You might also like
- ?GMP Compliant Equipment Design?ECA Guideline?Document5 pages?GMP Compliant Equipment Design?ECA Guideline?jacky786No ratings yet
- Manual Bioreactor 200lDocument96 pagesManual Bioreactor 200lismael martin caraNo ratings yet
- LyophilizersDocument6 pagesLyophilizersMohammed S.GoudaNo ratings yet
- csh33 PhDThesisDocument250 pagescsh33 PhDThesiskarolNo ratings yet
- 6.spray Dryer Modelling PDFDocument41 pages6.spray Dryer Modelling PDFValeria BenalcazarNo ratings yet
- Humidity Effect On PharmaceuticalsDocument12 pagesHumidity Effect On PharmaceuticalsMohamedRefaatMohamed0% (1)
- Tim Sandle White Paper EU - GMP - Annex - 1 - The - New - Draft - and - Implications 2020Document15 pagesTim Sandle White Paper EU - GMP - Annex - 1 - The - New - Draft - and - Implications 2020Supriya KapasNo ratings yet
- Lyophilization/Freeze Drying: Dr. Nasir AbbasDocument12 pagesLyophilization/Freeze Drying: Dr. Nasir AbbasAdil AminNo ratings yet
- Phuong - DryheatDocument5 pagesPhuong - DryheatqhpuongNo ratings yet
- Complete Magnetic Filtration Mini-CatalogDocument19 pagesComplete Magnetic Filtration Mini-Catalog15 FFNo ratings yet
- Basic Cycle Development Techniques For Lyophilized ProductsDocument7 pagesBasic Cycle Development Techniques For Lyophilized Productshasan_j688675No ratings yet
- DepyrogenationDocument7 pagesDepyrogenationOscar AyalaNo ratings yet
- Parenteral Manufacturing Basic InformationDocument58 pagesParenteral Manufacturing Basic InformationSin PoulNo ratings yet
- 2015 GMP Validation Forum D2.T4.4.1 Jonathan Nixon EN285 Live Steam TestingDocument19 pages2015 GMP Validation Forum D2.T4.4.1 Jonathan Nixon EN285 Live Steam Testingarbind prasadNo ratings yet
- Apparel Considerations For Clean ManufacturingDocument2 pagesApparel Considerations For Clean ManufacturingGaurav ShakyaNo ratings yet
- Guidances On Environmental Control Including Related ActivitiesDocument86 pagesGuidances On Environmental Control Including Related ActivitiesDr usama El ShafeyNo ratings yet
- Advantages of Non-Perforated Coating PansDocument3 pagesAdvantages of Non-Perforated Coating PanschevypickupNo ratings yet
- Rouge Monitoring Published ND 2011 ADocument6 pagesRouge Monitoring Published ND 2011 Agabriel silva100% (1)
- Thin FilmDocument52 pagesThin FilmAnittaDenny100% (1)
- A Practical Approach To Steam Autoclave Cycle Development: Byvictor Tsui, P.E. and Ward Wiederhold, B.S.M.EDocument10 pagesA Practical Approach To Steam Autoclave Cycle Development: Byvictor Tsui, P.E. and Ward Wiederhold, B.S.M.EJawad HussainNo ratings yet
- Pretreatment Unit Operations: Pharmaceutical Water System FundamentalsDocument12 pagesPretreatment Unit Operations: Pharmaceutical Water System Fundamentalsnermeen ahmedNo ratings yet
- Gea - STD Single Use Cip Sys - CipdDocument6 pagesGea - STD Single Use Cip Sys - CipdTBNo ratings yet
- An Evaluation of Nine Bowie and Dick Test Products Available in The United Kingdom (Published IDSc J Aug 2012)Document12 pagesAn Evaluation of Nine Bowie and Dick Test Products Available in The United Kingdom (Published IDSc J Aug 2012)rgj9No ratings yet
- Annex 1 Comments by Nissan CohenDocument15 pagesAnnex 1 Comments by Nissan CohenNarasimharao100% (1)
- Development of RO Membrane & Its CharacterizationDocument27 pagesDevelopment of RO Membrane & Its CharacterizationZohaib SiddiquiNo ratings yet
- Aultons Pharmaceuticals Drying PDFDocument18 pagesAultons Pharmaceuticals Drying PDFAdrián L ValladaresNo ratings yet
- BestPracticesforWater PDFDocument8 pagesBestPracticesforWater PDFAli RazaNo ratings yet
- Aspen HYSYS BrochureDocument4 pagesAspen HYSYS BrochureLuiz OviedoNo ratings yet
