegar TechnologyRhea Ann P. Andao50% (2)