- Cleanroom Seminar 03 (20190321-Preview)Document109 pagesCleanroom Seminar 03 (20190321-Preview)Ashraf JafriNo ratings yet
- Lyophilization Process 1622495344Document7 pagesLyophilization Process 1622495344maheshNo ratings yet
- An Overview of The Recent Advantages in Spray DryingDocument14 pagesAn Overview of The Recent Advantages in Spray DryingAlfonso CubillosNo ratings yet
- PAT in Freeze DryingDocument20 pagesPAT in Freeze DryingKoushik PonnuruNo ratings yet
- Pharmaceutical Ultrapure Water Systems - : Igor GorskyDocument36 pagesPharmaceutical Ultrapure Water Systems - : Igor GorskyunknownNo ratings yet
- ArticleDocument7 pagesArticleRamachandra Bhat HireNo ratings yet
- Intelligen Inc. - SuperPro Designer Batch Process SimulatioDocument6 pagesIntelligen Inc. - SuperPro Designer Batch Process SimulationidejoNo ratings yet
- Catalytic Hydrogenation in The Liquid PhaseDocument8 pagesCatalytic Hydrogenation in The Liquid PhasegiovanniNo ratings yet
- Preventive Maintenance of Purified Water (Generation and Distribution) System - Pharmaceutical GuidanceDocument2 pagesPreventive Maintenance of Purified Water (Generation and Distribution) System - Pharmaceutical Guidancedecio ventura rodrigues miraNo ratings yet
- Cip TankDocument2 pagesCip TankAshwin ChanilNo ratings yet
- Pe 009 17 GMP Guide XannexesDocument283 pagesPe 009 17 GMP Guide XannexesZeratul Chao0% (1)
- Expert Series Diaphragm PumpsDocument56 pagesExpert Series Diaphragm PumpsratheeshNo ratings yet
- GUID - 6 en-USDocument37 pagesGUID - 6 en-USSantiago Cristancho100% (1)
- Mass Transfer in Fermentation ScaleupDocument4 pagesMass Transfer in Fermentation Scaleupfawmer61No ratings yet
- Glove Box BrochureDocument21 pagesGlove Box BrochureedsonleviNo ratings yet
- Terminally Sterilized Pharmaceutical Products - Parametric Release 1222Document6 pagesTerminally Sterilized Pharmaceutical Products - Parametric Release 1222Lê Nho ĐánNo ratings yet
- Chemical Enginineering Fourth YearDocument68 pagesChemical Enginineering Fourth YearHabib NuredinNo ratings yet
- Sterilization and Bioreactor OperationDocument20 pagesSterilization and Bioreactor Operationbravohr98No ratings yet
- Process Applications: Calcium Chloride-Based Heat Transfer FluidsDocument3 pagesProcess Applications: Calcium Chloride-Based Heat Transfer FluidszhyhhNo ratings yet
- Sterile Opthalmic PreparationsDocument6 pagesSterile Opthalmic PreparationsSundariNo ratings yet
- Tce5002 Introduction To PDC, Modelling Simulation & ControlDocument15 pagesTce5002 Introduction To PDC, Modelling Simulation & ControlKundayi ChagwederaNo ratings yet
- Servolift High Shear GranulatorsDocument8 pagesServolift High Shear GranulatorsMahdi HajizadehNo ratings yet
- Expansion Tanks I Zings 2012Document7 pagesExpansion Tanks I Zings 2012henhuangNo ratings yet
- Application Note: Successful Wetting For Filter Integrity Testing in Volume-Restricted SystemsDocument13 pagesApplication Note: Successful Wetting For Filter Integrity Testing in Volume-Restricted SystemsSlavaNo ratings yet
- Mettler Toledo Validation Manual 2Document2 pagesMettler Toledo Validation Manual 2Almir Pepeljak100% (1)
- WP Gmp-En AnshDocument12 pagesWP Gmp-En AnshFelix ShihNo ratings yet
- Garments & CleanareasDocument59 pagesGarments & CleanareasvishalsharmaNo ratings yet
- Selection of Cleaning Agents and Parameters For CGMPS ProcesDocument11 pagesSelection of Cleaning Agents and Parameters For CGMPS Procesjljimenez1969No ratings yet
- Pharmaceutical Quality Management System (QMS) Questions and AnswersFrom EverandPharmaceutical Quality Management System (QMS) Questions and AnswersNo ratings yet
- Cleaning and disinfection of food factories: a practical guideFrom EverandCleaning and disinfection of food factories: a practical guideNo ratings yet
- (Advanced Texts in Physics) Claus Klingshirn - Semiconductor Nanocrystal Quantum Dots-Springer (2008)Document374 pages(Advanced Texts in Physics) Claus Klingshirn - Semiconductor Nanocrystal Quantum Dots-Springer (2008)puceiroaleNo ratings yet
- Flat Bands and Gaps in Twisted Double Bilayer GrapheneDocument8 pagesFlat Bands and Gaps in Twisted Double Bilayer GrapheneROJITAS90No ratings yet
- 01 hw1Document2 pages01 hw1Samarjeet Kumar SinghNo ratings yet
- Rubber in ShearDocument18 pagesRubber in ShearHassan BhinderNo ratings yet
- 2023 o Level Physics SyllabusDocument75 pages2023 o Level Physics SyllabusFooxNo ratings yet
- Philosophy of Materials and StructuresDocument7 pagesPhilosophy of Materials and StructuresmpovagNo ratings yet
- Supramolecular ChemistryDocument48 pagesSupramolecular ChemistryKhalid SirajNo ratings yet
- E7 AnswersDocument28 pagesE7 AnswersRohit MundatNo ratings yet
- Du Chemistry Entrace Questions For PG 2016 PaperDocument9 pagesDu Chemistry Entrace Questions For PG 2016 PaperKERALA SEARCHSNo ratings yet
- School of Ece and EeDocument211 pagesSchool of Ece and EeRaviKumarNo ratings yet
- Ohamed Sathak A.J. College of Engineering, Chennai Unit Test-1Document3 pagesOhamed Sathak A.J. College of Engineering, Chennai Unit Test-1Damo Daran GNo ratings yet
- Module 01 IntroductionDocument48 pagesModule 01 IntroductionDidi DarmadiNo ratings yet
- Electrical and Electronics Measurement and InstrumentationDocument50 pagesElectrical and Electronics Measurement and InstrumentationNarayan S. Burbure100% (1)
- A Review of Key Power System Stability Challenges For Large-Scale PV IntegrationDocument14 pagesA Review of Key Power System Stability Challenges For Large-Scale PV IntegrationPriyanka GuptaNo ratings yet
- Pin Fin Seminar ReportDocument23 pagesPin Fin Seminar ReportMuhammedShafeeqNo ratings yet
- Astrophysical Constants and Parameters 2012Document2 pagesAstrophysical Constants and Parameters 2012Марко Д. СтанковићNo ratings yet
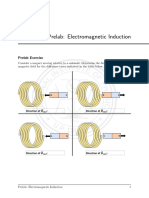
- E5 Electromagnetic Induction s2 A2324Document14 pagesE5 Electromagnetic Induction s2 A2324AJ CarambasNo ratings yet
- Profibus: Fieldbus Bit-SerialDocument23 pagesProfibus: Fieldbus Bit-Serialmd rizwanNo ratings yet
- Chassis DesignDocument35 pagesChassis DesignArjun H Nambiar100% (1)
- Chap 08Document34 pagesChap 08marihomenonNo ratings yet
- Unit 3Document65 pagesUnit 3Vaira PerumalNo ratings yet
- Plasticity Theory 01Document28 pagesPlasticity Theory 01YUK LAM WONGNo ratings yet
- Book 7Document3 pagesBook 7sudinavada2009No ratings yet
- Shamanic Wisdom Meets The Western Mind: An Inquiry Into The Nature of ShamanismDocument400 pagesShamanic Wisdom Meets The Western Mind: An Inquiry Into The Nature of ShamanismDr. Peter Fritz Walter100% (7)
- Peter Atkins Julio de Paula Ron Friedman Physical Chemistry Quanta (0358-0408)Document51 pagesPeter Atkins Julio de Paula Ron Friedman Physical Chemistry Quanta (0358-0408)Administracion OTIC IVIC100% (1)
- CE 323/ BES 222 Mechanics of Deformable Bodies: Chapter 2 - StrainDocument6 pagesCE 323/ BES 222 Mechanics of Deformable Bodies: Chapter 2 - StrainNadlor Gasco OzausNo ratings yet
- AWS90 Structural Nonlin Ch02 NonlinearDocument94 pagesAWS90 Structural Nonlin Ch02 NonlinearVictor SanchezNo ratings yet
- Kamalkant Chem For All BBSR 1Document23 pagesKamalkant Chem For All BBSR 1kamalkantmbbsNo ratings yet
- MODERN PHYSICS Fam Le KienDocument87 pagesMODERN PHYSICS Fam Le KienFurqan Fazili100% (1)